绢丝包芯纱生产工艺探讨
2012-01-03赵建华
赵建华
(莱阳海润绢纺有限公司,山东烟台 265200)
绢丝包芯纱生产工艺探讨
赵建华
(莱阳海润绢纺有限公司,山东烟台 265200)
文章对绢丝包芯纱的主要生产工艺进行了探讨,并以8.33 tex包芯纱为例介绍了包芯纱生产过程中的合理工艺参数及技术要点。
绢丝;涤纶丝;包芯纱;工艺
随着经济的发展和社会的进步,人们对服装面料,不仅注重外观效果,而且对服用性能、保健性能等均提出了更高的要求,为了满足和引导人们的消费需求,我们研究开发了以真丝为外包纤维、涤纶为芯丝的绢丝包芯纱。现在以8.33 tex绢丝包芯纱为例,浅析该包芯纱的生产过程和技术要点。
1 设备改造
用FK501环锭精纺机生产包芯纱,在普通FK501环锭精纺机上加装长丝主动喂入装置、导丝器、张力调节装置和断头时的长丝停喂装置。
2 工艺流程
2.1 原料的性能特点及物理指标
根据面料要求,主要采用涤纶做芯丝,一号优级精梳绵球为外包纤维。要求芯丝无粘连,成形好,细度在1.67~5.55 tex之间,涤纶含量为10%~40%。要求桑精绵洁白、光泽好、纤维长度≥5.5 cm,3 cm以下短纤维率≤10%,清洁度≥95分,绵粒≤200个/g。
2.2 生产流程
延展→制条→练条→粗纺→精纺→络筒→并丝→倍捻→烧毛→成品络筒→装箱→打包→入库
3 主要技术措施
延展、制条、练条、粗纺的加工工艺同一般绢丝加工工艺,此文不再赘述。
3.1 精纺工艺
细纱设计号数8.91 tex,喂入粗纱号数205.55 tex,牵伸倍数28.4倍,涤纶2.22 tex,预牵伸倍数1.05倍。包芯纱细纱捻度720捻/m,包芯纱100 m定量891 mg,100 m干量813 mg,精纺钢领型号BC6 4251,钢丝圈型号BC6 20#。细纱机前罗拉转速130 rpm,1~2罗拉隔距130 mm,隔距块颜色黄色,皮辊加压:前皮辊≥245 N/双锭,中皮辊≥117.6 N/双锭,后皮辊≥196 N/双锭。
精纺工序是包芯纱生产的主要工序。包覆效果是体现包芯纱质量好坏的一项重要技术指标,影响包芯纱包覆的因素包括芯纱的张力、芯纱在纱线中的比例、包芯纱的捻度、纺纱过程中芯纱的位置等。
3.1.1 张力的影响
芯纱张力过大,纺纱张力容易超出芯纱强力,易使芯纱形成断头,若芯纱断头后,包芯纱不断,继续纺纱,就会形成纯绢丝纱,芯纱张力过小,则芯纱与外包纤维速度差异过小,易使外包纤维对芯纱包覆不足,出现露芯现象,张力适中,芯纱在包芯纱的中心,纱线包覆效果好,张力可以通过张力调节装置的变换齿轮调节,一般涤纶包芯纱芯纱张力牵伸倍数在1.02~1.08之间。
3.1.2 芯纱含量
芯纱在纱线中的比例不仅影响包芯纱的风格和纺纱成本,而且对包芯纱的包覆效果影响也很大。芯纱含量少,包覆相对较容易,但芯纱的性能不能充分展现,如芯纱为涤纶时,包芯纱的保形性达不到应有的效果。芯纱含量过大,芯纱容易外露,包覆效果不好,包芯纱的吸湿性差,丝纤维的优良性能不能体现出来。芯纱含量在5%~10%为宜。
3.1.3 芯纱捻度
芯纱捻度过小,包芯纱包覆效果不好,外包纤维容易滑移而造成织疵,纱线强力低,耐磨性下降,断头多。包芯纱捻度过大,包芯纱光泽变差,而且同样会造成断头增加,一般情况下,包芯捻度要比正常绢丝捻度大10%~20%。
3.1.4 纱线位置
纺纱过程中,芯纱必须始终保持在粗纱中心位置。操作过程中要经常检查,发现中心偏离锭子要及时调节。
3.1.5 纺纱张力
由于纺纱张力大,纺纱过程中要注意工艺部件状态检查,及时更换有问题的钢丝圈、皮辊、导纱钩,使各工艺部件始终保持良好状态。
3.1.6 巡回操作
精纺巡回操作时要检查芯丝导丝器是否转动,不转动的要检查是否断头或脱轮。要检查芯丝是否在浮游区须条中间,若发现芯纱断头、跑偏等问题,要打断头将有问题的纱线处理完后再重新生头;芯丝寻头时要顺向,仔细,避免浪费;断头后要重新换管生头,不能用原纱直接接头;要经常清洁芯纱及粗纱表面的飞花,防止出现纱疵。
3.2 络筒工艺
槽筒直径80 mm,槽筒转速1786 rpm,张力盘重量7.5+7.5 g单纱电子清纱器参数:纱号8.33 tex,材料系数7.5,短粗:+240%,3.5cm,长粗+70%,35 cm,长细-70%,30 cm。
由于绢丝包芯纱强力不如纯绢丝,因此络筒速度要适当降低,张力片的重量也要偏轻掌握。络筒引纱时要先经张力装置,避免纱线回缩产生断头;接头时要检查尾纱,发现空芯纱要去掉后再接头;络筒送线时要拉直,避免卷缩。
3.3 并丝工艺
并合根数2根,张力片重量8.5 g,两根纱线张力片重量要相等,张力片转动要灵活,避免出现松紧丝,造成纱线浪费。
3.4 倍捻工艺
倍捻捻度700捻/m,车速8000 rpm,交差角19.18度。
3.5 烧毛工艺
滚筒直径200 mm、滚筒转速214 rpm,烧两遍,液化气流量:头道90 m L,二道75 m L。火焰高度:头道7 mm,二道5 mm。火管顶部到丝左边距离:头道6 mm,二道5 mm。烧毛根数头道9根,二道9根。绕锭帽个数:头道4个,二道4个。
由于芯丝不耐高温,烧毛时火焰高度、燃气流量、烧毛张力要适当降低。
4 成品检验指标
8.33 tex绢丝、绢丝包芯纱检验指标对比见表1。
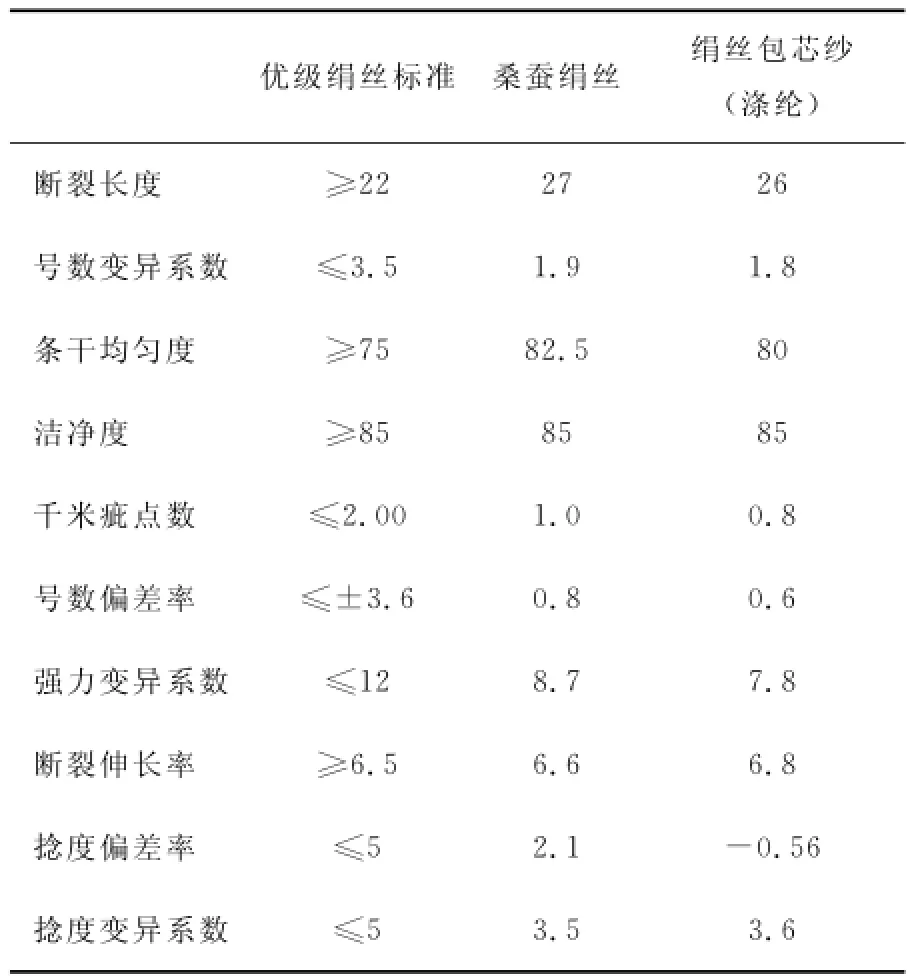
表1 8.33 tex绢丝绢丝包芯纱检验指标对比
由表1中可以看出,绢丝包芯纱的各项指标都能达到绢丝优等品水平。
5 结语
绢丝包芯纱将蚕丝纤维包在化纤外部,以这种纱线做成的面料与人体直接接触的部分是真丝,而化纤则包在面料内部,这样就能够充分发挥不同纤维的优点,以真丝为外包纤维,产品保持了真丝面料的优良性能,外观优美、雅致,手感光滑、柔软,质地轻薄、飘逸,穿着舒适、健康。以化纤为芯丝可以避免化纤与人体直接接触,既不会破坏丝纤维贴身服用舒适、健康的优良性能,又赋予真丝织物挺括、抗皱的性能。绢丝包芯纱属高端产品,已畅销欧洲市场。
Process Discussion of Spinning Silk Corespun Yarn
ZhaoJianhua
(Laiyang Hirun Silk Spinning Co.,Ltd,Yantai 265200,China)
Process of spinning silk corespun yarn was discussed.The rational processing parameters and main technical points in processing 8.33 tex silk corespun yarn were introduced.
silk spun yarn;polyester filament;corespun yarn;process
TS104.7+9
B
1009-3028(2012)02-0029-03
2012-02-22
赵建华(1967—),女,山东烟台人,工程师。
