加氢裂化装置掺炼催化裂化柴油的探讨
2012-01-03孔健
孔 健
(中国石油化工股份有限公司北京燕山分公司, 102503)
加氢裂化装置掺炼催化裂化柴油的探讨
孔 健
(中国石油化工股份有限公司北京燕山分公司, 102503)
随着环境保护要求的日益严格,国家对柴油质量的要求也越来越高。中国石油化工股份有限公司燕山分公司加氢裂化装置进行了掺炼催化裂化(FCC)柴油的尝试。结果表明,通过将一定比例的FCC柴油掺入到加氢裂化装置进行加工处理,低十六烷值的FCC柴油除部分转化为石脑油、航煤等轻质产品外,所得产品柴油仍能满足北京市地方标准,为FCC柴油的加工处理手段进行了有益探索。但掺炼加工FCC柴油比例不宜过大,因为掺入FCC柴油后会造成装置冷氢用量增加、氢气消耗量增加,且航煤、柴油及尾油质量都会受到不同程度的影响。
催化裂化 柴油 加氢裂化 十六烷值
催化裂化(FCC)柴油的性质较差,一般都表现为密度高,硫和氮等杂质含量高,烯烃、芳烃含量高,十六烷值低,胶质含量高,储存安定性差。在我国,FCC柴油主要用于柴油成品油的调和组分[1]。随着人们环保意识的增强,我国车用柴油质量升级进程明显加快。我国已于2011年7月1日在全国范围内实施相当于欧Ⅲ标准的车用柴油标准,北京市则率先于2012年5月31日实施硫含量、十六烷值等指标较国家标准更先进的DB 11/239—2012地方车用柴油标准,其中硫的质量分数要求小于10×10-6,0#及 -10#柴油十六烷值要求不小于 51[2]。
中国石油化工股份有限公司北京燕山分公司(以下简称燕山石化)地处北京,因此在车用柴油质量升级加快的背景下,亟需对FCC柴油进一步处理,提高品质,以满足目前北京市车用柴油的要求。
1 燕山石化催化裂化柴油加工方案分析及选择
车用柴油的关键质量指标包括密度、硫含量、十六烷值以及多环芳烃含量。柴油密度、十六烷值和芳烃含量均与柴油的烃族组成有关,而硫含量则表示柴油中的非烃类杂质含量水平。
依据燕山石化FCC柴油的产品性质和北京市DB 11/239—2012地方车用柴油标准,燕山石化FCC柴油的密度高达930 kg/m3,远高于标准中不高于845 kg/m3的要求,且十六烷值仅为27,低于标准要求24个单位,总芳烃体积分数为61.6%,其中双环及三环芳烃体积分数超过了50%。提高十六烷值,需要降低FCC柴油的芳烃含量。多环芳烃加氢饱和一个环相对较容易,但完全加氢饱和进一步提高十六烷值则受到单环芳烃加氢的限制[3]。根据目前的加氢技术,多环芳烃含量比较高的劣质FCC柴油通过加氢精制手段难以直接生产十六烷值达到要求的优质清洁柴油。
加氢裂化技术具有产品质量好、产品方案灵活的特点[4],可灵活生产石脑油、航煤、柴油及优质的尾油馏分。现有加氢裂化技术表明[5],劣质的FCC柴油与直馏蜡油混炼可以得到满足欧V标准的柴油馏分,而且部分柴油馏分裂化后,还可增产部分航煤馏分和石脑油流放。
燕山石化目前拥有1套2 Mt/a的高压加氢裂化装置,用于加工进口原油的减压蜡油和部分焦化蜡油,生产优质的石脑油、航煤、柴油和尾油。燕山石化长期为首都机场供应民用航煤,该高压加氢裂化装置也是生产优质航煤馏分的主体装置之一。
在增产航煤、柴油质量升级的大背景下,现有高压加氢裂化装置蜡油原料中尝试掺炼部分劣质的FCC柴油馏分,一方面可解决FCC柴油质量升级的问题,另一方面也可通过该方法增加航空煤油(以下简称航煤)产量。
根据上述分析,燕山石化于2012年在高压加氢裂化装置实施了掺炼FCC柴油的工业试验,增加处理FCC柴油的手段,提高柴油质量;同时阶段性增产航煤、重石脑油组分等。
2 加氢裂化装置概况
燕山石化2 Mt/a高压加氢裂化装置由中国石化工程建设公司(SEI)设计,采用中国石化石油化工科学研究院(RIPP)开发的加氢裂化技术及催化剂,装置设计氢分压13.0 MPa,加工进口原油的减压瓦斯油(VGO)与焦化蜡油(CGO)的混合油(CGO比例为16.6%),主要产品为石脑油、航煤、柴油及用作制乙烯原料的尾油。装置于2007年5月投料开车,于2010年5月转入第二生产周期。根据生产需要,第二运行周期装置采用了RIPP开发的RN—32V精制催化剂和RHC—3裂化催化剂,用于增产航煤并进一步提高尾油质量。
该加氢裂化装置的技术特点为:装置由反应、分馏、吸收稳定及液化气和低分气脱硫等4部分组成;反应部分采用双剂串联一次通过、冷热高低分加氢裂化工艺流程;分馏部分采用硫化氢汽提塔+常压塔方案;吸收稳定部分采用重石脑油作吸收剂的方案;脱硫部分采用甲基二乙醇胺(MDEA)作脱硫剂,进行液化气和低分气脱硫的方案。这样可使液化气做民用,低分气直接进变压吸附(PSA)提纯氢气,降低能耗,提高效益。
2 Mt/a高压加氢裂化装置自建成开始已平稳运行超过5年,在长期加工掺炼较高比例焦化蜡油的条件下,得到了高质量的石脑油、航煤、柴油及用作乙烯料的尾油,且装置能耗逐步降低,为燕山石化加工进口原油、生产优质航煤及油化一体化方面做出了重要贡献。
3 加氢裂化装置掺炼FCC柴油
2012年4月开始引FCC的0#柴油进2 Mt/a高压加氢裂化装置,开始掺炼5 t/h,然后逐渐增加到掺炼10~15 t/h。同时根据产品质量情况调节操作条件,在产品质量稳定的情况下,对掺炼的原料FCC柴油、加氢后的产品进行分析,与未掺炼时进行对比。
从表1可以看出:在总加工量基本一致的前提下,掺炼FCC柴油后精制反应温度在平均降低4.3 K的情况下,精制反应器冷氢总量增加了超过20 000 m3/h;裂化反应器平均反应温度降低3.8 K,裂化温升略有降低;同时,掺炼FCC柴油后工业耗氢量增加3 166 m3/h(见表1)。

表1 掺炼催化柴油前后主要操作条件
以上数据说明,在掺炼FCC柴油的情况下,原料变轻,精制反应平均温度和裂化反应平均温度有所下降,但冷氢用量及耗氢量增加。氢气消耗量的增加主要是由于FCC柴油中的芳烃含量非常高,在高压加氢裂化条件下芳烃深度饱和需要消耗大量的氢。
表2为掺炼FCC柴油后液化气的质量对比,掺入FCC柴油后对液化气质量未产生不利影响,其烃组成中丙烷的含量有所增加。表3为掺炼FCC柴油后产品重石脑油馏分的质量对比。
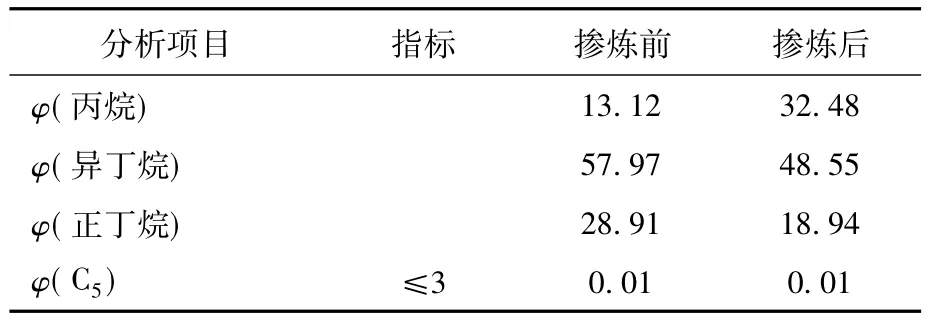
表2 掺炼FCC柴油前后液化气(脱硫后)质量对比 %
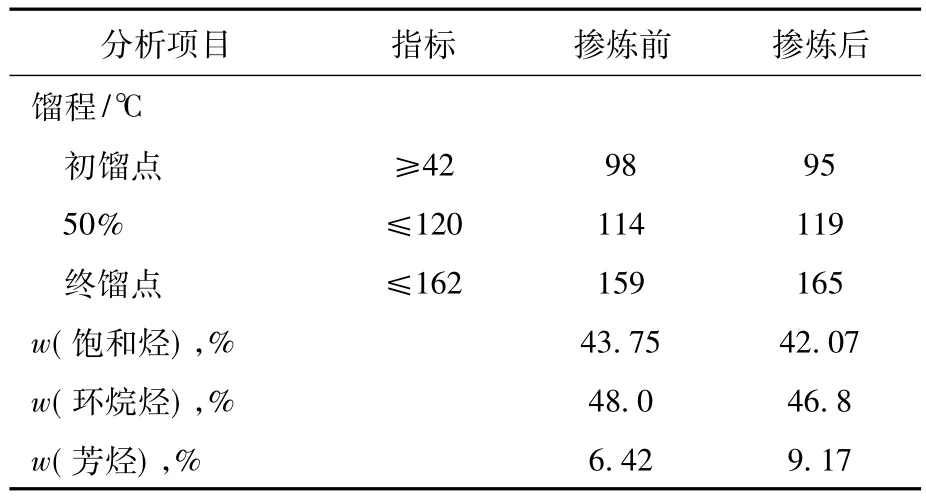
表3 掺炼FCC柴油前后重石脑油质量对比
由表3中数据可见:掺入FCC柴油后,重石脑油中环烷烃含量相当,芳烃含量增加(芳潜增加)。可见,掺入FCC柴油后,由于原料中芳烃含量的增加,使得产品重石脑油的芳潜含量增加,提升了作为重整料的重石脑油的质量。
表4、表5分别为掺炼FCC柴油前后加氢裂化产品航煤、柴油馏分的变化情况。从表4可以看出:在掺炼FCC柴油后航煤的质量受到一定程度的影响,具体表现为航煤馏分的密度增加,烟点下降(由25.9 mm降低到23.5 mm),航煤其他性质未受影响。由FCC柴油芳烃含量高的特点可知,航煤馏分烟点降低与其环状烃含量上升有关。
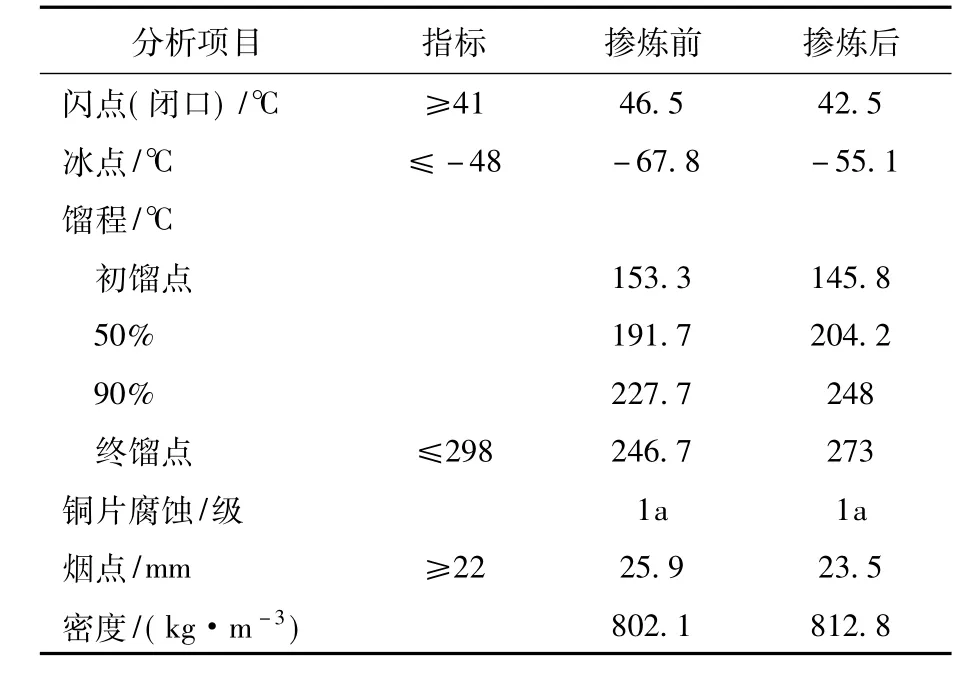
表4 掺炼FCC柴油前后航煤质量对比

表5 掺炼FCC柴油前后柴油质量对比
同样,掺入FCC柴油后,对柴油质量的影响也表现在烃组成有所变化,具体体现在掺炼FCC柴油后加氢裂化产品柴油馏分的十六烷值略有下降,由62.9降低到57.9,但总体质量仍满足北京市地方标准(十六烷值大于51,硫的质量分数小于10×10-6)。
表6为掺炼FCC柴油前后加氢裂化产品尾油性质的变化情况。从表6可以看出:在维持尾油收率相当的情况下,掺入FCC柴油后加氢裂化产品尾油的质量有所降低,其芳烃指数(BMCI值)升高了2.1个单位。尾油质量的降低有两个方面的原因:一是由于FCC柴油芳烃含量高,经加氢裂化过程后有一部分较重的馏分会进入到尾油中,造成尾油中的环状烃含量升高,从而使尾油的BMCI值升高;二是在保持尾油收率相当的情况下,掺入FCC柴油后,造成蜡油原料的实际转化率降低,这也对尾油BMCI值的升高具有一定的影响。
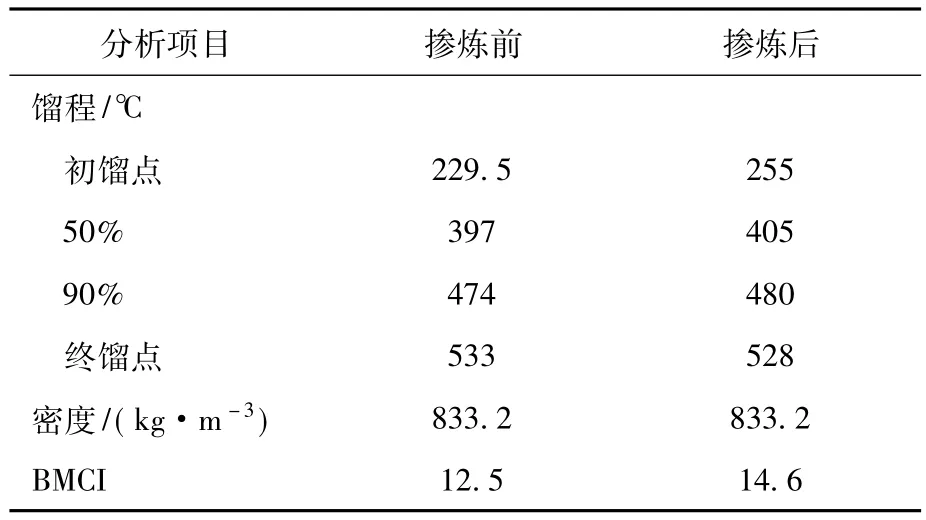
表6 掺炼FCC柴油前后尾油质量对比
为考察加氢裂化产品分布是否受到掺炼FCC柴油的影响,在高压加氢裂化装置掺入量10~15 t/h的工况下,选取48 h的生产情况进行了统计,产品分布对比如表7所示。
由表7可见,在尾油收率相当的情况下,产品航煤馏分增加0.61%左右,重石脑油增加0.66%,轻石脑油、液化气收率均有所下降,但下降幅度较低(小于0.5%)。
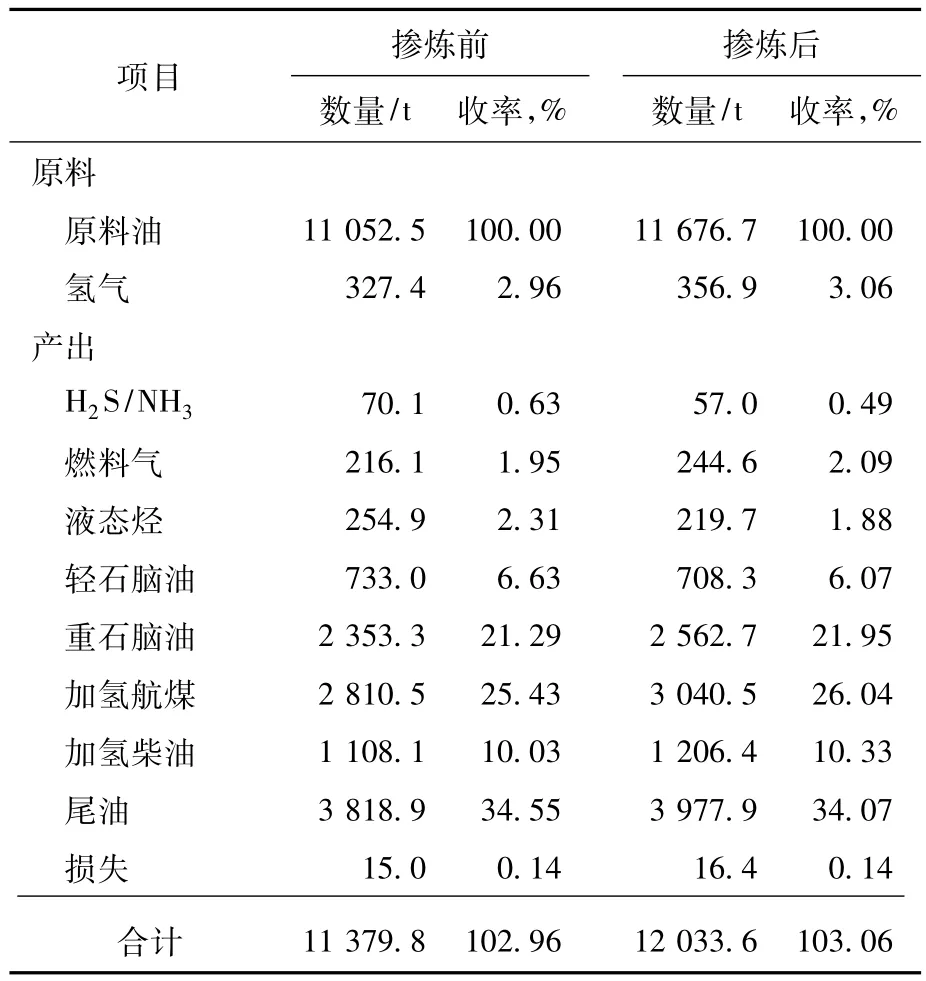
表7 掺炼FCC柴油后高压加氢装置产品分布对比
4 结束语
燕山石化2 Mt/a加氢裂化装置对掺炼加工劣质的FCC柴油进行了尝试。结果表明,通过将一定比例的FCC柴油掺入到加氢裂化装置进行加工处理,低十六烷值的FCC柴油部分转化为石脑油、航煤等轻质产品,相应的石脑油和航煤比例有所增加;所得产品柴油馏分仍是满足京标C标准的优质柴油,为FCC柴油的加工处理手段进行了有益探索。
但需要注意的是,加氢裂化装置掺炼加工FCC柴油比例不宜过大,本次尝试上限为掺炼量小于6%,负面影响要引起重视:首先是掺入FCC柴油后装置冷氢用量增加,床层温升控制难度加大,装置能耗增加;其次,由于不饱和烃增加,裂化加剧等因素造成氢气消耗量增加;再次是航煤的烟点、柴油的十六烷值及尾油的BMCI值等质量指标均随着掺炼增加而有所降低。生产中应根据工厂的实际情况进行掺炼。
ABSTRACT
[1] 胡志海,石玉林,史建文,等.劣质催化裂化柴油加氢改质技术的开发及工业应用[J].石油炼制与化工,2000,31(9):8-11.
[2] 蒋东红,任亮,辛靖,等.高选择性灵活加氢改质MHUG-Ⅱ技术的开发[J]石油炼制与化工,2012,43(6):25 -30.
[3] 张德义.含硫原油加工技术[M].北京:中国石化出版社,2003:325.
[4] 李大东.加氢处理工艺与工程[M].北京:中国石化出版社,2004:1093.
[5] 张毓莹,胡志海,辛靖,等.MHUG技术生产满足欧V排放标准柴油的研究[J].石油炼制与化工,2009,40(6):4 -10.
With the increasingly strict demand on environment protection,the State’s requirements on diesel quality are becoming higher.The hydrocracking plant of SINOPEC Yanshan Company made trial on blending inferior FCC diesel into the plant for processing.Result showed that excepting part of the FCC diesel with low cetane number was converted into light oil products as naphtha and jet fuel,the diesel product still could meet Beijing local standard,which made a good exploration for processing measures of FCC diesel.However,the proportion of inferior FCC diesel should not be too high,for it might cause increasing of cold hydrogen and hydrogen gas consumption,and affect the quality of jet fuel,diesel and tail oil to different extent.
Exploration on Blending FCC Diesel into Hydrocracking Plant
Kong Jian
(SINOPEC Yanshan Company,Beijing 102503)
FCC,diesel,hydrocracking,cetane number
1674-1099 (2012)05-0018-04
TE624
A
2012-07-30。
孔健,男,1974年出生,1997年毕业于中国石油大学(华东)化学工程专业,工程硕士,高级工程师,长期从事炼油生产技术管理工作。
