用于异(矩)型坯的推钢机结构设计
2011-11-18彭晓华
王 庆 彭 诚 彭晓华
(中冶赛迪工程技术股份有限公司,重庆 400013)
在连铸生产线上,坯子在经过冷床后,需要成组下线。由于吊运需要一定的周期,所以下线设备需具备分组和存放两大功能,以满足坯子缓存和成组下线的目的。随着近几年钢铁行业的发展,业主对连铸生产线的要求越来越高,期望一条线能同时生产多型号、多规格的铸坯。由我公司承担的某项工程,需满足生产异型坯和矩型坯的要求,推钢机负载、工况较传统的方坯线更复杂。为此,我们进行了设计研究。
1 改进前后的推钢机结构
1.1 改进前的推钢机结构
传统的推钢机结构如图1 所示。工作原理为:油缸作用于连杆3,带动传动轴转动,从而使得连杆2 带动小车移动,进而完成坯子的输送和分组工作。工作中,传动轴若受到较大的弯矩和扭矩,会导致传动轴产生扭转变形,经连杆机构放大后,使拨爪不在同一水平线上,给分组工作带来一定的困难。由于此工程的负载较大,传动轴承受的弯矩和扭矩会很大。如要通过加强传动轴强度来控制其变形,设备重量将增大,导致成本增加。所以,应考虑从结构方面进行优化。
1.2 用于异(矩)型坯的推钢机设计
业主提供的生产大纲及工艺要求如表1 所示。
基于该设备的工况、生产线工艺要求等因素,我公司以传统的推钢机结构为基础,对设备进行了优化改进。改进后的推钢机结构如图2 所示。

图1 传统结构的推钢机Figure 1 Pusher with traditional structure
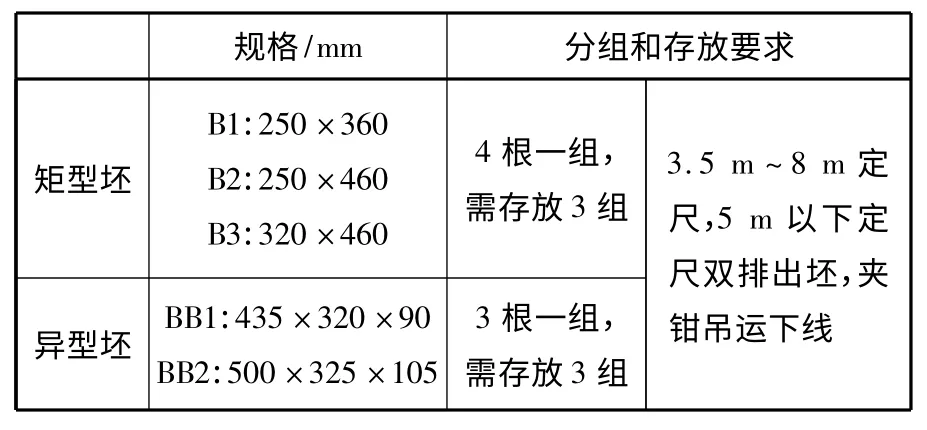
表1 某工程生产大纲Table 1 Production instruction for a certain project
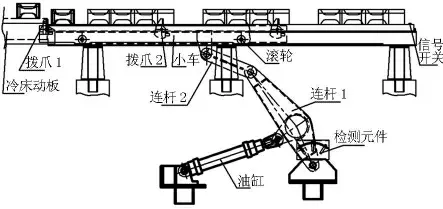
图2 改进后的推钢机结构Figure 2 Improved pusher structure
油缸直接作用于连杆1,使它受到的扭矩大大减小,并且连杆1 采用了箱形粱结构,有利于缓解连杆的变形。其工作原理为:当坯子通过冷床动板平移后,将坯子运送至推钢机的轨道面上,油缸驱动连杆1,带动连杆2,连杆2 带动小车移动,小车的拨爪推动坯子在轨道上平移。由于推钢机需满足异型坯和矩型坯两种形状、五种型号坯子的平移和分组要求,所以给平移小车设置了3 个拨爪,并让油缸提供两个不同的行程来达到目标。连杆1 上设置检测元件,通过检测摆动角度来控制小车的平移行程,并将信号反馈到液压系统中的插装阀,油缸便可在插装阀控制下完成启停和调节速度的功能。同时,为防止坯子滑出轨道面,在轨道末端设置信号开关发送控制信号,控制油缸的行程。
从图1 和图2 可以看出,在传统结构基础上优化的推钢机结构,连杆1 的受力情况得到了大大的改善,有利于减小其变形,保证拨爪的位置在同一水平线上,有利于提高设备的寿命。
2 坯子输送及分组流程
由于坯子最终将通过夹钳吊运,所以组与组之间需留一定的空间,具体尺寸根据夹具尺寸而定。由于本工程存在异型坯,所以即便拨爪2 采用了“不倒翁”结构,但推钢机在后退的工作中,仍然不能将拨爪“埋藏”于异型坯翼缘处,以避免推钢机前进时将坯子拨走。经过分析,可以得出小车的平移行程分别为850 mm 和2 670 mm,其控制信号通过检测元件完成。坯子输送和分组的流程如图3、图4 所示(仅示意BB2 和B3 号坯子)。由图3、图4 可知,生产矩型坯时吊运工作需要在第十八步到第二十二步的时间内完成;生产异型坯时吊运工作需要在第十三步到第十六步的时间内完成,具体行程通过计算完成,后续工作以此类推。
3 油缸选型计算
推钢机运行的动力来自于油缸的推力,所以油缸的选型至关重要。系统的受力示意图如图5所示。

图3 矩型坯输送及分组流程图Figure 3 Flow chart of rectangular bloom transportation and grouping
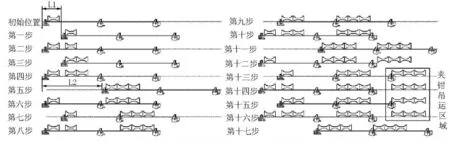
图4 异型坯输送及分组流程图Figure 4 Flow chart of shaped blank transportation and grouping
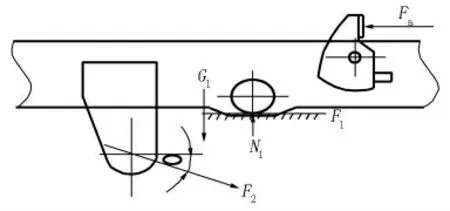
图5 平移小车受力示意图Figure 5 Schematic drawing of force bearing on mobile car
由力学平衡方程有:
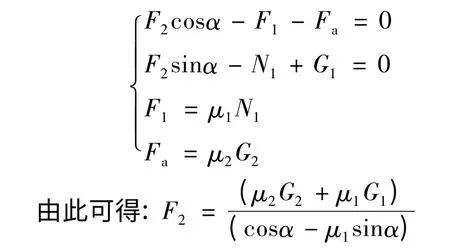
式中,G1为平移小车重量,单位为t;G2为坯子重量,单位为t;μ1为平移小车车轮与轨道的摩擦系数;μ2为坯子与支撑轨道的摩擦系数;α 为连杆拉力与水平线的夹角,随平移小车行程x 的变化而变化;F2为连杆机构提供的动力,单位为t。
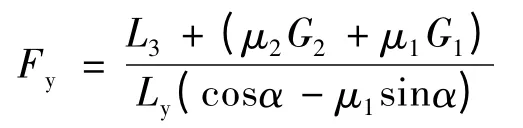
根据图6 所示的受力示意图可得(由于连杆的重力关于A 点的力矩较小,所以忽略不计):
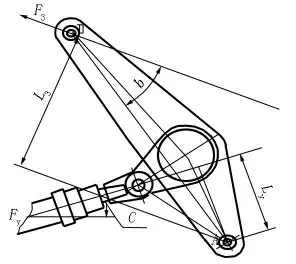
图6 连杆结构受力图Figure 6 Force bearing diagram of connecting rod structure

式中,F3为连杆机构提供的动力,单位为t;L3为F3绕A 点转动的力臂,单位为mm;Ly为Fy绕A点转动的力臂,单位为mm;∠b、∠c 随平移小车行程x 的变化而变化,L3、Ly跟随其变化。
由此可得:
推钢机连杆传动机构简化图如图7 所示。图中B0、C0、D0点分别代表初始位置,B、C、D 点分别代表平移小车移动x 后连杆铰点的位置;AE0、AE 分别代表初始状态、平移后状态F3对应的力臂;AF0、AF 分别代表初始状态、平移后状态油缸力Fy对应的力臂。以4.5 m 长的B3 号坯子为例,具体计算参数为:G1=2.5 t,μ1=0.017 5,G2=46.44 t,μ2=0.3,小车平移行程为0~2 670 mm。研究中采用MATLAB 程序编程计算,可以得出小车行程x 与力臂L3、Ly、油缸行程y 之间的关系,如图8 所示。小车行程x 大于2 000 mm后,其工况最为恶劣,所需油缸力Fy与小车行程x 的关系如图9 所示。
由图9 可以得出,最大油缸力为45.1 t,背压为3 MPa,油缸的工作压力为20 MPa,由此可以计算出活塞的直径(活塞杆与活塞的直径之比为n=0.71)为:

选型时,应考虑一定的安全系数。应大于176 mm,查取样本即可以选取油缸。
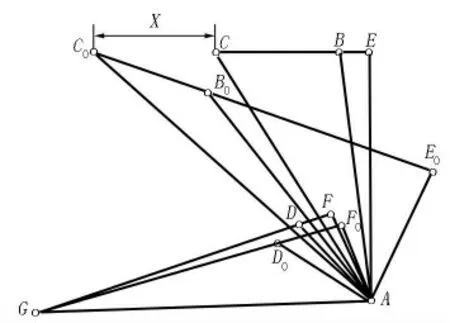
图7 连杆连接点关系图Figure 7 Relation diagram of connecting rod junction points
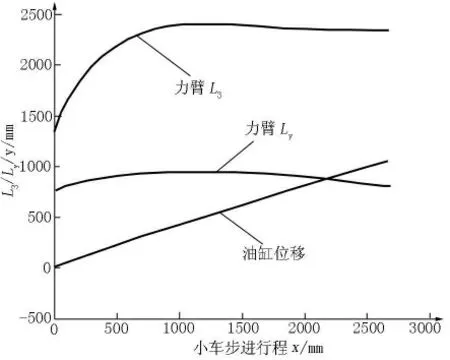
图8 小车步进行程与其他参数关系图Figure 8 Relation diagram between car stepping stroke and other parameters

图9 小车步进行程与油缸力关系图Figure 9 Relation diagram between car stepping stroke and oil cylinder force
4 结论
根据异型坯、矩型坯连铸机的工艺要求,设计了一种适应两种形状、多种型号坯料的推钢机。对连杆传动机构进行了优化和改进。改进后的推钢机能满足生产异型坯和矩型坯的要求。
[1]王浦江.小方坯连铸机[M].北京:北京钢铁研究总院,1998.
[2]任绪年,乔翠侠,包家汉.基于推钢机机构的摇杆本体有限元分析[J].制造业信息化,2009(1):94-95.
[3]强志刚,苏顺德,罗晓广.异型坯连铸机推钢机的压力控制[J].连铸,2004(03):38-39.
