机架辊齿轮同步安装方法
2011-11-18陈忠宏
陈忠宏
(中国第一重型机械股份公司营销事业部,辽宁 116600)
机架辊是轧机设备中的重要组成部分,它是由三个辊子靠齿轮间的相互啮合进行传动的。要求在安装时必须确保每根辊子两端的齿轮保持同步,它的精度直接决定着钢板的走向和设备的使用寿命。齿轮分别冷装在机架辊的两端,齿轮和辊子间的过盈量为0.26 mm,两端齿轮对中要求0.2 mm。若满足不了技术要求,则在以后的使用过程中会出现钢板跑偏现象,并且由于齿轮不同步,将会产生很大的摩擦及应力,对齿轮的使用寿命有很大的影响。
由于装配过盈量较大,很难拆装,并且还要求两端齿轮对中,所以如何做到一次装配成功,对提高生产效率和保证机架辊正常运行非常重要。
1 加工工艺
1.1 辊子工艺孔的加工
在数控铣床上加工机架辊两端内孔及端面的同时,不用卸活件及重新找正装夹,按照先前加工活件时的基准,以两端小轴圈圆定辊子轴心,端面上在通过轴心的竖直线上将有一点和∅300 mm的分度圆相交,在交点处钻铰一()mm、深30 mm 的工艺孔。用同样的方法,在辊子另一端的对称位置处钻一()mm、深30 mm的工艺孔。用这种方式加工的两孔对称度能达到图纸技术要求。辊子工艺孔加工示意图如图1 所示。
1.2 工艺销加工

图1 辊子工艺孔加工示意图Figure 1 Schematic drawing of fabrication hole machining on roller
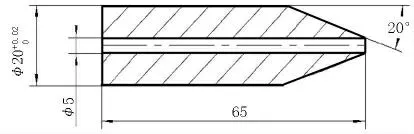
图2 工艺销加工图Figure 2 Fabrication pin machining drawing
1.3 齿轮工艺孔的加工
将自制的两个直径相同的样棒放在齿轮的小齿上(中间根据实际需要,必须搁开几个齿,两样棒间所夹的齿数必须相同),将两个样棒找平,然后圈齿轮轴定齿轮中心,在齿轮的端面∅300 mm的分度圆上有一点和两个样棒的垂直平分线有一个交点,在交点处钻铰、深40mm的销孔(冷装时收缩,所以加工孔时要适当放大孔的尺寸)。然后再以同样的方法用样棒在另一个齿轮∅300mm的分度圆上钻铰、深40 mm 的工艺孔。齿轮工艺孔加工示意图见图3。
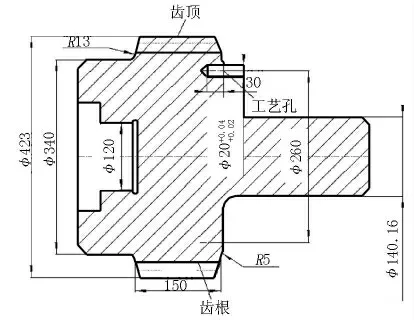
图3 齿轮工艺孔加工示意图Figure 3 Schematic drawing of fabrication hole machining on gear
2 装配
将所加工的工艺销和齿轮放在液态氮中进行冷却,待一定时间将销子分别冷装在辊子的两端工艺孔中,锥度方向向外,然后将齿轮取出分别按照加工孔的位置顺销子的锥度方向安装进去,用击打法敲击一段时间,确保冷装满足图纸技术要求。
3 结束语
利用这种方法安装的齿轮,两端齿轮同步均控制在0.1 mm 之内,达到图纸技术要求,得到用户及外方专家的认可,交检合格率达100%。
