低熔点铅适形制模技术在放射治疗中的应用
2012-01-25伍红贵邓春涟
伍红贵 邓春涟
(江西省肿瘤医院 南昌330029)
放射治疗是给一定的肿瘤体积准确的、均匀的剂量,而周围正常组织剂量很小[1]。为使肿瘤周围正常组织受量很小,就必须将位于照射野中的正常组织用铅挡块遮挡。而机器附带的标准铅挡块均为正方体、长方体、圆柱体、棱柱体,临床应用中存在许多问题,如标准铅挡块之间易发生射线泄漏、不规则靶区没有合适的铅挡块、射野半影较大。我们开展低熔点铅适形制模技术较好地解决了以上问题,现报告如下。
1 材料与方法
1.1 仪器设备 低熔点铅适形制模技术需要模拟定位机(荷兰核通公司,Simulix-HP型)、放射治疗机、三维TPS、可插低熔点铅固定板的托架、与挡铅托架相配的低熔点铅固定板(又称挡铅托板)、聚苯乙烯泡沫塑料、热丝切割机、低熔点铅、游标卡尺、温控熔化炉、锉、双面胶、胶布、彩色笔、慢感光胶片、能提高反差的拍片暗盒、拍片架、距离尺、标线板、医用冲片机等。
1.2 低熔点铅吸收厚度的实验 采用实验的方法来确定低熔点铅应具备的厚度:将低熔点铅做成面积为12 cm×12 cm、厚度不同的薄片,每一薄片经铣床凿平且表面光滑,用游标卡尺(精确到0.1 mm)测定每一薄片的厚度,按顺序编号。测量仪器采用英国 NE公司生产的 2570型剂量仪(Farmer Dosemeter 2570A)和2571型电离室(0.6 cc)、标准水模体(20 cm×20 cm×12 cm,并带有5 cm深度的测量孔)。测量电离室置于标准体模中的电离室插孔内,处于同中心点处(加速器下测量的源探距为100 cm,60Co放射治疗机下测量的源探距为 80 cm),测量深度为5 cm,照射野为10 cm×10 cm。
1.3 放射治疗机挡铅托架的改进 放射治疗机原来的挡铅托架主要是在机架为0°放疗时支撑标准铅块。改进的目标就是把挡铅托架改装成可插低熔点铅适形挡块的支架。改装后的下挂式低熔点铅挡块托架的结构主要有4部分:(1)撮箕形框架,该框架可以用钢板、铜板或铝板制作,笔者采用了铝板,框架的上部两侧外缘可插入放射治疗机的机头下部,框架上部左侧有1个弹性插销,在机头与框架之间起连接固定作用;(2)低熔点铅固定板插槽,位于框架的底部内侧,该槽内有1个插销和低熔点铅固定板的左侧凹处相匹配,防止低熔点铅固定板滑动;(3)低熔点铅固定板,该板用有机玻璃制成,便于操作;(4)楔形滤过板插槽,位于框架的上部内侧,超过低熔点铅适形铅模的高度,该槽内有1个插销用于固定楔形滤过板。
1.4 适形铅挡块的制作[2]
1.4.1 制模基图的获取 获取制模基图有3种方法:(1)从三维TPS上获得制模基图;(2)根据模拟定位机的摄片划出靶区轮廓,从而获得制模基图;(3)放疗技师在治疗机上直接描绘靶区轮廓而获得制模基图。
1.4.2 制模前的准备 制模前需作好以下准备工作:(1)准备高密度(>30 kg/m3)的聚苯乙烯泡沫塑料;(2)将放置适形铅模的挡铅托板插到治疗机上,准确地刻划出照射野中心轴穿过的位置;(3)根据源托距(SRD)、源片(胶片)距(SPD)、源图距(SFD)等参数调整切割机各部件的位置;(4)准备制模时的用具:如双面胶、锉、胶布等。
1.4.3 切割聚苯乙烯泡沫塑料母模 将聚苯乙烯泡沫塑料放在切割机的托盘上,固定好中心点的位置,按靶区的形状、大小进行切割。切割时热丝要拉直、均匀切割。
1.4.4 浇铸低熔点铅适形铅模 在浇铸适形铅模前,要用重物将聚苯乙烯泡沫塑料母模压住,以免在浇铸适形铅模时泄漏。熔铅的温度为85℃左右。
1.4.5 拆模 要等待足够长的时间,低熔点铅自然凝固冷却后才能进行拆模。
1.4.6 胶模 成型的低熔点铅块脱出后,用锉刀将铅块打磨光滑。然后,根据基图的方向、形状、大小,并以射线中心轴为参考点,用双面胶黏合在挡铅托板上。
1.5 检测标准铅挡块与适形铅挡块在遮挡非照射区时准确性差异的方法 我们随机抽取200例(每例选一个照射野)进行2种遮挡方法(各100例)的对比,并按下述要求予以确认:(1)做好的挡块以治疗机下核对为准;(2)在源轴距(SAD)处挡块投影与SAD挡块图纸内轮廓形状的偏差≤2 mm为合格,其中偏差<1 mm是完全吻合。
1.6 统计学方法 采用χ2检验。
2 结果
2.1 低熔点铅的透射率与射线质的关系 见表1。表1显示,低熔点铅的厚度达到5.8 cm、7.0 cm、7.6 cm时分别可使60Coγ射线、6 MV X射线、15 MV X射线的穿透率<5%。为确保,60Co放射治疗机放疗时采用6 cm厚的低熔点铅,这与学者Stanton等[3]报道的6.1 cm相似,其偏差主要归结于治疗机和测量仪器的不同;加速器放疗时采用8 cm厚的低熔点铅。

表1 低熔点铅的透射率与射线质的关系
2.2 标准铅挡块与适形铅挡块比较 见表2。由表2可知,标准铅挡块与适形铅挡块在遮挡非照射区时合格情况有非常显著性差异(χ2=151.596,P<0.005),用适形铅挡块遮挡非照射区效果较好。
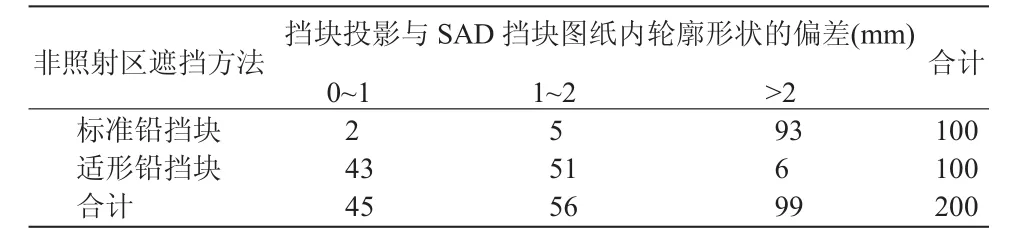
表2 标准铅挡块与适形铅挡块在遮挡非照射区时合格情况的对比 例
3 讨论
成角放疗且需挡铅时,因标准铅块无法固定而挡不成铅。笔者曾在挡铅托板上开槽,并对铅挡块进行了改进,以满足成角放疗且需挡铅的需要[4]。然而开槽过多会影响射野剂量的均匀性。采用低熔点铅适形放疗技术有许多优点[2]:(1)可以提高治疗增益比。因为在给肿瘤高剂量照射的同时,周围正常组织在适形铅模的遮挡下得到最大的保护。如果采用多野从不同方向对一个靶区进行照射时,该优点更突显。(2)传统的挡铅方法是将标准铅块一块一块地摆进去,不但形状、大小与治疗要求难以一致,而且重复性不好,劳动强度大。适形制模后,每个照射野有一个固定的铅模,不但形状、大小与治疗的要求一致,而且操作简便、快速、准确、重复性好,大大减小了技师的劳动强度。(3)整体适形挡铅技术有效地避免了标准铅块之间的漏射现象,可满足任意不规则照射野的挡铅要求,能更好地保护重要的组织器官。(4)由于适形模块具有与射线入射时的锥形角度同样的倾斜角,所以照射野的穿射半影相对较小。(5)适形铅挡块可再生利用。
从表2可见一部分适形挡块和SAD挡块图纸完全吻合,大部分适形挡块存在不同程度的偏差,其中一部分在误差标准允许范围之内,一部分超出误差标准允许范围。现对表2中的适形挡块误差类型分析如下[5]:(1)整体偏移或旋转。这时如在治疗机托架上移动挡块,其投出可与SAD挡块图纸吻合。这种误差的原因有:有机玻璃板上的中心十字线有误;制作时SAD挡块图纸和有机玻璃板上的中心十字线没对准;泡沫阴模固定在有机玻璃板上位置有误。(2)整体多挡。其原因有:热切丝温度调节过高,导致泡沫塑料切割时热熔间隙过大;低熔点铅温度过高,损坏泡沫阴模的内表面。(3)局部多挡或少挡。其原因有:热切丝温度调节过低,导致泡沫切割路线不到位,如该割直角时割成弯角,该割弯角时割成直线等;泡沫质量差,同一块泡沫可能出现这一部分好而另一部分差的情况,从而出现热熔间隙不均;低熔点铅温度过高且泡沫质量不均匀,对泡沫阴模内表面的部分侵损。(4)双侧多挡,即X轴对称侧多挡或Y轴对称侧多挡。这时如在治疗机托架上抬高斜度小的这一侧即可与SAD挡块图纸吻合。这种误差主要是放置泡沫时与热切丝不垂直,使泡沫阴模的几何斜度出现偏差。
核对适形铅挡块的方法有:采用定位计划片在治疗机、模拟机或挡块校验装置核对,亦可采用SAD挡块图纸核对。笔者认为用SAD挡块图纸直接在治疗机下核对较好,因为:(1)在模拟机或挡块校验装置核对准确的挡块,在治疗机下不一定准确;(2)用定位计划片在治疗机核对,挡块轮廓线看不清楚(因为片是黑的),而用SAD挡块图纸直接在治疗机下核对,挡块轮廓线很清楚(因为纸是白的),挡块投影一目了然;(3)SAD挡块图纸为等中心位置的挡块图纸,其射野形状和肿瘤一致,如挡块有偏差,便于判断其实际误差。
核对好的适形铅挡块应该在治疗机下拍摄挡块验证片,并与定位计划片对比[2]。一般来说这时的误差原因有3种[5]:治疗机的机械误差(包括灯光野、体表野间的不重合误差)、体位固定器误差、挡块误差,如属于挡块方面的,应再行修改,其它方面的也可及时分析及时纠正。完全合格的适形铅挡块最后才能投入临床使用。
[1]殷蔚伯,余子豪,徐国镇,等.肿瘤放射治疗学[M].第4版.北京:中国协和医科大学出版社,2008.1
[2]邓春涟,陈广华,吴建国,等.适形放疗在60Co放射治疗机上的应用[J].江西医学院学报,2007,47(3):77-80
[3]Stanton R,Stinson D.Applied physics for radiation oncology[M]. Wisconsin:Medical Physics Publishing-Madison,1996.191
[4]邓春涟.60Co治疗机挡铅托板和铅块的改进及其临床应用[J].实用癌症杂志,2000,15(1):102
[5]林发生,潘建基,吴君心,等.个体挡块制作的体会和质量保证[J].中华放射肿瘤学杂志,2003,12(4):280~281
