超高强度钢激光焊接工艺与接头力学性能
2011-11-14马东升
马东升
(吉林泰安空间结构股份有限公司,吉林 长春 130031)
超高强度钢激光焊接工艺与接头力学性能
马东升
(吉林泰安空间结构股份有限公司,吉林 长春 130031)
采用Yb∶YAG激光焊接系统对热成形超高强度钢搭接和对接两种接头形式下的焊接工艺和接头力学性能进行了研究,并采用激光共焦显微镜观察接头各部分的微观组织。试验结果表明,在激光功率和离焦量保持不变的条件下,焊接速度对两种接头形式下的接头力学性能影响显著。搭接接头抗剪力随焊接速度的增加而减小,且试样均断裂于焊缝搭接面处;对接接头抗拉强度随焊接速度的增加而增大,试样断裂于热影响区。焊缝微观组织为板条马氏体,热影响区有部分铁素体析出,导致此处强度降低,因而断裂发生在热影响区处。
超高强度钢;激光焊接;搭接接头;对接接头;力学性能
0 前言
近些年来,随着世界范围内能源消耗问题日益严重,燃料价格不断上升,汽车轻量化越来越受到人们的重视。在减轻车身质量的同时,要保证汽车行驶的安全性、耐撞性、抗振性以及舒适性,同时也要控制车身成本,这就给汽车产业带来了巨大挑战[1]。
目前,国内外部分新车型采用了高强度钢,如双相钢、相变诱导塑性钢、复相钢以及马氏体钢[2]。其中经过热成形工艺得到的超高强度钢强度可以达到1500MPa以上[3-4]。为了保证碰撞后车内仍有足够空间,要求车身结构件没有变形或变形量很小,而超高强度钢板以其超高的强度和硬度具备上述特点,主要应用于制造车门防撞梁、前后保险杠、B柱加强板、地板中通道等。
激光焊接以其热源集中、能量密度高、热影响区小和易于实现自动化等优点被广泛应用于车身焊接中[5]。目前白车身制造主要采用点焊工艺,点焊时工件要有足够的搭接宽度,一般为16 mm;而激光焊接是单边、非接触焊接,激光搭接时只需要5 mm[6];激光对接则无需搭接宽度,大大减少了材料用量,进而减轻了车身质量。在此采用激光焊接工艺对超高强度钢进行试验,研究不同接头形式(搭接接头和对接接头)下的焊接工艺和接头力学性能,选取典型试样分析接头各部分的微观组织。
1 激光焊接工艺试验
1.1 试验材料和设备
试验材料选取1.9 mm厚的超高强度淬火钢板,规格120 mm×25 mm×1.9 mm,牌号EN10292TL4225,化学成分如表1所示。超高强度钢是经热成形工艺得到的,成形之前母材强度为500~600 MPa,成形之后母材的屈服强度可以达到1 200 MPa以上,抗拉强度达1 500 MPa以上,微观组织也由先前的铁素体和少量珠光体转变为完全的马氏体组织。
试验设备采用德国TRUMPF公司生产的Yb∶YAG固体激光器,通过光纤与机器人相连。最大输出功率4 kW,连续输出模式,激光波长1 064 nm,容易被多种金属吸收。

表1 材料的化学成分Tab.1 Chemical compositions of the materials %
1.2 试验方案
接头设计采取搭接和对接两种形式,如图1所示。搭接接头要保证板面贴合紧密,对接接头要保证试样的边缘贴合紧密,两种接头形式的间隙均控制在0.1 mm以内。试样放置好后,利用自制的夹具加紧,防止试样在热应力的作用下发生错位。焊前对试样焊接位置进行打磨,去除表面氧化层,然后用丙酮清洗、擦拭试样表面,去除试样表面的锈迹、油脂等。

图1 搭接接头示意Fig.1 Drawing of the lap joint
激光焊接工艺参数主要包括激光功率、离焦量、焊接速度等。激光功率对熔深有重要影响,由于搭接和对接两种接头形式的板厚不同,应采取不同的激光功率以确保试样可以被完全焊透;离焦量是指焦点与焊接表面的距离差,对焊接熔深影响较大,采用负离焦时,材料内部功率密度比表面高,易形成更强的熔化、汽化,使光能向材料更深处传递,能够获得更大的熔深,本试验中离焦量为板厚的1/4~1/3;焊接速度是激光焊接中的主要参数,对焊缝质量有重要影响。本试验重点调节焊接速度,分析焊接速度对焊缝成形及力学性能的影响。两种接头形式的焊接参数如表2和表3所示。
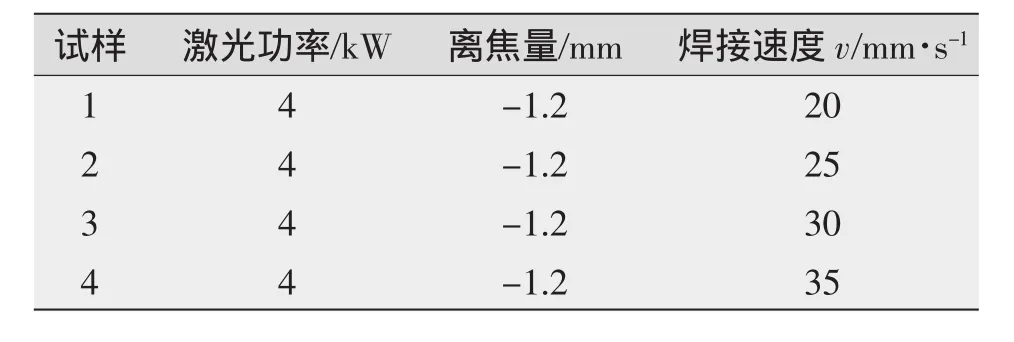
表2 搭接接头焊接参数Tab.2 Welding parameters of the lap joint

表3 对接接头焊接参数Tab.3 Welding parameters of the butt joint
焊后利用万能试验机对焊接试样进行拉伸性能测试,分析焊接速度对搭接接头抗剪力和对接接头拉伸强度的影响,试验中加载速率为4 mm/min。然后选取有代表性的试样,在光学显微镜下观察焊缝及影响区的微观组织。
2 结果与讨论
2.1 搭接接头的焊缝熔宽和力学性能
试验结果表明,当焊接速度小于35 mm/s时,试样可以被完全焊透。焊接速度对焊缝搭接面处宽度的影响如图2所示。可以看出,焊缝搭接面处宽度随着焊接速度的增加而减小。这是由于激光功率保持不变时,焊接热输入主要取决于焊接速度。当焊接速度增加时,激光作用于试样的时间变短,焊接热输入也因此减小,所以焊缝宽度减小。

图2 焊接速度对焊缝搭接面处宽度的影响Fig.2 Effect of the welding speed on the widths at different positions of the weld metals
接头抗剪力是衡量搭接接头力学性能的重要标准。焊接速度对接头抗剪力的影响如表4所示。由表4可知,接头抗剪力随焊接速度的增加而减小。这是因为对于搭接接头来说,拉伸过程中搭接面处形成强烈的应力集中,断裂发生在此处,接头抗剪力主要取决于搭接面处的结合面积。焊接速度增加时,焊接热输入减少,搭接面处结合面积减小,抗剪力也因此减小。当焊接速度为20 mm/s时,接头抗剪力最大(12.17 kN)。

表4 焊接速度对接头抗剪力的影响Tab.4 Influence of the welding speed on the fractured load
2.2 对接接头的焊缝熔宽和力学性能
试验结果表明,在表3所示的焊接参数下,对接试样可以被完全焊透。焊接速度对焊缝熔宽的影响如图3所示。当焊接速度增加时,焊缝熔宽也随着减小。

图3 焊接速度对焊缝熔宽的影响Fig.3 Effect of welding speed on the widths of weld metals
焊接速度对接头抗拉强度的影响如表5所示。由表5可知,接头抗拉强度随焊接速度的增加而增大。与搭接接头不同,对接接头在拉伸过程中承受的是正拉力,而不是拉剪力,在拉伸过程中没有明显的应力集中,断裂发生在强度最低处。试验结果表明,试样均断裂在热影响区处。试样在被完全焊透的情况下,焊接速度增加时,热影响区处晶粒来不及长大,晶粒较细小,导致强度增加。

表5 焊接速度对接头抗拉强度的影响Tab.5 Influence of the welding speed on the tensile strength
2.3 微观组织
两种接头形式的微观组织无明显区别,在此选取焊接速度为40 mm/s的对接接头做组织分析。首先将试样进行打磨、抛光,然后用硝酸酒精溶液进行腐蚀,最后在激光共焦光学显微镜下观察试样的微观组织。
接头不同区域的微观组织如图4所示。由图4a可知,焊缝为马氏体组织。这是因为激光焊接具有极高的加热和冷却速度,焊接完成后金属相当于在空气中淬火,因而得到了马氏体组织。由图4b可知,热影响区为马氏体和铁素体的混合组织。这是由于加热到金属的Ac1温度时,金属发生了再结晶现象,马氏体中过饱和的碳析出,部分马氏体转变为铁素体,析出的铁素体会降低该处强度,所以对接接头在拉伸性能测试中,接头均断裂于热影响区。母材是经过热成形工艺得到的,微观组织为典型的板条马氏体,如图4c所示。
3 结论
(1)搭接接头焊缝搭接面处宽度随焊接速度的增加而减小,接头抗剪力也随之减小。拉剪过程中,搭接面处形成强烈的应力集中,试样断裂于搭接面处。
(2)对接接头焊缝熔宽随焊接速度的增加而减小,接头抗拉强度随焊接速度的增加而增加。这主要是晶粒细化所致,试样断裂于热影响区处。
(3)焊缝组织为典型马氏体。热影响区为马氏体和铁素体的混合组织。这是因为在热影响区发生了再结晶现象,部分马氏体转变为铁素体,导致此处强度降低。
[1]韩 宁,乔广明.汽车车身材料的轻量化[J].林业机械与木工设备,2010,38(1):50-52.
[2]唐仕鹏,唐国香.超高强度钢在汽车车身上的应用[J].汽车工艺与材料,2010(9):50-52.
[3]Merklein M,Lechler J.Investigation of the thermo-mechanical properties of hot stamping steels[J].Materials Processing Technology,2006(177):452-455.
[4] Turetta A,Bruschi S,Ghiotti A.Investigation of 22MnB5 formability in hot stamping operations[J].Journal of Materials Processing Technology,2006(177):396-400.
[5]伍 强,陈根余.CO2激光焊接车身拼焊板[J].中国激光,2007(12):1726-1731.
[6]李得胜.汽车用钢的激光搭接焊与电阻点焊的对比试验研究[D].长沙:湖南大学,2010.
Welding process and joint mechanical properties of laser welding of ultra-high strength steel
MA Dong-sheng
(Jilin Taian Space Structure Co.,Ltd.,Changchun 130031,China)
Based on the experiments using the Yb∶YAG laser welding system,the welding process and joint mechanical properties of hot-forming ultra-high strength steel under butt and lap joint designing types are investigated,and the microstructures of different zones are observed by laser confocal microscope.The experimental results indicate that the welding speed has a significant effect on the joint mechanical properties in the condition that the laser power and defocusing amount keep constant.For the lap joint,the fractured load decreases with the increasing of the welding speed and the specimens were all fractured in the lap interface;for the butt joint,the joint tensile strength increases with the increasing of the welding speed and the specimens were all fractured in the heat affected zone.Microstructures of the fusion zones are martensite,and some soft ferrite appeared in the heat affected zone causing the tensile strength decrease,therefore the fracture occurred in this region.
ultra-high strength steel;laser welding;lap joint;butt joint;mechanical properties
TG456.7
A
1001-2303(2011)12-0035-04
2011-06-13
工信部高档数控机床与基础制造装备科技重大专项资助项目(2009ZX04014-072-01);吉林省科技发展计划资助项目(20080507);吉林大学基本科研业务资助项目(20090318)
马东升(1968—),男,吉林人,高级工程师,主要从事金属材料连接技术的研究工作。

图4 接头各部分微观组织Fig.4 Microstructures of the different zones of the weld metal