裂解炉加氢尾油优化运行模式探索
2018-11-15徐沪姿宋友国劳嫣萍
徐沪姿 宋友国 周 春 劳嫣萍
(中国石化上海石油化工股份有限公司烯烃部,上海 200540)
随着生产规模的持续扩大,加氢尾油也更广泛地用作乙烯裂解原料。加氢尾油是乙烯装置较好的裂解原料,饱和烃质量分数高达96.8%以上,芳烃质量分数小于1%,硫、氮、金属等杂质含量低。加氢尾油的质量对乙烯裂解装置的高附收率和装置稳定运行具有重要影响。目前中国石化上海石油化工股份有限公司(以下简称上海石化)乙烯装置所使用的加氢尾油分为中压加氢尾油和高压加氢尾油,其质量不同,造成裂解深度不能同时顾及。针对这一情况,提出将中压加氢尾油和高压加氢尾油分储分炼,确保两种尾油得到不同的裂解深度。
1 加氢尾油的来源及存在的问题
1.1 加氢尾油的来源
上海石化加氢尾油原料主要来源是该公司芳烃部高压加氢裂化装置的高压加氢尾油和炼油部中压加氢裂化装置的中压加氢尾油,经混合后送到乙烯装置作裂解原料。
1.1.1 中压加氢尾油的来源
常减压装置的减压蜡油(原料)进入中压加氢装置,原料油与循环氢混合,再与反应产物换热,后进入到加氢精制反应器,精制反应产物再进入加氢裂化反应器。在加氢精制和裂化反应器中,混氢原料油在催化剂作用下,进行脱硫、脱氮、脱氧、烯烃饱和、芳烃饱和及裂化等反应,反应产物经与混氢原料和脱丁烷塔进料换热,进入到冷高压分离器。反应产物在冷高压分离器中进行气、油、水三相分离,后进入脱丁烷塔,脱丁烷塔底油经分馏进料加热炉升温后进入产品分馏塔。分馏塔顶分出轻石脑油、重石脑油和柴油产品送出装置,加氢尾油自分馏塔底分出。
中压加氢尾油的质量分析数据见表1。

表1 中压加氢尾油分析数据
1.1.2 高压加氢尾油的来源
高压加氢裂化装置中的尾油来自于减压分馏塔塔底,分馏塔塔底用分馏塔底重沸炉供热。分馏塔塔底分二路,一路由重沸炉循环泵升压后,须加热后返回分馏塔塔底;另一路塔底油在液体控制下,由该增压泵增压后送出装置。
高压加氢尾油的质量分析数据见表2。
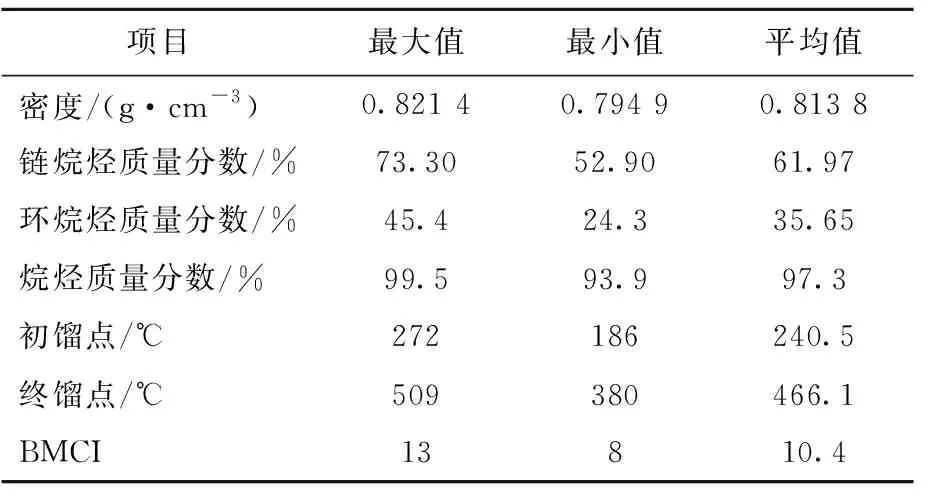
表2 高压加氢尾油分析数据
1.1.3 中压和高压加氢尾油混合投用
中压加氢尾油的链烷烃质量分数均值为49.75%,BMCI均值为11.1;高压加氢尾油的链烷烃质量分数均值为61.97%,BMCI均值为10.4,二者之间的品质存在一定的差异。混合后的链烷烃质量分数均值为59.36%,BMCI均值为10.7(见表3)。
1.2 加氢尾油目前存在的问题
1.2.1 炉管腐蚀
刚使用就发现炉管焊缝有腐蚀,且腐蚀速度非常快,有些炉子投用加氢尾油2~3 d就发生腐蚀穿孔。
1.2.2 裂解深度不够
目前,装置所用的加氢尾油是中压加氢和高压加氢混合后的加氢尾油,裂解深度不能同时顾及,不但影响了装置的高负荷运行和高附收率,还影响了裂解炉的运行周期。
1.2.3 储罐液面不易控制
FB-1301/1322液面无法控制。FB-1301的液面采用自动控制,当液面上升时,调节阀自动关小;炼油部中压加氢装置汽提塔C-6202的液面也采用自动控制,当液面上升时调节阀自动全开,造成中压加氢尾油输送管道内压力波动,导致液面无法控制;FB-1322的液面控制采用的是手动控制阀,没有自动控制调节阀,液面无法控制。
针对以上问题,对裂解炉加氢尾油运行模式的优化进行探索。
2 优化模式探索
在乙烯裂解原料的选择过程中,要求原料馏程短、切割过程单一,而中压加氢尾油和高压加氢尾油来自不同装置的不同工艺,其馏程等参数相差较大。裂解原料链烷烃的质量分数可以表征乙烯和重质原料的收率,一般越低越好,由于高压加氢尾油的链烷烃质量分数明显高于中压加氢尾油,并且BMCI也较低,说明高压加氢尾油的收率偏高。但是两者混合后链烷烃质量分数明显低于单一的高压加氢尾油,说明混合后的原料收率有所降低。因此将两种加氢尾油混合在一起,无法体现各种原料性质的最佳化,影响了原料的最佳收率点。同时,由于加氢尾油作为一种二次加工油,具有氢质量分数高、不饱和烯烃质量分数低等特点,乙烯、丙烯和丁二烯等目的产品的收率较高,因而是较好的裂解原料。但是近年来随着减压深拔技术的应用以及市场的原因,加氢尾油的性质逐渐变差,表现为馏程变宽、初馏点降低、终馏点提高、BMCI变大、氢质量分数降低、裂解性能变差。主要体现在中压加氢尾油由于加工工艺的原因,终馏点较高、组分较重、容易结焦,影响炉管的运行寿命。
通过数据收集和比对,提出将中压加氢尾油和高压加氢尾油进行分储分炼的优化模式,以确保两种尾油得到不同程度的裂解深度,既保证了装置的高负荷运行,又延长了投用高压加氢尾油的裂解炉的运行周期,同时还提高了装置的高附收率。
2017年10月,对FB-1301和FB-1322两个尾油罐的进料流程进行修改,将炼油部中压加氢尾油直送FB-1301罐,芳烃部高压加氢尾油经储运部送FB-1322罐,进行分储分炼投用。加氢尾油分储分炼流程见图1(图中实线为中压加氢尾油,虚线为高压加氢尾油)。
由于裂解炉深度控制的离线模型尚未建立,一般依靠SPYRO分析软件进行离线的最佳深度点的找寻。
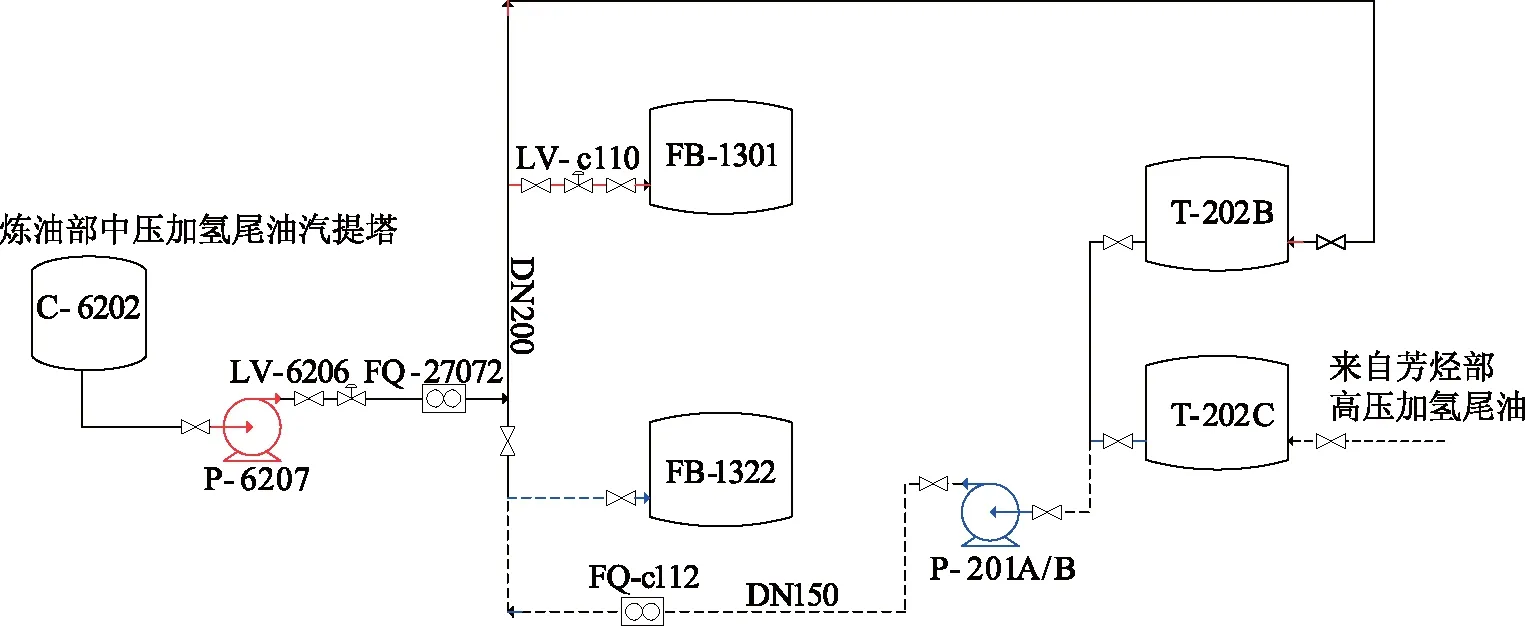
图1 加氢尾油分储分炼流程
3 实施效果及效益分析
3.1 实施效果
分储分炼模式实施后,3台裂解炉(BA-101,106,110)实现了高压加氢尾油的直投,解决了原先所有加氢尾油必须在进行投用石脑油达到3天以上后再投用的缺陷。截止到2018年6月,裂解炉的炉管运行正常。
(1)原本由于裂解炉频繁改料,炉出口温度波动以及炉管内物料不均衡,极易导致炉管结焦和裂解炉的运行不稳定,大大缩短裂解炉的运行周期。加氢尾油分储分炼后减少了裂解炉的原料切换次数,即高压加氢尾油不需要石脑油镀膜,对GK-VI裂解炉的稳定操作有较大意义。
(2)常压中油可以作为补充原料直接补充进入FB-1322,与高压加氢尾油混合,可以进一步优化整体炉群的原料平衡,为即将实施的乙烯流程优化做了基础性的工作。
3.2 原料优化的效益分析
两种加氢尾油和混合加氢尾油通过SPYRO分析的裂解深度情况如表4所示。
由于裂解炉的深度控制的离线模型未建立,一般依靠SPYRO分析软件进行离线的最佳深度点的找寻。目前裂解炉加氢尾油裂解深度为793~803 ℃,分储分炼后,高压加氢尾油裂解深度调整为805~815 ℃,中压加氢尾油裂解深度维持790~800 ℃,根据裂解气在线仪分析数据再行调整至最佳裂解深度。
4 结语
综上所述,采用加氢尾油的分储分炼模式,进一步提高了乙烯装置的高附收率,延长了裂解炉的运行周期,达到了预期的效果,同时仍存在一些问题,如加氢尾油储存罐无法自动控制液面,投用中压加氢尾油后裂解炉废锅温度上升过快等,还需进一步推进两种加氢尾油的裂解性能评价工作,获取物料的最佳裂解深度。
