涤纶双边格春亚纺织物的生产工艺
2012-01-03任长林郑国同
任长林,郑国同
(1.南通润禾纺织有限公司,江苏南通 226007;2.南通时韵纺织有限公司,江苏南通 226007)
产品开发
涤纶双边格春亚纺织物的生产工艺
任长林1,郑国同2
(1.南通润禾纺织有限公司,江苏南通 226007;2.南通时韵纺织有限公司,江苏南通 226007)
文章采用涤纶低弹长丝设计开发出双边格春亚纺织物。较为详细地介绍了涤纶双边格春亚纺的产品设计思路与过程。对有关产品的织造生产技术,如整经、浆丝、织造等关键生产工艺与技术措施作了详细分析与研讨。
涤纶低弹丝;春亚纺;双喷喷水织机;织造工艺;技术措施
近年来,国内合纤仿真丝品种日益丰富,春亚纺(PONGEE)便是其中一种,它是采用涤纶弹力丝制织的纺类丝织物,可通过防水、贴膜、印花、阻燃、抗静电、抗紫外线、负离子涂层、吸湿排汗、镜面涂层等后整理,广泛应用于成衣、里料、羽绒衣、运动服,滑雪服,休闲装、洋(雨)伞、帐篷、箱包等。相对于其他织物而言,目前市场上春亚纺面料要求时尚、环保、轻薄、功能化,故对其原料、设备、工艺有一定要求。为此,应客户要求,采用多臂双喷喷水织机开发了一种经纬纱均采用消光涤纶低弹丝(8.25 tex/72F)为原料的春亚纺品种,产品质量达到客户的要求,取得了良好的经济效益[1]。
1 产品设计
目前市场上春亚纺面料主要品种有210T/半光7.7/7.7 171平纹春亚纺;230T 7.7/7.7 184.7斜纹春亚纺;320T/4.4/4.4 170平纹春亚纺;310T 4.4/4.4 169.7提花春亚纺;310T 4.4/4.4 168条子春亚纺;及370T 2.2/2.2 172、470T 1.65/1.65 180格子春亚纺等产品。我们根据客户要求,采用消光涤纶低弹丝(8.25 tex/72F)为原料,按280T的经纬密度规格设计出一种双边格春亚纺,具体情况如下:
1.1 原料选择
依据织物的用途,要求原纱具有较高强度,极好回弹性及染色性能优良的特点。且无毛纱,油污纱等。故本产品经纬纱线均采用8.25 tex/72F消光涤纶低弹全拉伸丝。布边纱选用同规格半光丝,其表面更光滑,防止布边因摩擦或张力过大而产生毛羽[2]。
1.2 织物规格[3]
成品幅宽:156 cm;
成品经密:69根/cm
成品纬密:44.5根/cm
总经根数:10759根
平方米克重:164.9 g/m2
织物组织:平纹格子(见图1)
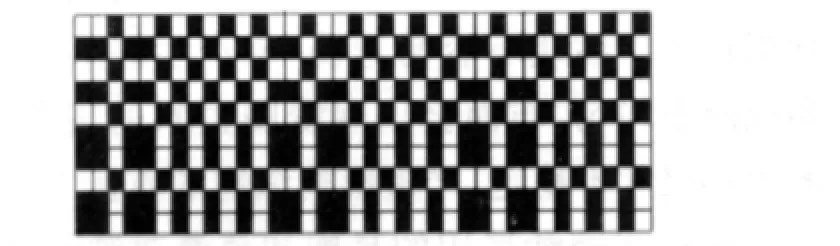
图1 织物组织图
1.3 主要上机参数
坯布幅宽:165 cm;
上机经纬密:650根/10cm×430根/10cm;
上机筘幅:171.5 cm
筘号:210#
每筘穿入数:3入
综页数:8页,其中边经2页,地经6页。
1.4 工艺流程及其主要生产设备
整经(丰田FW600型整经机)→浆丝(津田驹KSH500.E型浆丝机)→并轴(津田驹KB30.E型并轴机)→分绞(腾堂TC.700F分绞机)→穿经→织造(津田驹ZW408型双喷多臂喷水织机)→烘布→码布→检验→成件
2 主要生产工艺参数
2.1 整经工艺
整经根数:1537根/轴×7轴
整经速度:350±5 m/min
出丝张力:7±2 g/根
卷取张力:17 kg
罗拉加压:0.18±0.03 mPa
2.2 浆丝工艺
浆丝速度:300±5 m/min
浆液浓度:9.5%±0.5%
上浆温度:45±5℃
烘房温度:Ⅰ150±5℃,Ⅱ155±5℃
锡林温度:Ⅰ、Ⅱ130±5℃,Ⅲ、Ⅳ125±5℃,Ⅴ120±5℃
压浆辊压力:3.0±0.3 mPa
浴浆辊压力:3.5±0.3 mPa
后上油辊:3 rpm
出丝张力:166.6 N
卷取张力:235.2 N
2.3 并轴工艺
并轴速度:100±5 m/min
出丝张力:235.2 N
卷取张力2499 N
锥度:5%
2.4 织造工艺
综平时间:345°
梭口开口量:50 mm
喷水时间:90°
先行角:15°
夹持器开闭时间:110°~270°
织边闭合时间:左280°,右20°
剪切时间:左30°右0°
重锤张力:58.8 N
织机车速:500 rpm
3 生产过程中的关键技术
由于280T涤纶消光双边格春亚纺属高密织物,经丝涤纶低弹丝的经向密度高达690根/10 cm,为保证该产品能顺利织造,除优化设计织机上机工艺参数外,还应对准备等工序提出严格的工艺要求[4]。为此,在生产过程中进行了反复的工艺试验,合理设计出各工序的工艺参数,制订了工艺技术标准和操作规程。
3.1 整经工序
经研究发现,整经工序中,关键问题是控制单纱、片纱张力的均匀性。对此整经工序做出以下调整:降低车速,调整张力使原料出丝张力更均匀并有效控制断头,对毛羽和破丝等异常丝束及时清除;另外,为减少筒子直径对片纱张力均匀性的影响,采取了相应的措施,即随着筒子直径的变化,调整筒子与纱架的距离。
3.2 浆丝工序
针对涤纶丝具有初始模量大、弹性好、强力高的特性,浆丝时采用“重被覆、求渗透、小伸长、低温上浆”的工艺原则。浆丝时要保持均匀合适的经丝张力,以减少和消除毛羽;浆丝时要使浆丝获得良好的渗透性、耐磨性、平滑性和完整的浆膜;并使浆液渗入到单纤维之间,使浆丝具有良好的黏着性,以提高经丝的可织性。
3.2.1 浆液调制
由于涤纶长丝是疏水性合纤,故浆料配方为:水100%、聚丙烯酸酯3%、浸透剂0.5%、抗静电剂0.5%,从而保证了长丝集束性,达到增强保伸的效果,提高了导电性能。另外,调浆的水温不能超过60℃,在升温开始时不要投浆料,否则在浆液中产生浆块,造成浆丝浆斑。
3.2.2 上浆过程控制
上浆时除考虑丝条的伸长外,还应考虑丝条受热而产生收缩的问题,故应从SD轴架到上浆辊之间的伸长A值放在0.15%档,上浆辊到锡林之间的伸长B值放在0.2%档,这样丝条在烘房之间不松荡起扭,以解决进入烘房内的丝条分层不清并断头多的问题。为提高丝条的集束性,应采用高浓上浆工艺,上浆率适当增大。为达到重被覆求渗透,采取减少压辊压力的方法,同时适当降低烘燥温度,以有效地保护浆膜,增强浆丝的抱合力,防止脆断头的产生。另外采用浆丝后上油,以消除静电、保证丝片的平滑,并保护浆膜,防止毛羽产生。
3.3 并轴工序
并轴张力控制非常重要,它直接影响到织轴卷取张力,如控制不当,就会产生经柳、宽急经、起泡、裂轴等疵病,影响织造效率及产品质量。为减磨保伸,采用较大的并轴张力,轴架张力以称重为基准,调整一致,以缩小片纱张力差异。
3.4 织造工序
织机选用津田驹ZW408型喷水织机,采用GD520多臂开口机构。由于280T消光春亚纺是高密织物,综合考虑产品特点及织机性能,宜采用迟开口、低后梁、中张力、水压及水量适中,适当降低车速的织造工艺。
3.4.1 开口时间推迟,可使经丝张力适当减小,同时适当减小开口动程,使经丝在开口过程中减小经丝张力的变化值,这样有利于生产的织物手感柔软,以更好地体现春亚纺面料的风格。
3.4.2 采用较低后梁,以增加织造时经丝张力,有利于打紧纬纱消除筘痕。适当调整经丝的上机张力,如调节后梁的位置、张力弹簧的工作长度和张力重锤的重量等方式,上机张力调节时应根据各机台状况适当增减,如张力过大会增加毛羽及断经。
3.4.3 适当降低织机车速,减缓由于开口、打纬运动对经丝的冲击作用力;延迟喷射时间,适当地增大水量,减小水压,可减小布面松紧档、结丝等疵点的发生,获得较好的布面效果。
3.4.4 采用塑料综丝,减小综丝对经丝的擦伤,并在织造时要用塑料薄膜包住织轴外围,防止经纱起泡。
3.5 加强运转管理
该品种生产有一定难度,管理要求高,工艺标准严,为此在生产过程中做到:①严把原料质量关,筒子运输轻拿轻放,毛丝、成形不良的筒子不上架,筒子上架遵循“三同一近”原则,即同厂家、同规格、同批号和生产日期相近,以保证经轴质量。②严格要求生产人员遵守操作规程,生产前对挡车工和验收人员进行培训,使其掌握挡车要领和检验标准。③为减少生产过程中的静电与毛丝的产生,各车间温湿度应控制在规定范围,在整经、浆丝工序后进行放缩处理24~48 h,以减少经柳疵点出现。
4 结语
春亚纺织物生产时,由于合理配置各工序上机工艺及采取相应技术措施,从而保证织造生产的顺利进行。产品经印染加工以后,色泽鲜艳,布面光洁、平整、光滑、细密,手感柔软、轻薄,抗皱性及保形性良好,坚牢耐用,易洗快干,产品附加值高。由于双边格春亚纺布面格型规整大方,风格独特,已成为目前市场上较畅销的一类面料。
[1]裘愉发,吕波.喷水织机原理与使用[M].北京:中国纺织出版社,2008.
[2]中国化纤总公司编,化学纤维及原料实用手册[M].北京:中国纺织出版社,1996.
[3]蔡陛霞,织物结构与设计[M].北京:中国纺织出版社,2008.
[4]范振庆.细旦涤纶高密品种的开发与生产[J].现代纺织技术,2002,(2):13—14.
Production Process of Bilateral Lattice Pongee of Polyester Low-elastic Filament
RenChanglin1,ZhengGuotong2
(1.Nantong Flexitex Co.,Ltd.,Nantong 226007,China;2.Nantong Fortune Textile Factory Ltd.,Nantong 226007,China)
Bilateral lattice pongee was designed and developed by the use of low elastic polyester filament.The design process was described in detail.The relevant weaving production technology,such as warping,sizing,weaving and other key production process and the technical mesures were discussed and studied in detail.
low elastic polyester filament;pongee;twin-jet water-jet loom;weaving technology;technical measure
TS155
B
1009-3028(2012)02-0012-03
2012-02-13
任长林(1970—),男,江苏南通人,助理工程师。
