托辊式运卷小车托辊中心距设计分析
2011-11-18郑忠良
马 鹏 郑忠良
(中国二重设计研究院,四川 618000)
某4 000 mm 热轧机组中,运卷小车是该机组主要的运输卷材设备,用于将卷材输出至鞍座进行打捆及称重。运卷小车位于卷取机下方,可横向移动,横移方向与轧制中心线互相垂直。运卷小车动作过程为:当卷取机卷取完成后,处于卷筒下方的运卷小车,升起托卷装置,托住带卷,卷筒上下压辊打开,卷筒缩径,卷取机活动支承打开,启动运卷小车平移装置水平动作运下带卷、由小车将带卷送往鞍座处,完成运卷。
由于卷材直径与宽度较大,若托卷装置托辊中心距较小,在托辊上的卷材将处于不稳定状态。合理设计托辊中心距对保证小车横向移动平稳,带卷不出现倾覆起着十分重要的作用,同时对热轧线上卷取机前后辊道的辊子中心距有直接影响。
1 运卷小车托卷装置
1.1 运卷小车结构
本运卷小车主要设备由横移装置与升降托卷装置两部分组成。升降托卷装置为两导向杆式,该装置的导向由升降液压缸驱动升降,小车横向移动由齿轮马达驱动。结构示意见图1。
1.2 成品卷规格
材料:铝合金
卷重:25 t(最大)
卷径:内径:610 mm
外径:1 000 mm~2 400 mm
卷宽:1 000 mm~3 000 mm

图1 运卷小车Figure 1 Coil car
2 托辊装置类型
常用的托卷装置有托辊与V 型槽两种。由于托卷装置与卷材在宽度上有较大差异,卷材存在失稳的趋势,所以应从理论上对托卷中心距进行分析确定。托辊与V 型槽见图2、图3。
3 托辊中心距设计分析
运卷小车托卷装置接住带卷后,若轨道平顺、无安装误差,小车按理想状态移动,带卷只受到托辊支持力与自身重力,处于平衡状态,其受力分析示意图见图4。
平衡方程为:

图2 托辊Figure 2 Cradle roller

图3 V 型槽Figure 3 V-shaped groove
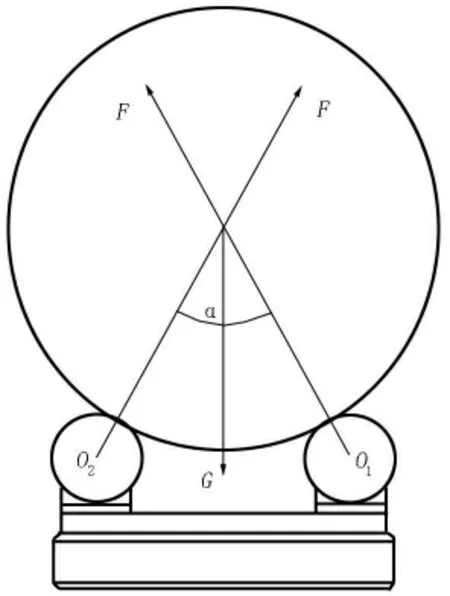
图4 带卷受力分析一Figure 4 Analysis Ⅰon coil under stress

此时带卷在托卷装置上稳定。
但是,在实际轧制线上,运卷小车运行的轨道存在轨道不平顺、三角坑等现象,同时轨道在安装时会有一定的平面度与平行度误差,这些误差会引起小车运行过程中受到随机冲击载荷,影响小车运行稳定性,严重时可能造成带卷倾覆坠落。所以在设计过程中,合理设计托辊中心距,对满足小车在轨道允许误差范围内的稳定性至关重要。
设轨道平面最高点与最低点差为h,托辊中心距为l。考虑线路最不利情况,假设运卷小车前后一侧车轮轨道面最高点与最低点相邻,运卷小车在运行时直接由轨道平面最高点瞬间到达最低点,此时带卷会受到一冲击载荷,其受力分析见图5。

图5 带卷受力分析二Figure 5 Analysis Ⅱon coil under stress
当运卷小车某一侧车轮由轨道面最高点落至最低点,带卷与托辊会出现短暂分离状态,带卷由最高点落至最低点。当带卷再次落在托辊上时,会产生一冲击载荷。带卷接触托辊前速度为v,则带卷接触托辊后速度为-v,带卷与托辊再次接触瞬间作用时间长度为t,带卷质量为m,带卷最大半径为R,托辊半径为r。
由动能定理得:

由冲量定理得:

由力矩法校核倾覆稳定性基本原则是作用于带卷上包括自重在内的各项载荷对危险倾覆边的力矩代数和必须大于或至少等于0,即ΣM≥0。为保证带卷在冲击力作用下不发生倾覆,应满足:
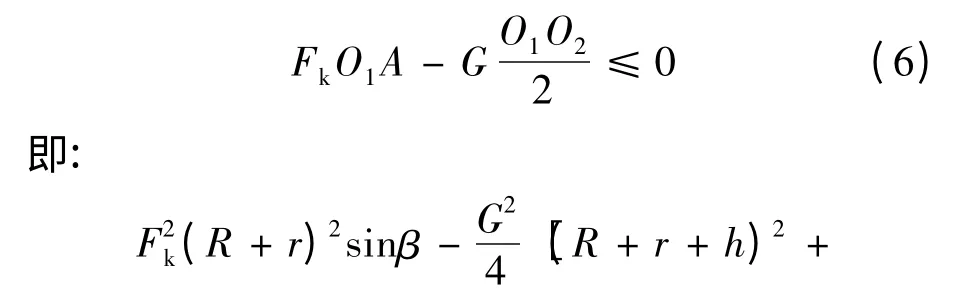

令b=R+r,α≈β。由式(3)、式(5)、式(7)得到:
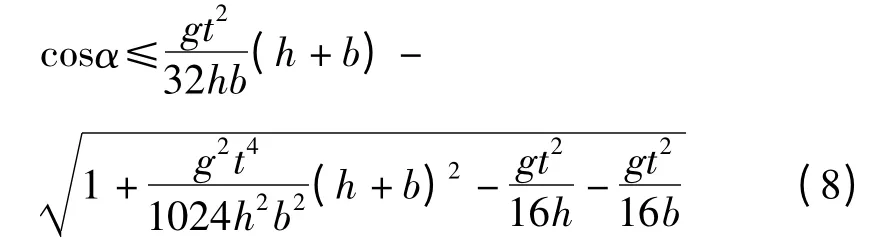
由于轨道轨面高差h 值很小,可简化计算,式(8)简化如下。

托辊中心距为:

当铝卷最大半径R=1 200 mm,托辊半径r=100 mm,轨道平面最高点与最低点差分别为2.5 mm、3.2 mm、3.5 mm。可由式(9)得到托辊中心与带卷中心的最小夹角α 分别为12.6°、23.9°、41.4°。托辊中心距分别为285 mm、538 mm、910 mm。本设备根据轨道面安装平面度误差以及运卷小车线上布置位置,最终确定α≈26°,托辊中心距为580 mm。
由此可知,运卷小车中心距设计应主要考虑轨道平面度误差、带卷的直径以及托卷直径。在进行轨道安装时,应保证轨道平面度与平行度在误差范围内,避免运行过程中带卷发生倾覆。在选取托卷中心距时,还应综合考虑托卷装置处于轧线上的位置,避免设备之间发生干涉。
4 防带材塌头过渡板设计
由上述分析可知,随着卷材最大卷径的增大,托辊中心距会随之增大。本设备在正常轧制时处于轧线位置,为防止带材在通过托卷装置时带材钻入托辊辊间,撞击托辊,影响轧制生产顺利进行,在两托辊中间安装了圆弧形过渡板。结构见图6。

图6 圆弧过渡板Figure 6 Circular arc transition plate
5 结束语
运卷小车是轧制线上重要设备之一,对线上卷材的运输,以及整个轧制流程顺利进行起着重要作用。运卷小车在运卷过程中,应保证带卷稳定运行。其托卷装置上托辊的中心距的大小决定着带卷是否稳定,在设计过程中,应充分考虑带卷最大直径、托辊直径以及轨道安装的误差要求,选取合理的托辊中心距,同时保证托卷装置不与线上设备发生干涉。
[1]廖斌,朱丽华.托辊装置在型钢矫直中的应用.冶金设备,2010,5:51-52.
[2]邹家祥.轧钢机械.北京:冶金工业出版社,2000.
[3]李强,任凤萍.运卷小车快速上升准确定位的简易方法.改造与更新,2010:49-50.
