钢铁件冷变形加工前磷化处理
2011-12-27王文忠
电镀与环保 2011年6期
王文忠
(洛阳立微电子公司,河南洛阳 471003)
钢铁件冷变形加工前磷化处理
王文忠
(洛阳立微电子公司,河南洛阳 471003)
0 前言
冷变形加工是指在常温条件下对金属进行冷镦、拉拔、挤压处理使其发生变形的工艺。变形加工前对金属进行磷化及磷化之后的润滑处理,有利于减少模具与金属间的摩擦,提高金属表面的润滑性能,使冷变形加工变得容易,防止产生裂纹,对延长模具使用寿命有积极作用。
1 磷化处理
目前冷变形加工所用磷化液多是采用中温锌系磷化液,形成磷酸锌膜。这种磷化膜粗糙、多孔,为润滑剂的承载提供了良好的条件。磷酸锌与润滑皂(如硬脂酸钠)反应形成硬脂酸锌皂。这种皂在高压作用下具有优良的润滑性能。
锌系磷化液所形成的磷化膜的热稳定性、耐磨性、硬度不及锌-锰系磷化膜的,因此在特殊情况下也可考虑锌-锰系磷化。
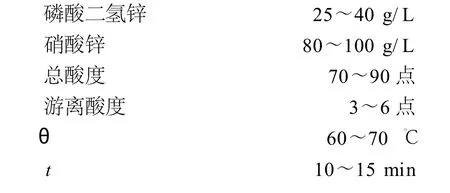
锌系中温磷化液配方及工作规范为:
锌-锰系中温磷化液配方及工作规范为:

2 润滑处理剂
如前所述,硬脂酸钠与磷酸锌生成不溶性硬脂酸锌皂,在变形加工过程中有良好的减摩润滑性能,并且使磷化膜孔隙率降低,防护性增加。磷化处理后的润滑剂一般含有一种或数种可溶性金属皂或胺皂,皂液温度一般为60~70℃,可采用硬脂酸钠5~9 g/L,处理10 min。最简单的可使用肥皂液,其质量浓度为60~70 g/L,温度为 45~65 ℃,浸30 min。
除此之外,变形加工用润滑剂还有动、植物油、矿物油、石灰、硼砂、二硫化钼等。
TQ 153
B
1000-4742(2011)06-0051-01
3 变形加工前磷化及润滑处理工艺流程

2010-10-04
