四塔精馏装置甲醇质量的优化控制
2012-04-01李仕超赵西坤
孔 艳,李仕超,赵西坤
(兖矿国宏化工有限责任公司,山东 邹城 273512)
1 工艺流程简介
兖矿国宏化工公司50万t·a-1煤制甲醇项目,空分装置采用了2套3万四川空分,气化装置为德士古水煤浆6.5MPa气化技术,气化炉为2开1备,变换工艺为中低温耐硫变换,净化装置为鲁奇公司低温甲醇洗脱硫脱碳工艺,净化后的新鲜气由联合压缩机压缩至8.3MPa,经低压法在8.2MPa下发生合成反应合成甲醇。甲醇合成技术为华东理工大学绝热管壳式合成塔双塔并联,甲醇催化剂为南化院的C307。精馏装置采用国内较为先进的天津大学北洋研究所双效节能型四塔精馏流程,精甲醇质量指标按照GB 338-2004执行。
精馏装置是控制精甲醇质量的关键环节,操作的优劣,直接决定精甲醇产品质量和消耗的高低。自2007年开工投料开车以来,精甲醇产品质量波动大,原设计上存在一些问题和弊端,公司组织技术人员进行技术攻关,取得了明显的效果和成效。现将生产中主要技改和操作经验总结如下。
2 影响甲醇产品质量的原因分析
在图1的四塔精馏流程中,预精馏塔主要作用是脱除甲酸甲酯、二甲醚、二乙醚、丙酮、甲醛、乙醛、醋酸甲酯等轻组分杂质。这类物质沸点较低,常温下为气态,因此不凝气温度的高低决定着轻组分的脱除效果,继而影响到精甲醇的质量,影响甲醇产品质量的水溶性、酸度和碱度,尤其影响甲醇产品的KMnO4值[1]。
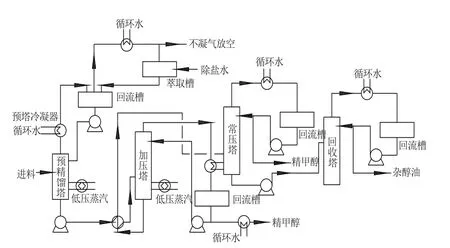
图1 四塔精馏工艺流程
粗甲醇中含有高级醇、烯烃、烷烃和有机醇类(也称杂醇油或丁基油馏分)等重组分杂质。其中具有还原性的组分有乙醇、丙醇、丁醇等,能分别被氧化成乙醛、丙醛、丁醛,也可进一步被氧化成乙酸、丙酸、丁酸。加压塔和常压塔的作用是脱除水、乙醇等重组分,以获得高质量的甲醇产品。
预精馏塔开的好坏直接决定轻组分的脱除效果,轻组分脱除得好,则轻组分不会影响甲醇产品的质量,否则轻组分带到加压塔中则会影响甲醇产品的酸度和KMnO4值。加压塔和常压塔开的好坏直接决定着重组分的去除效果,影响着甲醇产品的水含量及KMnO4值。
加压塔甲醇采出酸度和KMnO4值达不到优等品,严重影响了系统稳定和产品质量。加压塔采出达不到优等品的原因主要从工艺和设备2个方面进行分析[2]。
2.1 设备方面
(1)预塔冷凝器循环水上水阀不能全开,预塔不凝气温度过高,达到65℃左右。
(2)预塔不凝气的放空配管不合理。预塔不凝气温度为65℃左右,此时不凝气中含有大量甲醇,甲醇气体在长的管道中冷凝下来,在精馏二楼倒“U”形管处形成液封,使预塔塔顶压力为0.055MPa左右,超出正常操作压力0.04MPa左右;轻组分不能有效脱除。
(3)进料预热器有漏点,导致预塔底pH值为11左右(在同负荷,加碱量相同的情况下),超出正常控制值7~9。
(4)自2007年开车以来加压塔T2102从未酸洗过。
2.2 工艺方面
系统内的轻重组分不能彻底去除,部分又返回到精馏系统。
(1)预塔不凝气和萃取槽流程不合理
①预塔馏分(轻组分)从萃取槽采出去精馏地下槽,经地下槽泵打到粗甲醇槽又返回到精馏系统,减弱了预塔处理的效果。
②不凝气经排放槽,被回收塔底废水洗涤后,部分轻组分在低于40℃时,又会进入排放槽中。原设计理念是将排放槽中的洗涤液经过排放槽泵打到回收塔中,经回收塔再次精馏后,塔顶去除轻组分,部分回流液作为杂醇油出售(影响了精馏甲醇的回收率);塔底去除重组分(侧线采出)反而进入地下槽,影响粗甲醇的质量。
③回收塔顶出口U型管积累的甲醇液则进入地下槽,当回收塔操作不好、回收塔不凝气排放不畅时,也有可能导致轻组分再次进入精馏系统,影响粗甲醇的质量。
(2)精馏系统回收塔T2104流程设计不合理
①设计上回收塔顶冷凝液一部分打回流,一部分作为杂醇油采出,但在目前操作条件下,塔顶采出的全部为甲醇和水。
②设计上塔底侧线采出(重组分)进入精馏地下槽,然后再返回精馏系统,这样易造成杂质的积累。
3 处理措施及优化操作
3.1 设备方面采取的措施
(1)检修好预塔冷凝器E2115循环水上水阀,预塔不凝气温度可控制在正常指标以内,减少了甲醇的损失。
(2)将预塔不凝气放空管倒“U”形管前和后的导淋引到精馏地下槽,并保持一定的开度,排掉管道内的甲醇液,待停车检修时再重新配管,取消倒“U”形管,消除液封,降低预塔顶压力,提高了预塔处理效果,使预塔轻组分有效脱除,防止轻组分带到后面塔中。
(3)检修进料预热器E2101,检修后预塔底pH值可控制在7~9,降低了pH值,防止加碱量过多导致甲酸甲酯、醋酸乙酯等酯类的分解,进而影响甲醇的酸度、碱度和KMnO4值。
3.2 工艺方面采取的措施
(1)新增1个杂醇收集槽(常压容器),容积8m3左右,目的是收集预塔馏分、回收塔重组分及不凝汽夹带的污甲醇(大约1.1m3·h-1左右)。
(2)预塔萃取槽V2109的溢流管不再进入精馏地下槽,将其改进新增杂醇收集槽内,目的是去除预塔馏分。
(3)将回收塔T2104底部侧线采出投入使用,采出部分杂醇油(重组分),并且不再进入精馏地下槽,将其改进新增的杂醇收集槽内,目的是去除重组分。
(4)排放槽V2106不再用甲醇废水洗涤,改用脱盐水洗涤,可提高洗涤效果,洗涤液不再进入回收塔T2104,将其改进新增的杂醇收集槽内,能收集预塔不凝气夹带的污甲醇906×22%=199.32kg·h-1。
(5)把排放槽泵改为杂醇收集槽输送泵使用(节省投资),通过配管,将原来的排放槽泵的进口改到新增杂醇收集槽底部;出口改到杂醇油槽入口。然后通过泵加压,把杂醇收集槽内汇集来的3股污甲醇送往杂醇油槽V2502。
(6)将回收塔回流槽部分回流液,也就是回收塔塔顶采出(大约1m3·h-1左右)不再作为杂醇油出售,改进粗醇槽V2501A/B或精馏系统。
(7)把精馏地下槽V2107收集来的甲醇,通过地下槽泵P2109继续进入粗醇槽V2501A/B或精馏系统。
4 经济效益分析
以上措施的实施,从根本上消除了精馏系统工艺、设备上存在的缺陷,精馏系统实现了轻重组分的有效分离,避免轻重组分返回到精馏系统,增加了系统处理能力,有效改善精馏操作条件,提高精甲醇的产品质量;实现了稳定高产,甲醇日产最高达到1780t,且近半年以来甲醇产量日产超过1550t;预塔不凝气夹带的污甲醇(大约1.1m3·h-1)进行充分回收,减少了不必要的浪费;回收塔底采出杂醇油,塔顶采出甲醇(大约1.23m3·h-1)提高了甲醇回收率。总之,此次改造投资费用不太大,但效益较为可观,年效益近800万。
[1] 林长青,张振欧.甲醇三塔精馏工艺中加压塔与常压塔工作状态的优化[J].化肥工业,2005,32(6):18-20.
[2] 李仕超,孔艳.四氢呋喃水溶液共沸精馏工艺技术的设计与应用[J].石油化工应用,2011,30(6):81-84.
