30 t转炉-小方坯连铸生产ML40Cr冷镦钢盘条的实践
2011-12-28胡道峰
胡道峰,陈 敏
(1.南京钢铁股份有限公司,南京 210035;2.东北大学 材料与冶金学院,沈阳 110819)
30 t转炉-小方坯连铸生产ML40Cr冷镦钢盘条的实践
胡道峰1,陈 敏2
(1.南京钢铁股份有限公司,南京 210035;2.东北大学 材料与冶金学院,沈阳 110819)
阐述了ML40Cr冷镦钢生产情况,对采用氧气顶吹转炉→LF钢包精炼炉→小方坯连铸→高速线材轧制生产的冷镦钢盘条进行了综合检验分析.结果表明,生产的10 mm盘条金相组织为铁素体+珠光体,晶粒度9~10级;钢中A、B、D类非金属夹杂物的级别分别为0.5级、1.0~1.5级和1.5~2.0级,单位面积内当量直径5 μm的夹杂物个数为20~22个/mm2,夹杂物平均直径为3.656~3.891 μm,夹杂物含量相对较少,夹杂物尺寸相对比较细小;轧材的综合力学性能良好,同时具有良好的塑性变形能力,可以满足标准件生产要求.
ML40Cr钢;冷镦;盘条;轧制
冷镦钢[1],又称铆螺钢或冷顶锻钢,是利用金属的塑性,采用冷镦加工成型工艺生产互换性较高的标准件用钢.ML40Cr冷镦钢是标准件行业广泛使用的材料之一,由于其冷镦使用的特殊性,对材料的表面质量、内部质量、化学成分的均匀性、冷加工性能以及尺寸精度等均提出了较高的要求;这就要求其必须具有良好的加工性能和机械性能.
鉴于南钢(南京钢铁股份有限公司)周边地区极为发达的标准件制造业对冷镦钢盘条需求量较大,且冷镦钢生产难度较大而具有较高的利润空间,生产出合格的、用户使用满意的产品对提高市场竞争力和占有率具有重要的现实意义,可以给企业带来较大的经济利益.基于此目的,南钢与高校合作,开发了ML40Cr冷镦用钢,经过检验,各项指标均满足国家标准及技术协议.
1 化学成分及工艺路线
1.1 化学成分
ML40Cr冷镦钢化学成分要求如表1所示.

表1 ML40Cr冷镦钢的化学成分(质量分数)Table 1 Chemical compositions of ML40Cr cool heading steel(mass fraction) %
1.2 工艺流程
ML40Cr冷镦钢试制工艺流程为:高炉铁水→铁水脱硫→30t氧气顶吹转炉→30tLF钢包精炼炉→150 mm×150 mm小方坯连铸→连铸坯表面质量检查、入库→加热炉→高速线材轧制→成品检验、入库.
2 试制过程
2.1 转炉冶炼
南钢30t的转炉总装入量为35~36.5t,采用预处理铁水+优质废钢的原料结构,减少钢水中夹杂物的来源,提高冶炼质量;在吹炼过程中,制定合理的氧枪操作制度,保证终点深吹时间大于10 s,以准确控制终点碳含量(质量分数在0.08%~0.14%),进而避免钢水的过氧化,确保碳含量-温度(1 650~1 680℃)协调出钢.出钢过程中加入脱氧造渣剂,出至1/3时依次加入高碳锰铁+硅铁合金+低氮增碳剂、高碳铬铁和小粒石灰;出钢完毕再加入部分脱氧造渣剂至钢包顶渣.出钢过程采用挡渣球挡渣出钢;出钢时全程吹氩并结合小幅度的钢包晃动,以保证出钢过程精炼渣料的快速熔化.
2.2 钢包精炼
LF钢包炉采用埋弧操作、白渣精炼.白渣形成前,加入一定量的改质剂和铝粒;灰白渣形成后,加入Al-Mn合金和脱氧造渣剂;白渣精炼后期,再加入部分改质剂进行改质处理.整个精炼过程中采用分阶段氩气控制操作制度,即:精炼前期控制在中等强度搅拌以促进精炼渣料熔融;精炼中期采用高强度搅拌,促进脱硫并洗去夹杂;精炼后期采用低强度搅拌,促进氧化铝夹杂的上浮.通电结束后,通过喂Ca-Fe线对Al2O3夹杂物进行变性,并保证软吹氩时间在15 min以上,严格控制Ca/Al比,以便形成低熔点12CaO·7Al2O3复合夹杂物,提高连铸过程中钢水的流动性和可浇性.精炼时间为22~30 min,平均26.2 min.精炼前后钢水成分和温度变化如表2所示.

表2 精炼前后钢水成分(质量分数)和温度变化(括号内为平均值)Table 2 Change of molten steel composition and temperature before and after refining
2.3 连铸
连铸时使用新设计的新型铝碳质保护套管+液压机械手进行大包保护浇注,增加保护套管与大包水口间的接触面积和密封性,减少吸气.中间包快换下水口手动操作改造为液压快换操作,减少了中间包至结晶器之间的吸气.中间包使用前烘烤至红热,烘烤由煤气烘烤全部改造为蓄热式烘烤,降低大包开浇温度、节约能源并提高烘烤效果.中间包钢液深度稳定在300 mm以上,包内加单层覆盖剂.结晶器使用中低碳预熔保护渣,使用前烘烤.中间包钢水温度控制在1 510~1 530℃,拉坯速度控制在1.8~2.1 m/min(拉速稳定).二次冷却采用气雾冷却,优化拉速与二冷段配水的关系,同时使结晶器电磁搅拌的工况正常,减少各种元素的微区偏析,最终得到较好的铸坯组织.
2.4 轧制
ML40Cr冷镦钢盘条由高速线材连轧机组进行轧制,轧制规格为φ10 mm.轧制过程中开轧温度控制在950~1 100℃,保证Cr能够充分固溶到奥氏体中;轧制中利用控轧技术,充分保证晶粒在奥氏体未再结晶区的变形量,细化原奥氏体晶粒;吐丝温度控制在720~760℃,使线材在相变前有一定的过冷度.采用缓慢冷却的轧制工艺,使盘条尽可能多地得到铁素体加珠光体组织,获得均匀适中的晶粒度,保证盘条具有较低的硬度和良好的冷镦性能,满足用户冷镦生产工艺要求.
3 试制结果
3.1 冷镦钢金相组织及晶粒度
冷镦钢盘条的金相组织对其力学性能和冷镦性能具有重要影响.铁素体加少量珠光体组织具有良好的综合力学性能,较高的晶粒度评级有利于提高钢材韧性,从而提高钢材的冷镦性能.根据GB/T13298金相显微组织检验方法、GB/T13299钢的显微组织评定方法和GB/6394金属平均晶粒度测定法,检测ML40Cr冷镦钢盘条的金相组织(如图1所示)和晶粒度,结果是:金相组织为铁素体+珠光体,晶粒度9~10级.

图1 ML40Cr金相组织照片(3%硝酸酒精溶液腐蚀)Fig.1 Photos of the metallographic structure of ML40Cr steel(corroded by 3%nitric acid alcohol solution)
3.2 力学性能检验
表3是根据GB/T228金属材料室温拉伸试验方法检测的ML40Cr冷镦钢盘条的力学性能结果.由表中数据可以看出:盘条的抗拉强度为760~830 MPa,平均为784.65 MPa;盘条的延伸率(δ5)和断面收缩率(ψ)较高,试制的 ML40Cr钢综合力学性能良好,同时具有良好的塑性变性能力,满足了标准及用户使用要求.
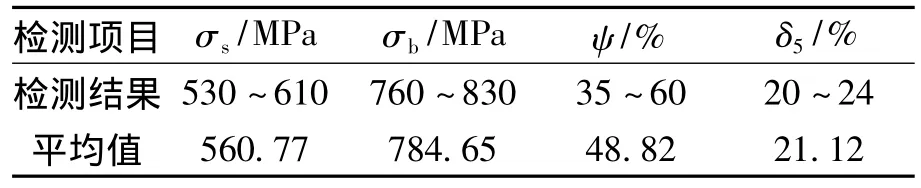
表3 ML40Cr盘条的力学性能Table 3 Mechanical properties of ML40Cr wire rod
3.3 钢中非金属夹杂物
表4是ML40Cr钢中非金属夹杂物的分析统计结果.可以看出:单位面积上当量直径5 μm的夹杂物个数为20~22个/mm2,夹杂物平均直径为3.656~3.891 μm,说明非金属夹杂物的含量相对较少,夹杂物相对比较细小.但是非金属夹杂物的直径大小分布不是很均匀,小于3 μm的夹杂物所占的比例为52.67% ~56.30%,试样中还有1.68% ~2.47%的直径大于9 μm的相对较大的非金属夹杂物.
通过金相观察,结合扫描电镜及相应的能谱分析(如表5所示),结果显示:ML40Cr钢中的非金属夹杂物以圆球形、近圆球形为主,还有少量的三角形、不规则形夹杂物,主要是氧化物和硫化物(A类),而氧化物夹杂又根据其成分组成和变性能力分为氧化铝类(B类)和球状氧化物类(D类).根据GB/T10561-2005,对钢中的非金属夹杂物进行级别鉴定,结果显示:A类夹杂物0.5级、B类夹杂物1.0~1.5级、D类夹杂物1.5~2.0级,夹杂物级别较低.
3.4 冷顶锻性能
冷顶锻是检验冷镦钢冷镦性能的主要方法.根据GB/T6478,对φ10 mm的ML40Cr盘条进行冷顶锻检测,盘条1/3高度比冷镦检测全部合格,表明该材料具有很好的冷加工性能,可以满足标准件生产要求.

表4 非金属夹杂物的当量个数、平均直径及其大小分布统计Table 4 Statistics for equivalent number、average diameter and diameter size distribution of non - metallic inclusions
4 结论
(1)“氧气顶吹转炉—LF钢包炉精炼—小方坯连铸机—高速线材轧机”工艺生产ML40Cr冷镦钢是可行的,试制过程中制定的操作要点是合理的,能满足用户要求.
(2)ML40Cr冷镦钢盘条的金相组织为铁素体+珠光体,铁素体晶粒度评级为9~10级.
(3)钢中A、B、D类非金属夹杂物的级别分别为0.5级、1.0~1.5级和1.5~2.0级,单位面积上当量直径5 μm的夹杂物个数为20~22个/mm2,夹杂物平均直径为3.656~3.891 μm;夹杂物含量相对较少,夹杂物相对比较细小.
(4)盘条综合力学性能良好,同时具有良好的塑性变性能力,1/3高度比冷镦检测全部合格,可以满足标准件生产要求.
[1]先越蓉.冷镦钢的生产和发展[J].特殊钢,2005,26(3):31-34.
(Xian Yue-rong.A review on production and development of cold heading steel[J].Special Steel,2005,26(3):31-34.)
Practice of producing ML40Cr cold heading wire rod by process of 30 t BOF-billet continuous casting
HU Dao-feng1,CHEN Min2
(1.Nanjing Iron and Steel Co.Ltd,Nanjing 210035,China;2.School of Materials and Metallurgy,Northeastern University,Shenyang 110819,China)
Production of ML40Cr cold heading wire rod coils was described.Cold heading wire rod produced by the process of basic oxygen furnace→LF ladle refining furnace→billet continuous casting→high-speed wire rolling was tested.The microstructure of the produced wire rod with diameter of 10 mm was ferrite and pearlite,the grain size was grade 9 to 10.The non-metallic inclusion grades of A,B,D type are 0.5,1.0~1.5 and 1.5~2.0 respectively.The amount of inclusion with equivalent diameter of 5 μm was 20 ~ 22 entries/mm2,which is considered to be relatively less and fine,and the average diameter of inclusion was3.656 ~3.891 μm.Based on the excellent combined mechanical properties and plastic degeneration ability,it is considered that the produced cold heading wire rod is satisfied for the requirements of standard parts production.
ML40Cr steel;clod heading;wire rod;rolling
TF769.2
A
1671-6620(2011)03-0164-04
2011-05-06.
国家自然科学基金资助 (51074039).
胡道峰(1965—)男,江苏沭阳人,高级工程师,E-mail:df5170@126.com;陈敏 (1969—),男,河北迁安人,东北大学教授,博士生导师.
