用扩充功能指令进行数控编程教学探讨
2012-06-19卢青
卢 青
(罗定市中等职业技术学校 广东 云浮 527200)
数控加工编程时,往往注重各种基本功能指令的使用,而常常忽略基本功能指令的扩充功能指令的使用。其实,如果能充分地使用扩充功能指令,则会收到事半功倍的效果。例如,在编写程序的时候,要知道起点和终点或目标点的位置(即起点和终点或目标点的坐标值),图纸上起点和终点的坐标值,多数标注明白,其余的有些经过简单的计算便可以获得,而有些要花费大量的时间经过较复杂的计算才能获得,这就会影响编程效率。但是,只要善于使用基本功能的扩充功能指令,在编程中就能够避免复杂的运算,节约大量的时间,既顺利完成编程任务,又提高效率,一举多得。下面,以华中世纪星HNC-21T数控车床编程系统的扩充功能指令进行研究。
直线插补G01的扩充功能指令——直线后倒直角加工
直线插补基本功能指令G01 格式:G01X (U)_Z(W)_F_。式中X、Z为绝对编程时终点在工件坐标系的坐标值,U、W为增量编程时终点相对于起点的位移量,F为刀具合成进给速度。其作用是指令刀具按规定的合成进给速度,从当前位置按线性路线(联动直线轴的合成轨迹为直线)移动到程序段指定的终点。
直线插补G01的扩充功能指令——直线后倒直角加工直线后倒直角加工的格式:G01 X(U)_Z(W)_C _F _。 式中 X、Z为绝对编程未倒角前终点(G点)在工件坐标系的坐标值,U、W为增量编程未倒角前终点(G点)相对于始点(A点)的位移量,C为倒角终点(C点)相对于未倒角前终点(G点)的距离,F为刀具合成进给速度。其作用是指令刀具按规定的合成进给速度,从当前位置A点按线性路线(联动直线轴的合成轨迹为直线)先移动到B点,然后到C点 (它不经过G点),由B点到C点虽然是直线,但整个运行轨迹变为折线,从而完成倒直角。刀具最终停在C点,而不是G点。见图1和图2。
用扩充功能指令进行数控编程例题1 工件如图3,请编写精加工程序。分析和比较:若用基本功能指令编程,图上的圆点a处的X、Z坐标值计算相当麻烦,但用扩充功能指令进行编程可巧妙解决(N35 G01 X50Z-26 C33行),因为A点的坐标值在图上标明。编程如下:

图1 直线时倒直角加工示意图

图2 斜直线时倒直角加工示意图

直线插补G01扩充功能指令——直线后倒圆角加工
直线插补G01的扩充功能指令——直线后倒圆角加工直线后倒圆角加工的格式是:G01X(U)_Z(W)_R _F _。 式中样X、Z为绝对编程时,未倒角前终点(G点)在工件坐标系的坐标值,U、W 为增量编程时,未倒角前终点(G点)相对于始点(A点)的位移量;R为倒角圆弧的半径值,F为刀具合成进给速度。其作用是指令刀具按规定的合成进给速度,从当前位置A点按线性路线先移动到B点,然后,沿弧线到C点(它不经过G点),由B点到C点不再是直线,因此整个运行轨迹变为直线+弧线,刀具最终停在C点,而不是G点。见图4和图5。
用扩充功能指令进行数控编程例题2 工件尺寸如图6所示,请编写精加工程序。分析比较:若用基本功能指令编程,图上的小圆黑点 a、b、c 三处的 X、Z 坐标值计算相当麻烦,但用扩充指令进行编程可巧妙解决(如本例N30行和N35行),因为A点和B点的坐标值图上已标明。编程如下:
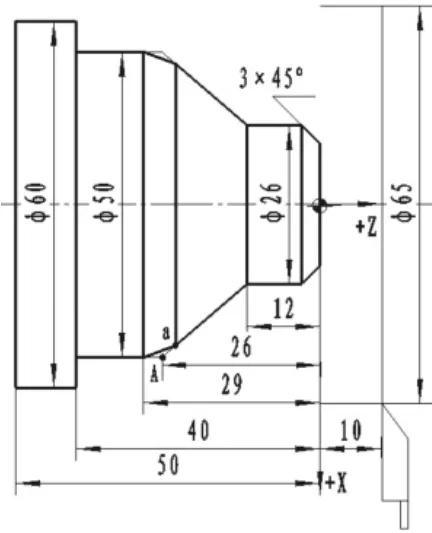
图3 用直线时倒直角加工多级圆台示意图
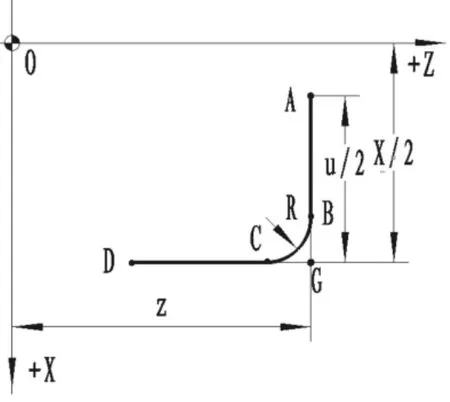
图4 直线时倒圆角加工示意图

图5 斜直线时倒圆角加工示意图


图6 用直线时倒直角和倒圆角加工多级圆台示意图
圆弧插补(G02/G03)的扩充功能指令—圆弧后倒角加工
圆弧插补基本功能指令 (G02/G03) 格式:G0 2X(U)_Z(W)_R _F _。 或:G03X(U)_Z(W)_R _F _。 式中 X、Z 为绝对编程时圆弧终点在工件坐标系的坐标值,U、W为增量编程时圆弧终点相对于圆弧起点的位移量,R为圆弧半径,F为刀具合成进给速度。作用是G02(或G03)指令刀具以联动的方式,按规定的合成进给速度,从当前位置按圆弧路线(联动直线轴的合成轨迹为圆弧线)移动到程序段指令的终点。
圆弧插补(G02/G03)的扩充功能指令——圆弧后倒角加工 圆弧后倒角加工的格式是:G02 X(U)_Z(W)_R _RL= _F_。 或:G03 X(U)_Z(W)_R_RL= _F _。 式中 X、Z 为绝对编程时,未倒角前圆弧终点(G点)在工件坐标系的坐标值,U、W为增量编程时,未倒角前圆弧终点(G点)相对于始点(A点)的位移量,R为圆弧的半径值,RL=为圆弧倒角后的终点(C点)相对于未倒角前圆弧终点(G点)的距离,F为刀具合成进给速度。其作用是指令刀具按规定的合成进给速度,从当前位置A点按圆弧路线(联动直线轴的合成轨迹为弧线)先移动到B点,然后,沿直线到C点 (它不经过G点),由B点到C点不再是弧线,整个运行轨迹变为弧线+直线,刀具最终停在C点,而不是G点。见图7和图8。
用扩充功能指令进行数控编程例题3 工件尺寸如图9所示,请编写精加工程序。分析和比较:若用基本功能指令编程,图上的圆点 a处的 X、Z坐标值计算相当麻烦,但用扩充指令(N35行)进行编程可巧妙解决,因为A点的坐标值已知。编程如下:

图7 圆弧时倒角加工示意图

图8 圆弧时走直线加工示意图
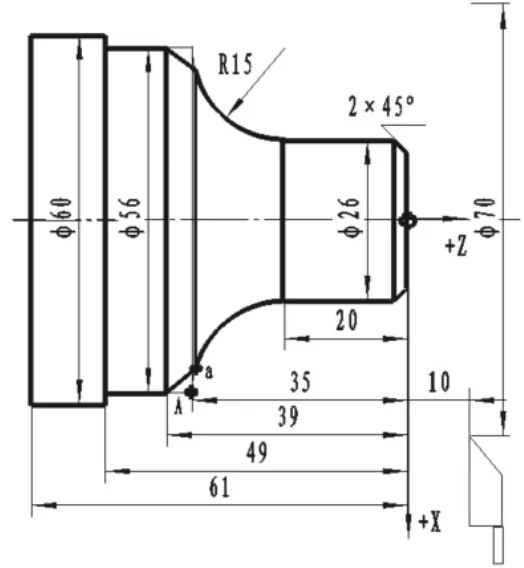
图9 圆弧时倒角加工多级圆台示意图

圆弧插补(G02/G03)的扩充功能指令——圆弧后倒圆角加工
圆弧插补扩充功能指令——圆弧后倒圆角加工圆弧后倒圆角加工的格式是:G02 X(U)_Z(W)_R _RC= _F _。 或:G03 X(U)_Z(W)_R _RC= _F _。 式中 X、Z 为绝对编程时,未倒角前圆弧终点(G点)在工件坐标系的坐标值,U、W为增量编程时,未倒角前圆弧终点(G点)相对于始点 (A点)的位移量,R为圆弧 (大圆弧)的半径值,RC=为倒角圆弧(小圆弧)的半径值,F为刀具合成进给速度。其作用是指令刀具按规定的合成进给速度,从当前位置A点按圆弧路线 (联动直线轴的合成轨迹为弧线)先移动到B点,然后再沿小弧线到C点(它不经过G点),由B点到C点仍然是弧线,因此,整个运行轨迹变为大弧线+小弧线,刀具最终停在C点,而不是G点。见图10和图11。
用扩充功能指令进行数控编程例题4 工件如图12所示,请编写精加工程序。分析和比较:若用基本功能指令编程,图上的小圆黑点a、b、d三处的X、Z坐标值计算相当复杂麻烦,但用扩充指令(N35行、N45行和N55行)进行编程可巧妙解决,因为A点、B点和D点的坐标值图上已标明。编程如下:
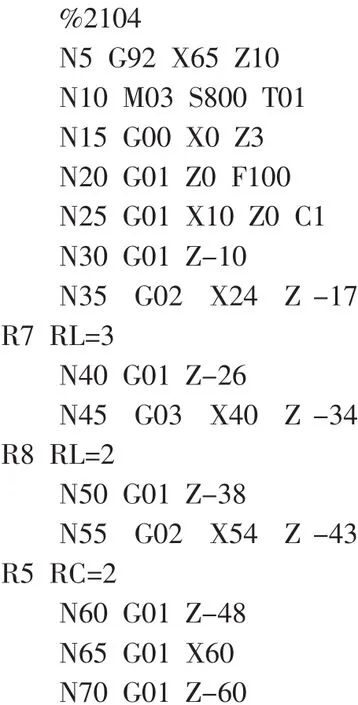

图10 圆弧时倒圆角加工示意图

图11 圆弧时倒圆弧加工示意图

图12 用圆弧时倒圆角倒圆弧加工多级轴示意图

结语
在数控编程中,善于使用各种扩充功能指令进行编程,可以避免复杂的计算,节约大量的时间,使编程最简单、合理。这样的方法,特别适用中职层次的教学,深受学生欢迎,能够收到事半功倍的效果。
[1]周志强,张晓红.模具数控加工技术[M].北京:高等教育出版社,2002.
[2]黄丽芬,杨光生.数控车床编程与操作[M].北京:中国劳动社会保障出版社,2007.
[3]沈建峰.数控车床编程与操作实训[M].北京:国防工业出版社,2005.
[4]沈建峰.数控车床编程与操作系统集锦[M].北京:中国劳动社会保障出版社,2008.
[5]朱明松,王翔.数控铣床编程与操作项目教程[M].北京:机械工业出版社,2008.
[6]沈建峰.数控机床编程与操作[M].北京:中国劳动社会保障出版社,2005.
