基于浮动式模具成形微型齿轮工艺研究
2011-12-21王春举单德彬
王春举,单德彬,郭 斌,周 健
(哈尔滨工业大学材料科学与工程学院,哈尔滨150001,E-mail:cjwang1978@hit.edu.cn)
基于浮动式模具成形微型齿轮工艺研究
王春举,单德彬,郭 斌,周 健
(哈尔滨工业大学材料科学与工程学院,哈尔滨150001,E-mail:cjwang1978@hit.edu.cn)
鉴于摩擦对微型零件塑性微成形过程的影响随表面积与体积之比增加而显著增大的现象,本文对微型齿轮零件成形设计了浮动式微型模具结构,并进行了等温成形实验研究.结果表明:可浮动凹模将摩擦阻力变为积极摩擦力,提高了坯料向模腔的填充能力,有效降低了成形载荷;对成形件的分析表明,成形件有良好的表面质量和微观组织结构.
塑性微成形;浮动式模具;积极摩擦力;微型齿轮
微机电系统(MEMS)和微电子技术的迅速发展和应用,促进了微型零件制造技术的发展.微塑性成形技术是以塑性变形的方式来成形微型零件的工艺方法,从制造工程的角度看,微塑性成形技术有加工成本低、效率高和可加工材料多等优势,因而具有很大的发展潜力[1].微塑性成形技术是指成形的零件尺寸或其特征尺寸小于1 mm,它不是传统塑性成形工艺的简单几何缩小,而是一个崭新的研究领域[2-3],国外学者在这方面已经作了大量的研究工作.在基础理论方面,荷兰的Raulea、德国的Engel和Tiesler教授等人[4-6]采用拉伸、镦粗和复合挤压等工艺研究了坯料尺寸、晶粒尺寸和摩擦条件等参数对材料微塑性成形性能的影响,并对微塑性成形的变形机理进行了研究.在成形设备方面,采用新式驱动器研制了微塑性成形装置,其中具有代表性的是日本的Saotome教授采用压电陶瓷作驱动器研制微型反挤压成形装置[7]和Schepp采用两个直线电机驱动研制的微塑性成形设备[8].在微型零件成形工艺方面,国外学者成形出多种微型零件,并且有些零件已经得到实际的应用.德国的Geiger教授[6]采用复合挤压成形工艺成功地成形出微型杯杆件,如图1所示.日本的Saotome教授[9]采用闭式模锻成形出分度圆直径分别为1 mm和2 mm的微型双齿轮件(图2),并使用该成形件组装出减速比为1/128的减速机构,目前,这一机构已经得到实际应用.为了提高微成形件的成形质量和机械性能,Saotome教授等人[10]将新型材料非晶态合金应用于微塑性成形.非晶态合金有非常好的微塑性成形性能,使用该材料可以成形出底边长只有5 μm的微金字塔型件,甚至可以填充槽宽只有0.2 μm的V型槽.在对非晶态合金微塑性成形性能研究的基础上,采用反挤成形工艺成功成形出分度圆直径只有100 μm的齿轮件[11].国内在微塑性成形技术方面的研究刚刚开始,哈尔滨工业大学的张凯锋教授对超塑性材料的微成形性能进行了研究[12];上海交通大学的阮学榆院士带领的课题组对铜微圆柱试样的镦粗变形规律进行了研究[13].
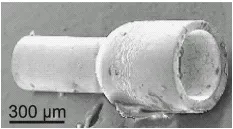
图1 杯杆件图
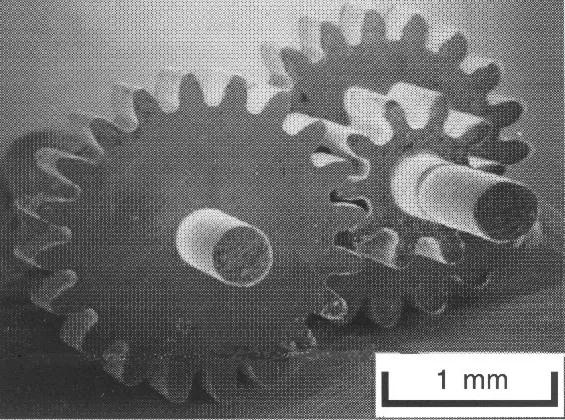
图2 微型双齿轮件
本文针对微塑性成形的特点设计了浮动式微型模具装置,并使用自行研制的设备进行了微型齿轮成形实验研究.
1 浮动式微型模具装置设计
零件几何尺寸的微型化给成形模具的设计和制造带来很大困难.成形零件几何尺寸小,一方面零件成形过程中外加载荷很难有效地施加到坯料上;另一方面,模具型腔的减小使得坯料的变形抗力相对增大,这就需要增加成形载荷才能成形出高质量零件.然而,模具几何尺寸小导致了模具强度不高,单纯的通过增加成形载荷来成形出高质量零件的方法是不可行的,这就需要针对微塑性成形的特点进行模具装置的设计.
本文提出了采用浮动式模具结构来成形微型齿轮,该模具装置主要有凹模、凸模、冲头、弹簧和其他零件组成,模具结构如图3所示.凹模通过垫环放置在弹簧上,可以在载荷作用下向下移动,从而实现凹模的浮动.凹模向下移动时,凸模放在支撑物上不能下移,因而外加载荷全部施加到坯料上,这有效提高了载荷利用率,可以降低成形过程中的外加载荷.
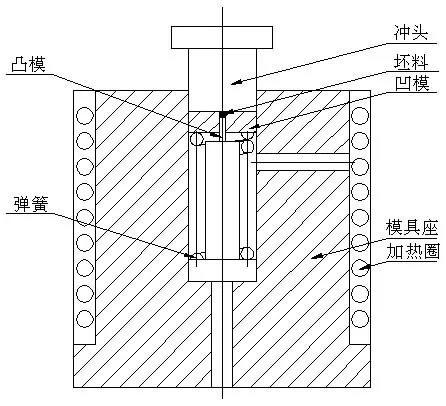
图3 浮动式微型模具装置示意图
微塑性成形中,模具型腔几何尺寸小,摩擦阻力使得坯料很难充满模具型腔,是影响微成形质量的重要因素之一.采用浮动式模具结构,可以改变摩擦力的方向,将其变为有利于成形的积极摩擦力,成形中坯料的受力示意图如图4所示.由图4可以看到,随着坯料的变形,坯料与凹模型腔的内壁接触并产生摩擦力,由于坯料变形中凹模是向下移动的,坯料与凹模型腔间的摩擦力方向与凹模移动方向一致也是向下的,坯料的这种受力状态有利于坯料向凹模型腔底部边角填充,从而有效提高了坯料的填充能力,在较小的外加载荷下就可以充满模具型腔.
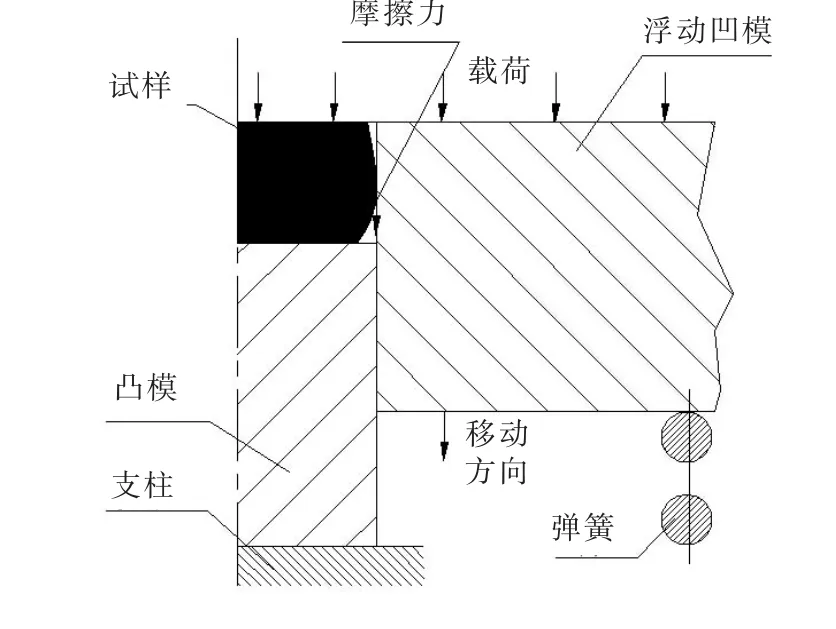
图4 浮动式模具坯料受力示意图
微塑性成形中的模具精度直接影响微型零件成形的精度,也是模具加工的难点.本文采用浮动式模具结构,在保证成形精度的前提下有效降低了模具加工的难度.图5为浮动式模具装置采用的微型齿轮模具,由凹模a)和凸模b)两部分组成.这两个零件由精细加工技术加工而成,成形精度为微米级,可以保证成形件外轮廓的几何精度.凸模与凹模间有一定的间隙,既可以保证凸模和凹模能够顺畅的相对滑动又不会影响成形件的成形精度.凸模由凹模来导向,因而对模具装置的其他零件精度要求不高,采用常规加工方法就可以实现,这有效降低了模具装置的加工难度和成本.并且,坯料放在凹模内进行成形,解决了坯料的放置和定位问题.为了获得所需厚度的微型齿轮,通过体积不变原则计算所需坯料的几何尺寸,并采用成形设备控制凹模运动行程.
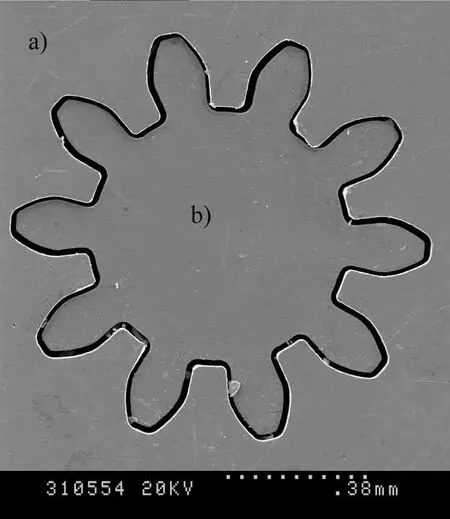
图5 微型齿轮模具
2 微型齿轮成形工艺研究
使用设计的微型浮动式模具装置进行了微型齿轮零件的微塑性成形实验研究.实验设备为自行设计的精密微塑性成形设备,可以对成形过程中的载荷、位移和加载速度等参数进行精确控制,同时完成数据的采集和记录.
2.1 微型齿轮成形实验
使用MB15镁合金材料,坯料尺寸为Φ0.7 mm ×1.0 mm,实验温度380℃,使用恒速度加载方式,加载速度为0.002 mm/s.微型齿轮模具参数为:模数0.1 mm,分度圆直径为1.0 mm,齿数为10个,成形微型齿轮厚度设定为0.5 mm.
微型齿轮成形过程中的载荷-冲头行程曲线如图6所示.分析微型齿轮的成形载荷-冲头行程曲线,可以将微型齿轮的成形过程分为3个阶段.第1阶段为镦粗变形阶段(OA段),该段坯料主要发生镦粗变形.第2阶段为齿腔填充阶段(AB段),坯料变形到一定程度后开始向微型齿轮齿腔内流动,成形载荷随着冲头行程的增大而增大,是成形的主要阶段.此时,坯料与模具型腔内壁已经接触产生积极摩擦力,利于坯料向模具底部边角充填,成形的微型齿轮件如图7(a)所示,可以看到成形件的底部已经基本充满,这说明浮动式模具结构作用明显.微型模具底部充满后,坯料开始充填齿形型腔的上部型腔,成形载荷在D处增加变快,然后又缓慢增加.当冲头行程达到0.45 mm时,微型模具型腔基本充满,只有上部边角处还没有完全充满,是成形的死角,填充困难,导致成形载荷迅速增加,当载荷达到120 N时整个模具型腔完全充满,这是成形的第3阶段——完全充满阶段(BC段),成形的微型齿轮件SEM照片如图7(b)所示.
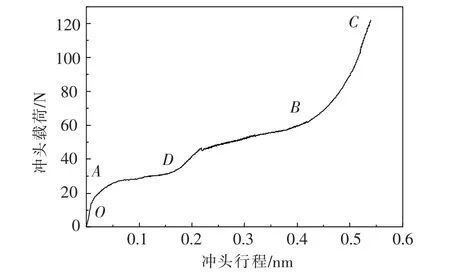
图6 微型齿轮载荷-冲头行程曲线
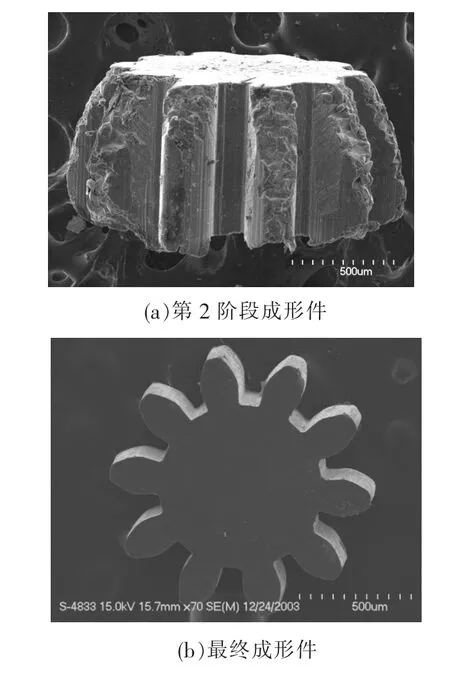
图7 微型齿轮成形件
为了检验浮动式模具结构的效果,与非浮动式模具结构进行对比.图8分别为非浮动式模具结构示意图和成形出的微型齿轮件,可以看到,当成形载荷达到500 N时,微齿轮的齿顶部分仍然没有充满,成形质量差.这表明浮动式模具不仅降低了成形载荷,而且提高了成形质量.
2.2 微型齿轮成形质量分析
图7(b)为成形的微型齿轮零件的SEM照片,可以看出成形件轮廓清晰、齿面光滑,没有毛刺,这说明成形的微型齿轮件有很好的表面质量.
对使用5A02铝合金材料成形的微型齿轮件进行了显微组织分析,图9为微型齿轮成形件的流线分布图.由图9可以看到,横截面上各处的流线是与齿轮齿形轮廓一致的,且流线分布密度不同.齿根部流线弯曲剧烈,密度很大;轮齿的心部流线密度变的稀疏,分布均匀.微型齿轮的这种显微组织结构提高了成形件的承载能力和抗弯曲疲劳强度.齿形表层的流线已经在摩擦力的作用下拉断,变为颗粒状,这避免了流线在成形件表面露头,提高了齿形面的耐磨损性能.
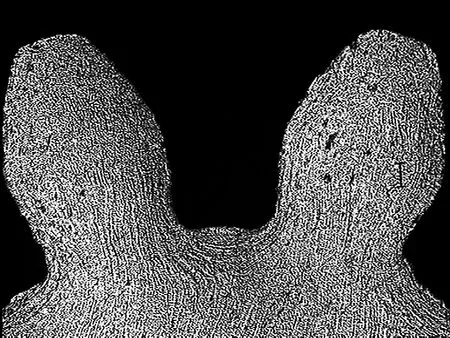
图9 微型齿轮的流线分布
3 结论
1)针对微成形特点设计了浮动式模具装置,将成形中的摩擦阻力变为积极摩擦力,改变了坯料的受力状态,可以降低成形载荷,利于坯料对模具型腔的填充,并解决了坯料的放置和定位问题.
2)微型齿轮的成形过程可以分为3个阶段,分别为镦粗变形、齿腔填充和最后充满阶段.其中,第2阶段齿腔填充是微型齿轮的主要阶段,该阶段齿腔底部首先充满,这表明模具浮动结构效果明显.与非浮动式模具相比,降低了成形载荷,提高了成形质量.
3)微成形件的表面观察和显微组织分析表明,成形件不仅有很好的表面质量,而且有良好的显微组织分布,有助于提高微成形件的力学性能和使用性能.
[1]ENGEL U,ECKSTEIN R.Mciroforming-from basic research to its realization[J].J of Materials Processing Technology,2002,125-126:35-44.
[2]张凯锋,雷鹍.面向微细制造的微成形技术[J].中国机械工程,2004,15(12):1121-1127.
[3]单德彬,郭斌,王春举,等.微塑性成形技术的研究进展[J].材料科学与工艺,2004,12(5):449-450.
[4]RAULEA L V,GOVAERT L E,BAAIJENS F P.Grain and specimen size effect in processing metal sheets[C]//Proceeding of the 6thICTP.Nuremberg:Springer Verlag,1999.939-944.
[5]TIESLER N,ENGEL U,GEIGER M.Basic research on cold forging of microparts[C]//Proceeding of the 7thICTP.Yokohama:Japan Society for Technology of Plasticity,2002.379-384.
[6]TIESLER N,ENGEL U,GEIGER M.Forming of Microparts-effects of Miniaturation on Friction[C]//Proceeding of the 6thICTP.Nuremberg:Springer Verlag,1999.889-894.
[7]SAOTOME Y,IWAZAKI H.Superplastic backward microextrusion of microparts for micro-electro-mechanical systems[J].J of Materials Processing Technology,2000,119:307-311.
[8] SCHEPP F.Linearmotorgetriebene Pressen für die Stanztechnik[M].Berichte aus Produktion und Umformtechnik.Aachen:Shaker Verlag,2002.
[9]SAOTOME Y,ITOH A,AMADA S.Supperplastic micro forming of double gear for milli-machines[C]//Proceeding of the 4thICTP.Beijing:International Academic Publisher,1993.2000-2005.
[10]SAOTOME Y,ITOH K,ZHANG T,et al.Superplastic nanoforming of Pd-based amorphous alloy[J].Scripta materialia,2001,44:1541-1545.
[11]SAOTOME Y,IWAZAKI H.Superplastic extrusion of microgear shaft of 10 μm in module[J].Microsystem Technologies,2000,6:126-129.
[12]张凯锋,王长丽.Zn-Al22超塑性微成形[J].机械工程学报,2004,40(5):82-86.
[13]SHEN Y,YU H P,RUAN X Y.The Test Study of Micro Copper Cylinder Upsetting[C]//Proceeding of the 1stICNFT.Harbin:Harbin Institute of Technology Publishers,2004.165-170.
Research on forming processes of microgears with floating micro-die
WANG Chun-ju,SHAN De-bin,GUO Bin,ZHOU Jian
(School of Materials Science and Engineering,Harbin Institute of Technology,Harbin 150001,China,E-mail:cjwang1978@hit.edu.cn)
Because the effect of friction on microforming increased quickly with the increasing of the ratio of surface to volume,in this paper,for the forming of microgear,a floating micro-die was designed,and isothermal forming tests of the microgears were carried out.The results show that the friction can be used to improve the billet to flow into die cavity by the floating micro-die so that the forming load is decreased obviously,and the formed microgears have good surface quality and microstructure.
microforming;floating micro-die;favorable friction;microgear
TG306 文献标志码:A 文章编号:1005-0299(2011)04-0011-04
2011-03-03.
国家自然科学基金重点资助项目(50835002);黑龙江省科技计划青年基金资助项目(QC08C55);高等学校博士学科点专项科研青年基金资助项目(200802131031).
王春举(1978-)男,博士;
单德彬(1967-),男,教授,博士生导师;
郭 斌(1963-),男,教授,博士生导师.
(编辑 吕雪梅)
