中大型环件轧制技术现状与发展趋势
2012-10-22吴君三季永兰吴剑陆亚娟江苏省张家港海陆环形锻件有限公司
文/吴君三,季永兰,吴剑,陆亚娟·江苏省张家港海陆环形锻件有限公司
中大型环件轧制技术现状与发展趋势
文/吴君三,季永兰,吴剑,陆亚娟·江苏省张家港海陆环形锻件有限公司

环件轧制又称为环件辗扩或扩孔,它是借助环件轧机来轧制孔形,使环件生产过程中出现连续的局部塑性变形,进而实现壁厚减小、直径扩大、截面轮廓成形的塑性加工工艺。它适用于生产各种形状、尺寸的环形机械零件,具有大幅度降低设备吨位和减少投资、振动冲击小、节能节材等显著经济优点。在机械、汽车、火车、船舶、石油化工、航空航天、原子能等众多工业领域中日益得到广泛的应用。径─轴向轧制是中大型环件轧制的主要方式,适用于壁厚大、大轧制比或截面复杂的环件加工,主要生产外径尺寸为1~9m的环件。
轧制原理
中大型环件所采用的卧式径─轴向热轧制技术如图1所示,其轧制原理为:驱动辊作旋转运动,靠其与环件表面的摩擦力,带动环件一起旋转;芯辊作直线进给运动,并在其与环件摩擦力的作用下,作空转运动,使环件在驱动辊和芯辊构成的孔形中,逐渐减少局部径向壁厚。与此同时,两个轴向锥辊作旋转运动和轴向进给运动,使环件在两辊构成的孔形中实现局部高度减小。两个导向辊在背压力作用下,以一定的方式运动,并始终与环件保持接触,对环件施加很小的支持力,使环件保持一定的圆度,并能防止环件在轧制过程中歪斜。这样经过多转轧制,环件就能够实现壁厚连续地减小、高度连续降低、内外径增大、截面轮廓成形的塑性变形,并最终获得符合尺寸要求和形状要求的环形产品。

图1 卧式径─轴向热轧制简图
对于卧式径─轴向环件轧制而言,其一般加工过程如图2所示。目前,中大型锻件的轧制已比较成熟,特别是巨型环件的生产,其生产精度已有明显提高。近净成形技术的发展和应用,使得异形环件轧制技术在生产线上得到推广。
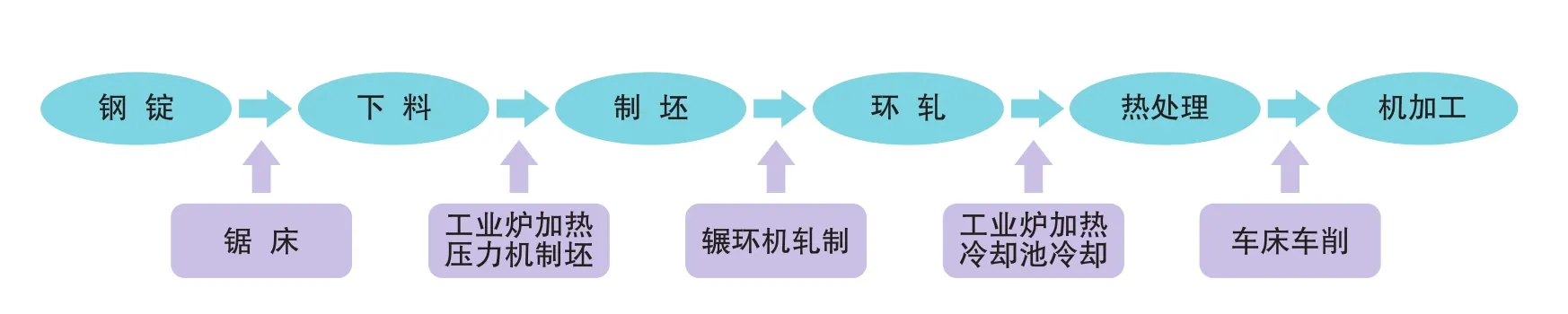
图2 加工过程流程简图
研究现状
环件轧制涉及直线进给运动、旋转轧制运动、导向运动,以及环件自身的转动和直径扩大运动,而且轧制过程是可变的,具有高度的几何非线性和物理非线性。这使得环件轧制物理力学机制变得极为复杂,研究工作难度加大。
经过长期理论和实践探索,从静力学、运动学、动力学、几何学、塑性成形原理和系统控制等方面,深入研究了环件径向轧制工艺的轧制条件、成形流动规律、力能计算方法、工艺设计方法和过程控制方法,揭示了径向轧制的物理本质,建立了环件径向轧制理论体系。
对于大型环件径─轴向的轧制,介绍其轧制原理和发展历程,以及现阶段的一些应用现状,分析轧制过程中的环件尺寸变化关系,以及设备控制的原理和特点,针对实际轧制设备,描述整个中大型环件的轧制工艺流程。环件径─轴向轧制工艺,相比径向轧制工艺而言,由于其工艺和控制以及轧制设备结构复杂,并且设备价格昂贵,试验成本也较高,使得对其工艺分析和成形规律方面的研究,一直处于缓慢发展的状态。在较长的一段时间里,人们对于径─轴向轧制的认识主要来源于实际生产经验,并针对自身生产的要求,从不同的角度总结了径─轴环件轧制生产的规律,得到了一系列有关的经验公式和设计方法,包括环锻件的加工余量配置,毛坯设计方法,环件轧制进给方案与工艺参数设定等。
这些经验公式较好地指导了中大型环件的实际轧制生产,但没有与之配套的理论支撑。由于径─轴向轧制工艺的特殊性,一般都是利用大型轧机进行中大型环件的轧制,其能源消耗巨大。而且在没有任何指导的情况下,仅靠轧制试验的摸索,势必造成大量环件材料的浪费和能源的消耗。从20世纪60年代开始,人们就进行理论研究工作,提出了各种各样的理论模型,由于受到客观条件的限制,大量的工作被限制在近似或经典塑性成形理论的研究领域内。主要研究方向有初等解析法、滑移线法和上限法等等,这些研究方法都对轧制过程的分析起到了很大的作用。
近年来,随着计算机技术的发展和应用,以及有限元模拟软件的兴起,将中大型环件径─轴向轧制的理论分析、计算机模拟和实际生产有效地结合在一起。轧制的运动学和静力学系统探讨了环件变形规律,包括轧制过程的咬入条件、锻透条件、刚度条件等基础理论,并在此基础上建立了径─轴向轧制的有限元分析模型,计算机有限元分析软件已成为当前径─轴向轧制工艺分析的主要工具,建模技术不断地成熟,也使得计算机模型越来越贴近实际生产的需要。
生产过程中存在的问题
⑴环件轧制生产过程的不稳定性。由于中大型环件轧制生产表现出极大的几何非线性和物理非线性的耦合性质,影响因素极为复杂。在实际生产中,极易出现夹皮、型腔充不满、粗晶等现象。一般而言,外径较小环件的生产相对稳定,而外径较大环件的质量则比较难控制,需保证环件的尺寸、圆度、表面质量等。中大型环件轧制生产的不稳定性,一方面是由于工艺本身的复杂性,另一方面是人为因素对环件生产过程具有较大影响,特别是大型环件,工人的经验和熟练程度直接决定了环件轧制的成败。生产过程的不稳定性已成为中大型环锻企业的主要生产风险之一,严重时会给企业带来重大的经济损失和严重的资源浪费。
⑵粗放型的增长模式不可持续。中大型环件成功轧制往往是以较多材料损耗,较高能源消耗为代价的,为保证产品的合格率,最常用的方法就是增加加工余量,往往忽略了从工艺设计的角度来改进。此外,对于一些新产品轧制生产,需要在生产现场不断地进行试轧,这就导致了大量材料和能源的浪费,利用先进的CAE分析技术对新产品的传统研发方式进行改进,也是中大型环锻件企业提高自身研发能力的必然要求。落后的设备也是增加单位产量消耗的主要原因之一,在中大型环锻件生产过程中,高消耗不利于企业竞争力的提升和持续发展。
⑶生产过程过分依赖于个人经验。对于对技术依赖程度高的环锻件生产企业而言,知识是至关重要的。由于长期以来对知识有效积累的忽略,出现企业知识型人才匮乏的现状。无论是成熟的环锻件产品,还是新开发的环锻件产品,其生产技术往往仅被少数人掌握,缺乏科学有效的技术知识积累方式,不利于团体研发的开展和后续优化,阻碍了环件轧制技术的提升。另外,生产流水线自动化程度低下,导致了生产对工人操作技能和熟练程度的过分依赖,不仅加大了环件生产的不稳定性,也不利于生产的科学化和规范化。提高装备自动化程度不仅能提升成熟环件的生产效率,也有利于环件轧制的研究与新产品的开发。
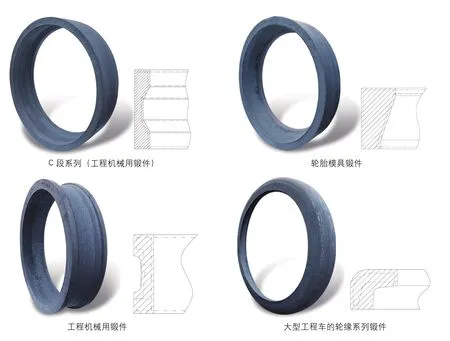
图3 异形环锻件
⑷轧制理论研究与生产实际脱节。尽管在中大型环件轧制理论研究方面已取得一些实质性的成果,但并没有在企业生产过程和实际研发中得到应用。对于中大型环件轧制过程已建立了多种数学模型,基本揭示了其内在规律,特别是有限元软件的兴起,为工艺研究与产品研发提供了较好的工具。但是,仍然缺少针对实际生产问题的理论和计算机模型。另一方面,中大型环件轧制生产过程中的问题,并没有得到科学的分析与研究,依然采用实际试轧或增加余量的方式来解决,而并未体现出环件轧制理论的研究思想和方法。如何有效地将中大型环件轧制理论研究与生产实际结合,是企业建立自主知识体系并指导实际生产必须解决的问题。
未来发展趋势
⑴轧制生产的精密化。精密化轧制生产可以使企业以较小的材料消耗,轧制生产出较高质量的环件,对于中大型环件,由于轧制过程变形的非均匀性、热效应、环件尺寸大等因素,难以准确地控制环件尺寸,环件轧制的精密化程度主要体现在加工尺寸公差和加工余量。它与设备的精度和轧制生产过程的稳定性有密切关系,除需更换高精度的设备以外,最为关键的措施还在于工艺过程的制定,生产工艺的成熟程度是精密化轧制的基础。
⑵近净成形技术的应用。近净成形技术是建立在新材料、新能源、机电一体化、精密模具技术、计算机技术、自动化技术、数值分析和模拟技术等多学科高新技术成果基础上,改造了传统的毛坯成形技术。在中大型环件轧制生产中,此技术主要应用于异形环锻件的开发和轧制,异形环锻件截面的形状和尺寸与最终零件较为相似,从而避免了大量材料的浪费。然而,截面的复杂化会加剧工艺过程的复杂性。目前,虽然已经有企业生产中大型异形环锻件,但其品种规格还不齐全。开发出更多的异形件产品,不断优化其生产工艺是中大型环件轧制生产企业不懈努力的方向之一。长期以来,江苏省张家港海陆环形锻件有限公司已开发十几种异形环锻件品种,其中主要的异形环锻件如图3所示。
⑶轧制生产过程的自动化。自动化是整个制造业发展的大趋势,小型环件的自动化生产已在全世界范围内基本实现。目前,中大型环锻件的自动化只在德国、日本等工业强国得以实现,在国内还没有真正意义上的自动化生产线。中大型环件生产的自动化,必须要在成熟的工艺基础之上,使生产各工序之间得到较好的衔接,开发集成控制系统使生产线得到统一调度。环锻件的锻后余热处理技术是自动化生产线的关键,它使生产效率得到质的提升。江苏省张家港海陆环形锻件有限公司联合上海交通大学和武汉理工大学,致力于2000mm自动化生产线的建设,获得了不少宝贵经验和研究成果,目前已着手准备投产。图4所示的是江苏省张家港海陆环形锻件有限公司自动化生产线的布局示意图。
⑷加强技术储备,提高生产技术和研发能力是各加工制造企业的核心竞争力,中大型环锻件企业必须着力摆脱经验依赖型的制造模式,着力构建科学技术储备机制和研发体系。随着计算机的发展,CAD/CAPP/CAM/CAE已成功地应用于许多制造领域。然而,针对中大型环件轧制生产技术的计算机系统还不存在,企业应立足于自身,以研发为手段,以专业知识为基础,以计算机软件为依托,建立中大型环件轧制生产和研究的知识体系,提升企业的竞争力。

图4 自动化生产线布局示意图
结束语
中大型环件工艺技术是伴随铁路运输业而发展起来的,随着我国日新月异的高铁建设的兴起,生产企业应从自身实际出发,借助先进的制造技术,共同研究和攻克我国大型轧环件成形的难题,为我国基础工业的可持续发展做出贡献。
吴君三,中级经济师,张家港海陆环形锻件有限公司董事长。
