吊挂式余热锅炉安装工艺
2012-07-24朱志尧
冉 隆,朱志尧
(中国五冶集团有限公司,四川成都610063)
1 项目介绍
纵观世界的发展情况,节能降排、环保的工程项目都得到重视,随着国内外能源供需矛盾的加剧,我国越来越重视节能工作,并提倡建设节能型社会,一切项目以节能优先。本项目为利用烧结环冷机产生废气为资源的余热锅炉的安装为例进行介绍。根据对余热资源的调查,从温度、气体流量和气流的连续性、稳定性,烧结环冷机350℃以上的废气是尚未利用的最好的余热资源。该项目实施后可以生产出蒸汽达38~50t/h。全年可生产蒸汽达32×104t以上,可以节省标准煤近3×104t。将使能耗进一步降低,本套余热锅炉由杭州锅炉厂设计并制造,锅炉本体由副省煤器、省煤器、蒸发器、过热器、汽包等组成,锅炉受热面为吊挂式结构。
2 工艺流程
2.1 余热锅炉水循环系统
由给水泵送入余热锅炉的给水首先经过省煤器被加热至170℃左右进入汽包。汽包内的欠热水经下降管导入循环泵升压后送入蒸发器。然后被加热为汽水混合物(208℃)再进入汽包。汽包上部的蒸汽经过汽水分离装置后成为干蒸汽,然后被管道导入过热器加热为270℃、1.7MPa左右的过热蒸汽,再经减温器和调压阀,输出蒸汽为1.6MPa、260℃。
2.2 余热锅炉规定设计参数
余热锅炉规定设计参数见表1。
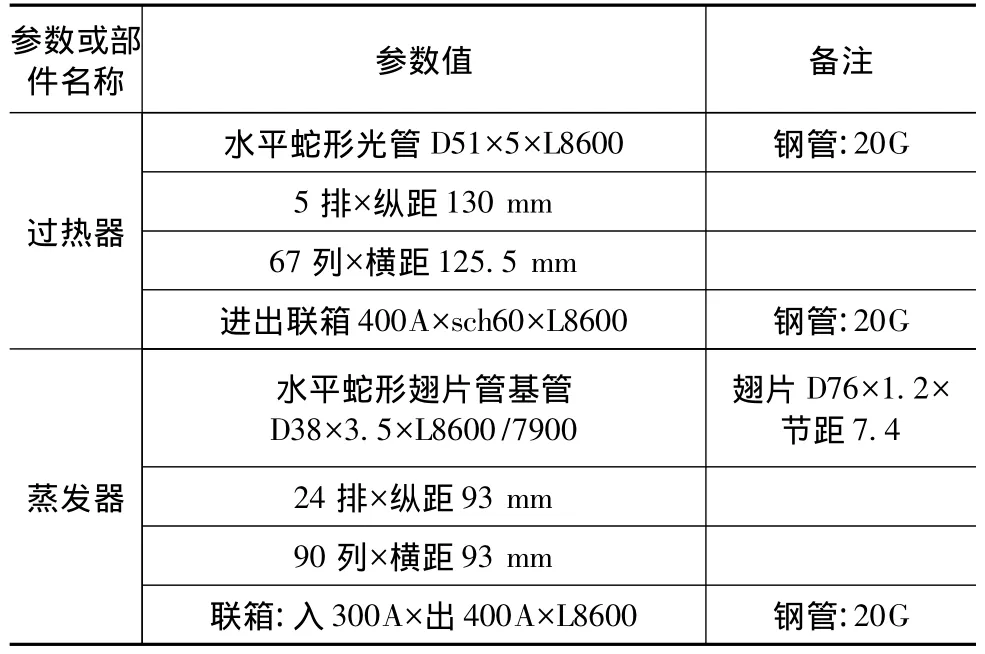
表1 余热锅炉规定设计参数

续表
2.3 锅炉生产流程简图
锅炉生产流程见图1。
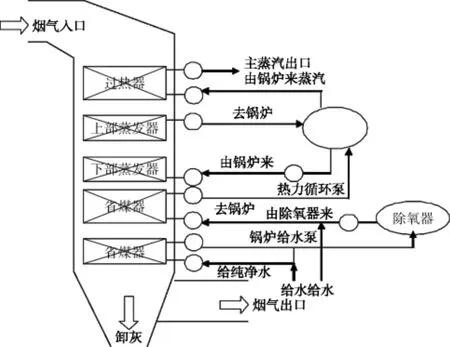
图1 余热锅炉生产流程
3 锅炉安装质量控制点
(1)安装基准中心线的投放和基准标高的设置精度控制;
(2)座浆墩设置及垫铁安装;
(3)钢性梁安装;
(4)锅炉安装几何精度和标高、中心基准点划线精度控制;
(5)锅炉框架钢结构焊接质量控制;
(6)锅炉受热面部件:省煤器、蒸发器、过热器、锅筒、集箱安装精度控制;
(7)管道的焊接质量控制―质量控制重点。
4 锅炉安装流程
锅炉安装工艺流程见图2。
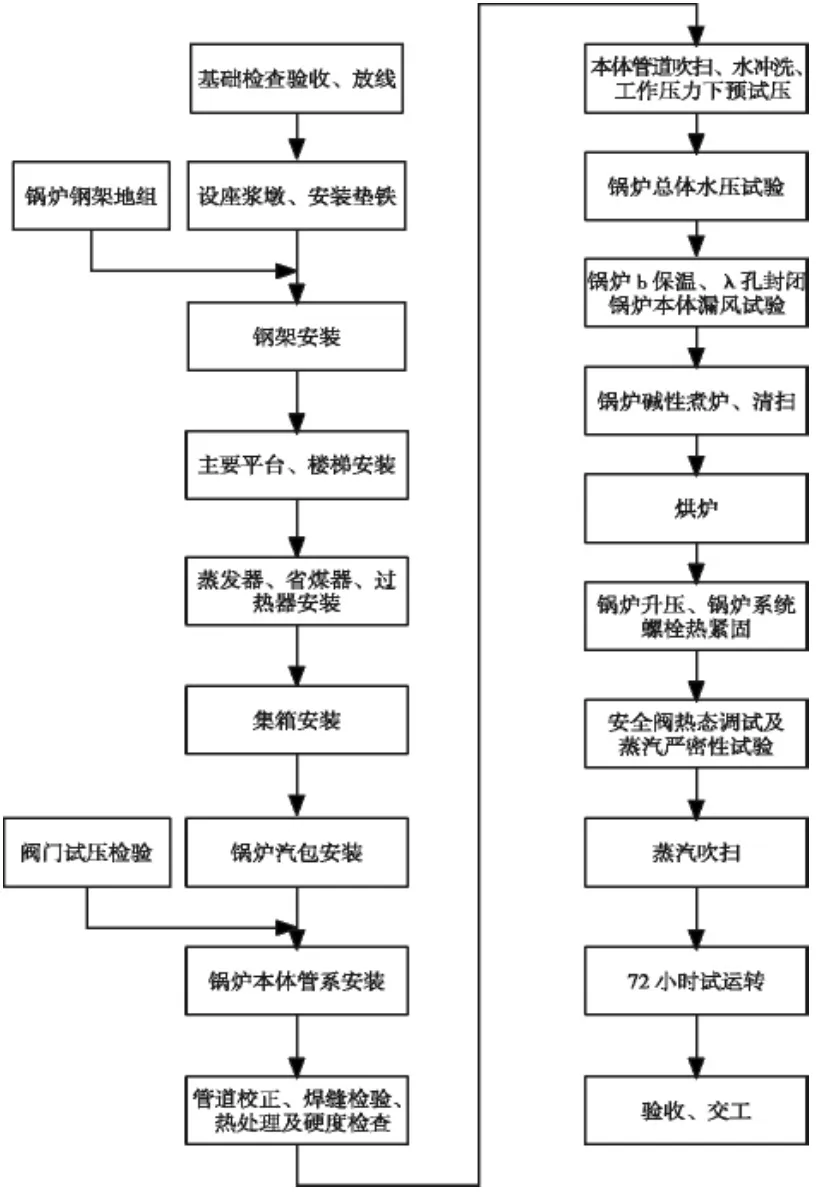
图2 锅炉安装工艺流程
5 吊挂式余热锅炉安装基本方法
5.1 锅炉钢架安装
5.1.1 基础验收
钢架安装前,根据提供的基础荷载图、土建设计图纸、预埋件布置情况等对锅炉基础进行验收,确认基础尺寸是否正确,并经锅炉安装部门与土建部门双方签订基础竣工认证书后方可进行钢架的安装。
5.1.2 钢架安装
锅炉钢架由于运输问题,都是单体送到施工现场,现场必须每片组装成整体,然后单片整体吊装就位。质量控制要求可参见《锅炉安装工程施工及验收规范》(GB50273-2009)。钢架地组见图3、图4。
锅炉钢架的安装质量将直接影响其它部件的安装质量,故安装调校必须仔细进行,同时在调校过程中还应注意的是横梁与柱在点焊固定后,在同一平面内进行对称施焊,以控制焊接变形。

图3 锅炉钢架地组要领示意

图4 锅炉钢架地组检测示意
钢架安装找正时,可根据安装基准标高找点,测定各立柱的1m标高点,立柱标高可用垫铁进行调整,并紧固地脚螺栓,然后连接各立柱之间横梁。
锅炉钢架安装顺序为:
钢柱吊装及校正→横梁安装及校正→楼梯安装→平台及栏杆安装。
通过钢立柱底板下的调整垫铁进行调整。每组垫铁不应该超过3层。垫铁放置位置应保证底板受力均匀,不致变形。立柱就位后,用铁锤检查垫铁不得有松动。
同时对立柱的垂直度进行测量:在上、中、下3点进行测量调整;各平台的标高的调整则以立柱1m标高线为基准;经全部找正,符合要求后,进行浇灌。
5.2 锅筒及支座安装要领
5.2.1 安装基准
锅筒的安装基准中心和基准标高,是锅炉框架安装结束后投在框架上的基准中心和1m标高点。
5.2.2 安装前检查
锅筒的支座、吊环,在安装前应检查其接触部位。在90°接触范围内,圆弧应吻合,个别间隙≤2mm。
5.2.3 锅筒的支座应符合下列要求
(1)支座与横梁接触应平整严密;
(2)支座的预留膨胀间隙应足够,方向应正确。
本锅炉锅筒总重8.8t,内径为1 600mm,壁厚24mm,全长8 090mm。
锅筒采用支座固定,支座固定在钢架平台上。安装时可通过支座下部锲形块调整找正;使锅筒两端符合水平及标高要求,并按图纸装焊螺栓。
5.2.4 锅筒的检查和校正
(1)检查管接头数、规格和位置是否正确,管结构是否有损伤,如有损伤应在地面修复;
(2)检查锅筒内外壁有无划痕、挫伤等缺陷。深度<2mm的缺陷,磨平光滑过渡即可,深度≥2mm的缺陷补焊磨平;
(3)根据管接头的实际位置检查并找出锅筒的纵、横向中心线(出厂时锅筒上已经做有标记,需要确认)。
5.2.5 锅筒安装完毕后的检查
(1)与锅筒相连的各连接管对接完毕后,在整体水压试验开始前应进行锅筒内的严格清理和检查,经验收合格后,严密封闭入孔门;
(2)锅筒安装结束后,应根据锅筒中心标出水位表的0水位(即正常水位)以及最高最低水位,具体按照设计要求进行标注。
5.3 锅炉受热面管子的安装及调整
5.3.1 受热面管子安装流程
过热器安装 →蒸发器安装 →主省煤器安装 →副省煤器安装 →上下蒸发器管对接 →各级受热部件外部集箱安装 →焊缝焊接及射线检测。
5.3.2 吊挂式余热锅炉的安装及调整方法
(1)吊挂式余热锅炉与以往施工的干熄焦烟气余热锅炉因其结构形式不同,它的安装方法也不同。以引进日本技术的宝钢干熄焦余热锅炉为例,主要受热面和吊挂式余热锅炉大致相同,但其每个受热部件为炉内支撑梁进行支撑,吊挂式余热锅炉则完全依赖于各受热部件所带的具有调整功能的吊耳吊挂各部件,因此受热部件所安装的顺序完全不同,以往是由下至上安装,吊挂式则为由上而下进行安装。具体见图 5、图 6。

图5 干熄焦余热锅炉受热面结构形式

图6 吊挂式余热锅炉受热面结构形式
(2)根据吊挂式锅炉的结构特点,可以采用吊车及滑轮吊装各受热部件,然后利用链条葫芦作为辅助吊装工具来对各受热部件的安装。具体见图7、图8。

图7 安装工作照

图8 安装工作照
(3)受热部件调整质量的好与坏将直接影响下步焊接的质量,可利用可调式吊挂件进行第一次粗调。第二次精调各受热面与外部集箱的连接管道(图9、图10),在调整过程中需要特别注意的是:受热部件的管道如有弯曲变形应采用机械的方法进行校正,严禁采用热煨方式进行处理。受热面各部件具体调整精度可参考《锅炉安装工程施工及验收规范》(GB50273-2009)。

图9 尚未调整的受热面与集箱连接管道
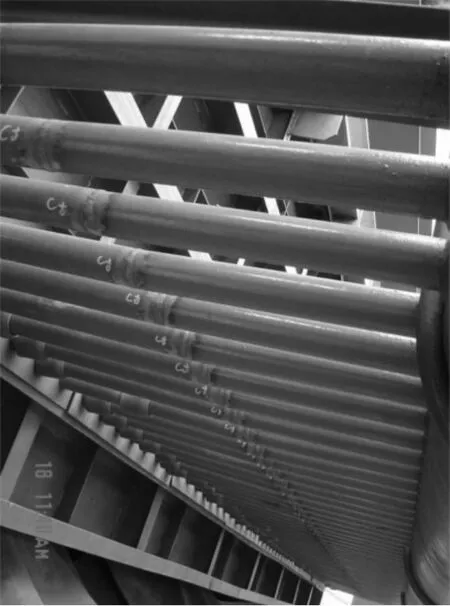
图10 调整完毕的受热面与集箱连接管道
(4)受热面管与集箱的连接焊缝以及上下蒸发器间的联络管焊缝,由于处于高温高压的环境下,焊缝质量必须得到最好的控制,因此焊缝对口调整时需要引起大家的高度重视。
安装受热面应充分注意以下几点:严禁在受热面上引弧;起吊时严禁损伤受热面,注意管内、集箱内清洁;对接焊缝按规定进行无损探伤。
5.3.3 通球试验
受热面管在组合安装前必须分别进行通球试验,试验用球应采用钢球,且必须编号和严格管理,不得将球遗留在管内。通球后应作好可靠的封闭措施,并做好记录。
5.4 锅炉管道加工及焊接工艺要领
5.4.1 管道加工
受热面管子应尽量采用机械切割,用坡口倒口机、角向磨光机和内园磨光机进行坡口加工。
5.4.2 管道接头对口
管径D≤60mm管子对口,应尽量采用管子对口钳(专用工具)。D>60mm管子对口应采用能灵活拆装的对口卡具,严禁在管子上焊接“拉码”强行对口。
5.4.3 焊接工艺及措施
(1)配管对口质量不合格的焊缝不得施焊;
(2)雨天或风速大于2m/s而未采取防风、防雨措施时,不得施焊;
(3)壁厚小于4mm的管子宜采用全氩弧焊焊接,壁厚大于4mm的管子,应采用氩弧焊打底,电焊盖面(为了确保焊接质量,锅炉受热面管道采用全氩弧焊焊接);
(4)多层焊焊缝的接头(即起弧点和收弧点应错开,错开的最小距离不得小于10mm。应特别注意收弧和接头质量(充分熔合、熔池饱满);
(5)薄壁管子(壁厚约3mm的管子)不得采用“一次焊接成形”工艺,必须二次成形,两层焊肉的接头必须错开8~10mm,以确保焊缝内、外成形和接头质量。严禁在被焊件上引燃电弧,试验电流或焊接临时支撑物等;
(6)焊缝质量检验标准按照《蒸汽锅炉安全技术监察规程》执行。
5.5 锅炉总体水压试验的步骤及要求
(1)水压试验前检查锅筒、集箱并清扫干净;
(2)锅炉本体压缩空气吹扫干净,再用水冲洗,直到放出的水干净后才能升压;
(3)水压试验时,锅炉上最少应安装2只经校验合格的压力表,试验压力以主汽包或过热器出口联箱上的压力表读数为准;
(4)锅炉总体水压试验是在汽、水管系并经X射线探伤检验合格后进行;
(5)试验所用压力表2块必须经过校验合格,精度等级不低于1.5级,并且压力表量程为试验压力的1.5~3倍。安装在高点的压力表安装在排气口上,待管箱满水排净空气后安装;
(6)试压试验时的环境温度一般应在5℃以上,否则应有可靠的防寒防冻措施;
(7)水压试验压力为锅筒的1.25倍,升降速度一般不应大于0.2MPa/min,当达到试验压力的10%左右时,应做初步检查;如未发现泄漏,可升压至设计压力检查有无漏水和异常现象;然后,继续升压至试验压力,保持20min后,压降值不大于0.05MPa,缓慢降至工作压力,进行全面检查,检查期间压力应保持不变;检查中若无破裂、变形及漏水现象,则认为水压试验合格。
6 结束语
吊挂式余热锅炉的安装重点及难点在于锅炉受热面设备的安装顺序以及锅炉受热面管道的调整,调整的精度将直接影响下步的焊接质量,从而影响整个锅炉的安装质量。通过对吊挂式锅炉安装工艺的介绍,相信各位对此类结构的锅炉及其工艺都有了一定的了解,熟悉了这种吊挂式的余热锅炉的安装步骤及其施工方法,在今后的安装过程中,要针对吊挂式余热锅炉的特点,注意受热面管道的调整及焊接质量问题,最终得到最好的安装质量。
