铁路铺轨工程中的铝热焊施工
2012-07-24卢铖昀
卢铖昀
(中国土木工程集团有限公司,北京100038)
铝热焊反应是一种氧化还原反应。在高温条件下,铝热剂中的铝粉与铁的氧化物发生化学反应,将铁还原出来,并释放大量热。铝热反应产生的高温液态金属填充焊接接头,同时也将熔化待焊钢轨表面,冷却凝固后完成焊接过程。
1 铝热焊施工工艺流程
铝热焊施工过程可以分为:焊前准备、铝热焊焊接、焊后检测及收尾清理工作。具体施工流程参见图1。
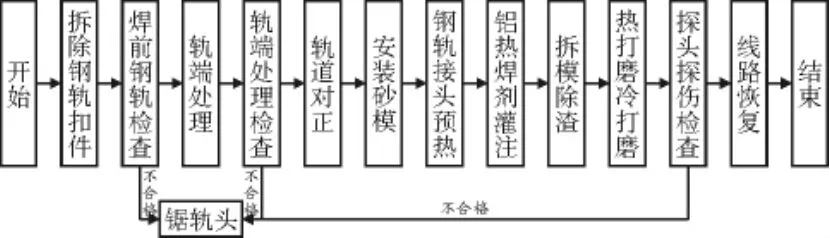
图1 铝热焊施工工艺流程
2 铝热焊前期准备
铝热焊的前期准备分为三部分,即人员配备、材料准备和机械设备。由于不同的工程项目,施工进度要求不同,所以需要准备的人员、材料及机械会相应不同。以阿尔及利亚94km铁路更新项目为例,每天工程进度为450m,涉及的轨排为25排,焊头为50个,满足进度的前期准备分为以下三个方面。
2.1 人员配备
人员配备可分为以下几组:对轨小组、焊接小组、打磨小组、螺栓松紧组及检查小组。具体组数和人数见表1。

表1 铝热焊人员配备统计表
2.2 材料准备
铝热焊剂、砂模、模具架、坩埚、渣盘、封箱泥、秒表、氧气、乙炔、高温火柴等。
2.3 机械设备
螺栓扭动机2台、打磨机2台、锯轨机1台、起轨器4台、整体式对轨器1台、液压钢轨拉伸器(包油泵)1台、双向手动液压推瘤机1台、打磨机2台、超声波探伤仪1台、撬杠10根、1m直尺1把。
3 铝热焊施工要点
3.1 焊前准备
在铝热焊之前,需要检查的有:机具是否完好;所选铝热剂是否与现有钢轨一致;铝热剂是否受潮;封箱泥湿度是否适宜;氧气乙炔是否准备就绪。需要控制的有:拧紧焊头前后15m范围内钢轨两侧的扣件;去掉焊头前后5根轨枕的扣件及垫板;焊头钢轨距离轨枕或道碴至少100mm。
3.2 对正钢轨
对正钢轨是通过调整钢轨的水平位置和竖向高度,使钢轨水平对正和垂直对正,水平轨缝间距为23~27mm,竖向高差控制在1.6mm以内。
3.3 安装砂模
待钢轨对正完毕后安装砂模。将两侧的砂模在钢轨上轻轻摩擦,使其结合紧密。安装带有底砂模的底板,使其与轨缝保持垂直居中。上紧固定螺栓,再用焊工直尺最后一遍检查钢轨的对正。最后,将铝热焊专用的封箱泥均匀地抹在砂模与钢轨接触的各缝隙中。
3.4 接头焊接
接头焊接可以分为预热、浇筑、拆模、除瘤、焊缝打磨五个步骤。
3.4.1 预热
将预热器放在预先定位好的预热支架上,并将预热器在砂模中迅速居中定位,火焰调节好后,立刻按下秒表计时。加热6min后,将分流塞放在砂模边缘上进行加热,温度预计达到920℃~1 000℃。在规定的时间结束之后,撤走预热器,预热完成。
3.4.2 浇筑
预热完毕后,将分流塞放入顶部的入口内,将一次性坩埚放置在砂模的正中央,点燃高温火柴,燃烧焊剂。由自熔塞自动进行浇筑,至废渣停止流动,按下秒表开始计时。
3.4.3 拆模
当浇筑完毕5min后进行拆模。移走渣盘及一次性坩埚,拆掉砂模夹具、夹板及金属底板,用热切除凿刮去焊头的顶部,除掉溢出的焊料,将钢轨表面已烤干的封箱泥和铝热焊反应产生的钢渣进行清理。
3.4.4 除瘤
浇筑完毕6.5min后进行除瘤,采用双向手动液压推瘤机除瘤,方向与钢轨纵向相同,最低处严禁凹入钢轨表面,留茬高度超出原轨表面1~3mm。将多余的焊料切除掉,将轨底处冒出的焊料清除,以便于打磨。
3.4.5 打磨
焊缝打磨采用专用钢轨仿形打磨机,对轨顶、钢轨工作面、轨底、两轨底角进行打磨。打磨时,砂轮沿钢轨长度方向运动,严禁垂直钢轨长度方向打磨。当焊料顶部表面打磨至距轨面1mm左右时,将钢轨头部两侧与轨面过渡的圆弧处打磨至与既有钢轨齐平,将钢轨的内外侧打磨至与既有钢轨齐平。浇筑15min后去掉对正架,浇筑30min后去掉起轨器,浇筑完毕1h后进行焊缝冷打磨,目测尖点(垂直对正),对钢轨表面进行冷打磨使其整体平齐。
3.5 质量验收和贴标签
钢轨焊头采用超声波探伤仪对焊缝进行内部质量检测合格后,采用1m直尺、精密塞尺进行外观质量检测,有缺陷的焊头及时处理。验收合格的,贴上焊药标签,并详细填写焊缝探伤记录、质量检验记录。
3.6 收尾工作
每处焊接完毕后,回收机械设备和工器具,移往下一焊接地点继续施工,并将施工现场清理干净。
4 铝热焊施工中注意事项
铝热焊施工中,值得注意的事项有:施工中相关数值控制、施工中预热控制、施工人员岗前培训质量控制等。
4.1 施工中相关数值控制
铝热焊施工中,需要重点控制的数值:轨缝间距、温度和时间,具体数值参见表2。

表2 铝热焊施工中需要控制的数值表
4.2 施工中预热控制
在施工中,预热是铝热焊接工艺中最为关键的一个步骤。预热过度或预热不足,就会产生钢轨过烧或氧化物等缺陷。为了保证预热效果,可采取两个措施:一是预热前先将轨底加热30~40s;二是反应完后拆模时暂不拆底板,延长底板停留时间,以最大限度地保持轨底的温度。
此外,气温较低时,氧气和液化气不易挥发,出气不够顺畅,会影响预热效果。因此,低温焊接时必须对氧气和液化气进行保温;现场焊接遇刮风时应搭设帐篷,以保证预热温度。
4.3 施工人员岗前培训质量控制
铝热焊的施工人员应进行岗前培训,并应加强管理和控制培训质量,从而提高从业人员的素质,以保证培训人员熟练掌握铝热焊施工程序和操作要点,在施工中严格按照工艺操作,确保焊接质量。同时,对培训人员应加强文明施工、安全施工等方面的知识教育。培训结束后,只有取得铝热焊特种施工作业合格证的人员方可持证上岗施工。
5 小结
铝热焊因其施工准备时间短、设备简单、移动便捷、操作简便等特点,在阿尔及利亚铁路铺轨工程中广泛应用。本文通过对铝热焊施工中钢轨间距、预热温度、加热时间等控制要点的探讨和分析,强调现场施工质量控制的关键点。
[1]唐晓梅.钢轨QPCJ铝热焊接技术浅析[J].山西建筑,2007,9(27):150
[2]杨云堂.钢轨铝热焊接应注意的要点[J].城市轨道交通研究,2007,5(5):56
[3]陈辉,苟国庆,涂铭旌.钢轨铝热焊工艺及焊接接头性能研究[J].电焊机,2008,8(8):22
[4]刘多伟.浅谈铝热焊接钢轨技术[J].山西建筑,2005,7(12):128
[5]李东侠.钢轨接头铝热焊接质量控制[J].铁道建筑,2005,5(5):70
