橡实淀粉生料发酵生产燃料酒精工艺研究
2011-11-14李安平谢碧霞田玉峰丁颜鹏
李安平 谢碧霞 田玉峰 丁颜鹏
(中南林业科技大学,长沙 411004)
橡实淀粉生料发酵生产燃料酒精工艺研究
李安平 谢碧霞 田玉峰 丁颜鹏
(中南林业科技大学,长沙 411004)
对以橡实淀粉为原料生料发酵生产燃料酒精的工艺条件进行了研究。结果表明:采用超声波助提法可有效脱除单宁,提高橡实淀粉的燃料酒精转化率。单因素试验和正交试验得出的橡实淀粉生料发酵最佳工艺参数为料水比16∶10,α-淀粉酶50 U/g,糖化酶190 U/g,发酵温度25℃,发酵时间7 d。
橡实淀粉 生料发酵 酒精 工艺
燃料酒精作为一种可再生的洁净能源,能替代日益稀少、不可再生的石油化工产品,具有广阔的市场前景[1]。然而,传统用粮食生产酒精的巨额成本限制了燃料酒精的推广使用,而且以玉米等粮食为原料生产酒精,必然引发粮食价格上涨。因此,寻求廉价易得的酒精生物质原料成为国内外研究的热点。
橡实是泛指除大量栽培种板栗以外的壳斗科(Fagaceae)植物种仁的总称。我国橡实资源非常丰富,据统计橡实林面积达1.33 ×107~1.6 ×107hm2,年产橡实估计在60~70亿 kg[2]。橡实种仁中淀粉质量分数达30%~70%,其中又以石栎属和栗属淀粉质量分数较高,可达60%~80%。大多数橡实种仁具有较重的苦味,不能直接食用,实际利用较少。以橡实淀粉为原料生产生物燃料酒精则是一条较好的利用途径。传统的酒精生产工艺中,原料需先粉碎蒸煮、糖化后再发酵蒸馏出酒精,其工艺复杂,能耗大,成本高[3]。本研究以橡实的典型代表——栓皮栎(Quercus variabilis)为对象[4],对橡实免蒸煮生料酒精发酵进行了试验,以期为橡实淀粉质原料生料酒精发酵的高效、节能、降耗新工艺提供技术参数。
1 材料与方法
1.1 试验材料
新鲜栓皮栎:湖南省南岳森林植物园;糖化酶(50 000 U/g)、20 000α -淀粉酶(20 000 U/g):苏州普瑞信生物技术有限公司;其他试剂均为分析纯。
1.2 菌种
白酒王活性干酵母,用2%的葡萄糖溶液30℃活化1 h备用:湖北宜昌安琪酵母股份有限公司。
1.3 仪器与设备
高压灭菌锅:四川省新德医疗器械有限公司;ZN-04A型粉碎机:北京兴时利和科技发展有限公;DM-LZ150立轴式磨浆机:广西柳州市金海食品机械厂;无菌操作台:苏州亿达净化实验室设备;WD800G型微波炉:广东格兰仕集团有限公司;TDL-40B式离心机:上海市金鹏分析仪器有限公司;HSX智能恒温恒湿培养箱:金坛市万华实验仪器厂。
1.4 橡实淀粉乙醇制备工艺
橡实种仁→去壳→磨浆→浸泡洗涤去单宁→静置分层→橡实淀粉→酶处理→接种发酵→蒸馏→燃料乙醇
1.5 橡实淀粉单宁脱出试验
橡实淀粉单宁脱出试验分别采用常规水浸提法、超声波助提法和微波助提法。
常规水浸提法:将洗净的橡实种仁与水混合磨浆后放入浸泡池浸泡,温度为25~35℃,浸泡约10 h后换水继续浸泡,换水3~4次即可。
超声波助提法:将洗净的橡实种仁与水混合磨浆后放入超声波处理盒内,超声波频率设定为47.6 kHz、功率为454 W,料液温度为30℃,料水比1∶30,超声波处理时间为40 min。
微波助提法:将洗净的橡实种仁与水混合磨浆后放入微波处理盒内,微波功率设定为800 W,料液温度为30℃,料水比为1∶30,微波处理时间为40 min。
1.6 单宁的测定
单宁用722型分光光度计比色法测定。
1.7 酒精度测定
取100 mL待测定液到蒸馏瓶中,加入100 mL蒸馏水,混匀后蒸馏。取馏出液100 mL用酒精计测定20℃条件下馏出液中的酒精度。
1.8 酒精转化率[5]
酒精转化率=(酒精体积×酒精度)/淀粉质量×100%
2 结果与分析
2.1 不同单宁脱除方法对橡实淀粉酒精转化率的影响
橡实含有较丰富的单宁成分,不仅对口感和消化有不良影响,而且对酵母发酵有一定的抑制作用,降低酒精转化率,因此,橡实淀粉发酵前须设法降低单宁含量。分别采用常规水浸提法、超声波助提法、微波助提法等3种方法处理,在料水比16∶10,糖化酶、α-淀粉酶和干酵母添加量(以橡实淀粉质量为基础)分别为180 U/g、10 U/g和0.15%,在30 ℃下处理30 min,然后在30℃下发酵8 d,考察3种方法对橡实淀粉发酵酒精转化率的影响,结果如表1。

表1 不同单宁脱除方法对橡实淀粉酒精转化率的影响
由表1可知,3种提取方法对橡实单宁的脱除有显著性影响(P≤0.05),其中以超声波助提法与微波助提法效果较好。橡实淀粉分别采用3种方法脱除单宁后发酵,测得它们的酒精转化率有显著性差异(P≤0.05),其中酒精转化率最高的是超声波助提法,最低的是常规水浸提法。常规水浸提法成本较低,时间较长,而超声波助提法和微波助提法耗时较短,效率较高,有益于工业化生产,但微波助提法对操作人员有一定辐射伤害,因此,采用超声波助提法是较好选择。
2.2 料水比对橡实淀粉生料发酵酒精的影响
在糖化酶、α-淀粉酶和干酵母添加量分别为180 U/g、10 U/g和0.15%的条件下,经35℃处理30 min,然后在30℃下发酵8 d,测试不同料水比对橡实淀粉生料发酵的影响,结果见图1。
随着料水比的增加,醪液酒精度逐渐提高,但当料水比高于16∶10后,醪液酒精度增加平缓。料水比高,醪液酒度就高,生产发酵用水就少,蒸馏工段的能耗相应也少。这与张纪鹏等[6]的研究结论相一致。同时,随着料水比的增加,橡实淀粉的酒精转化率逐渐降低。料水比提高,醪液酒度就越高,酒精对酵母的抑制作用变大,原料的利用率减少[7-9]。因此,为了避免因底物和产物抑制而造成原料发酵不彻底,料水比控制在16∶10是比较恰当的。

图1 料水比对橡实淀粉生料发酵酒精的影响
2.3 α-淀粉酶和糖化酶添加量的确定
酵母不能直接将淀粉转化为酒精,在发酵之前需将淀粉酶解。橡实淀粉经脱单宁预处理后,按料水比为16∶10加入适量的水,然后加入一定量的α-淀粉酶和糖化酶在30℃条件下进行酶解。按干酵母添加量为0.15%,在30℃下发酵8 d,分别考察不同酶的添加量对橡实淀粉酒精转化率的影响,结果如图2所示。

图2 α-淀粉酶和糖化酶添加量对橡实淀粉生料发酵酒精的影响
从图2可以看出,随着α-淀粉酶和糖化酶用量的增加,橡实淀粉转化为酒精的比率逐渐增大。α-淀粉酶用量从30 U/g增大到50 U/g,对橡实淀粉酒精转化率有显著性影响(P<0.05),但从50 U/g增大到60 U/g时变化较小(P>0.05)。糖化酶用量小于190 U/g时,用量变化对于酒精转化率影响较大(P <0.05),但大于此用量后影响变小(P >0.05)。因此,α-淀粉酶和糖化酶用量分别为50 U/g和190 U/g能获得较高的酒精转化率。
2.4 发酵时间和温度对橡实淀粉生料发酵酒精的影响
α-淀粉酶和糖化酶添加量分别为50 U/g和190 U/g,料水比控制在16∶10,干酵母添加量为0.15%的条件下发酵,比较不同的发酵温度和时间对橡实淀粉生料发酵酒精转化率的影响,结果见图3。

图3 发酵时间和温度对橡实淀粉生料发酵酒精的影响
从图3可以看出,发酵温度越高,达到相同的酒精转化率所需时间越短[10],但高温发酵能耗大,同时也失去了生料发酵的意义。发酵温度为25℃、30℃和35℃条件下经过7 d后,其酒精转化率基本接近,因此25℃发酵温度是较好的选择。发酵时间长,酒精转化率增大,原料利用率提高,但时间长,生产周期就长,效率就低。25℃以上温度的发酵,经过7 d后酒精转化率变化很小。因此综合考虑,发酵温度选择25℃,时间为7 d是比较恰当的。
2.5 橡实淀粉生料发酵酒精最佳工艺条件的确定
在考察了影响橡实淀粉生料发酵酒精的各个因素后,为了获取最佳的工艺条件组合,选择对橡实淀粉生料发酵酒精影响较大的5个因素(包括料水比、α-淀粉酶用量、糖化酶用量、发酵温度和发酵时间)进行正交试验。试验以酒精转化率为试验指标,正交试验设计及结果见表2,方差分析见表3,多重比较结果见表4。
从表3可以看出,料水比、α-淀粉酶用量、糖化酶用量和发酵时间等4个因素对橡实淀粉生料发酵酒精转化率具有极显著的影响(P<0.01),发酵温度具有显著性影响(P<0.05)。经过LSRα法比较各因素不同水平之间的差异显著性,得出最佳的工艺参数组合为:料水比14∶10,α-淀粉酶50 U/g,糖化酶190 U/g,发酵温度25℃,发酵时间7 d。料水比低,虽可获得较高的酒精转化率,但效率低,成本高,因此综合考虑,实际选择为料水比16∶10,α-淀粉酶50 U/g,糖化酶190 U/g,发酵温度25℃,发酵时间7 d,可获得较佳的橡实淀粉酒精转化率。
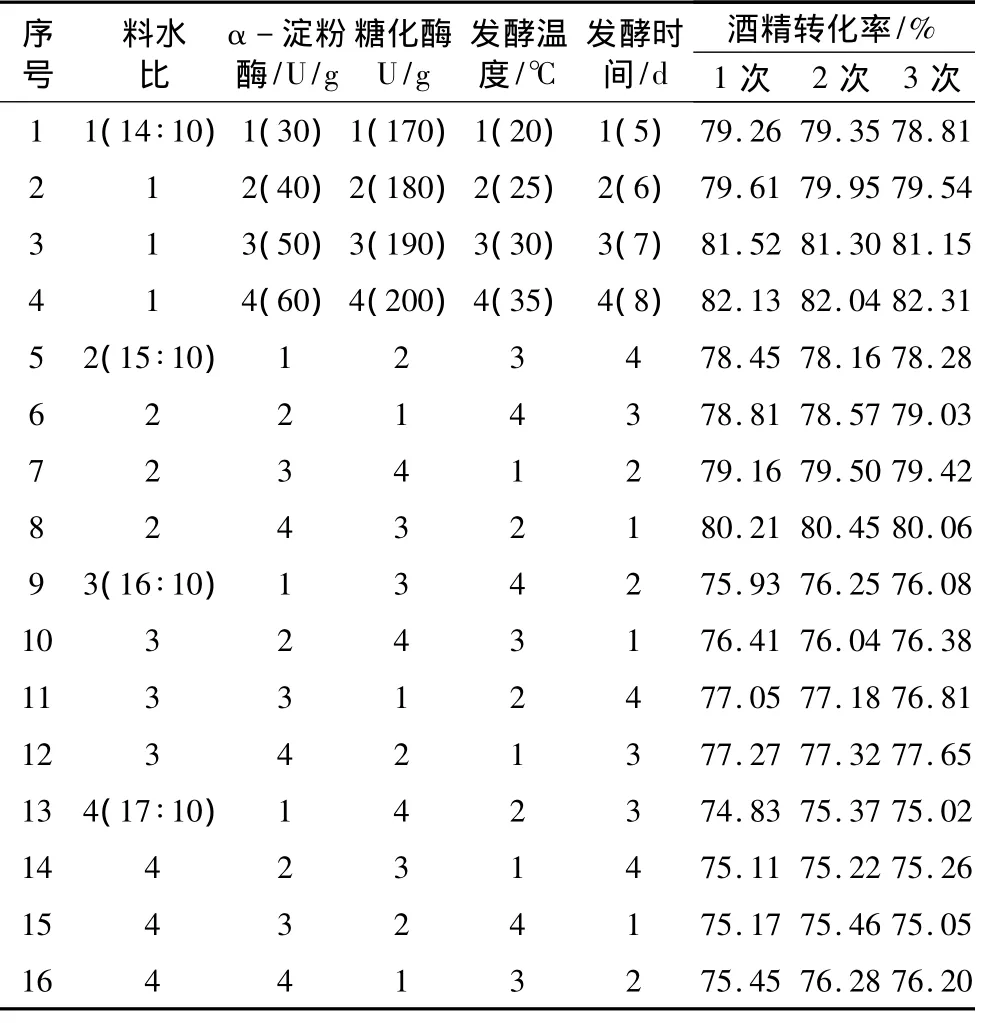
表2 正交试验结果
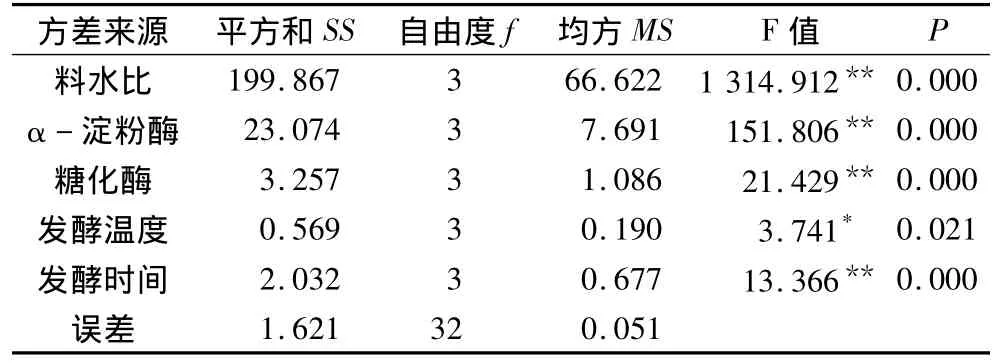
表3 方差分析

表4 各因素水平的多重比较
3 结论
橡实不仅资源丰富,而且淀粉含量高,以橡实淀粉为原料生产燃料酒精具有广阔的前景,是解决国际能源危机有益的补充。研究表明,单宁脱除工艺对橡实淀粉生料发酵生产燃料酒精有较大的影响,采用超声波助提法可得到较高的酒精转化率。综合考虑燃料酒精生产工艺的复杂性、能耗和成本等因素,取得较高橡实淀粉酒精转化率的工艺参数为∶料水比16∶10,α - 淀粉酶 50 U/g,糖化酶 190 U/g,发酵温度25℃,发酵时间7 d。
[1]张桥,周礼红,康冀川.生物转化淀粉产燃料乙醇的研究进展[J].长江大学学报:自然科学版,2007,4(1):88 -91
[2]谢碧霞,陈训,张冬林,等.中国木本淀粉植物[M].北京:科学出版社,2008
[3]宋安东,张建威,吴云汉,等.利用酒糟生物质发酵生产燃料乙醇的试验研究[J].农业工程学报,2003,19(4):278-281
[4]郑万钧.中国树木志[M].北京:中国林业出版社,1984
[5]段钢,许宏贤.大米生料发酵酒精生产的研究[J].食品与生物技术学报,2008,27(1):95 -102
[6]张纪鹏,姜慧,霍炜,等.农作物乙醇燃料的综合效益分析[J].农业工程学报,2008,24(2):299 -303
[7]谢碧霞,钟秋平,李安平,等.湿热处理对橡实淀粉特性影响的研究[J].食品科学,2007,28(3):104-107
[8]Arvind Viswanathanl.Effect of degree of substitution of octenyl succinate starch on the emulsification activity on different oil phases[J].Journal of Environmental Polymer Degradation,1999,7(4):191 -196
[9]Patrick D L,William D P.Association of waxy gene single nucleotide polymorphisms with starch characteristics in rice(Oryza sativa L.)[J].Molecular Breeding,2003,12:335 -339
[10]钟秋平,谢碧霞,李清平,等.高压处理对橡实淀粉黏度特性影响的研究[J].中国粮油学报,2008,23(3):82 -85.
Study on Fuel Ethanol Production by Fermentation of Acorn Starch
Li Anping Xie Bixia Tian Yufeng Ding Yangpeng
(Central South University of Forestry and Technology,Changsha 410004)
The author studied the production technology of fuel ethanol through fermentation of uncooked material,of which raw material was acorn starch;The results showed that the extractation method by ultrasonic wave could improve the ratio of tannin removal.The optimal fermentation conditions were summed up through single factor tests and orthogonal tests as follows:the material-to - water ratio as 16∶10,α - amylase as 50 U/g,glucoamylase as 190 U/g,fermentation temperature as 25 ℃,fermentation time as 7 d.
acorn starch,fermentation of uncooked material,ethanol,technology
TS209
A
1003-0174(2011)03-0091-04
国家公益项目野生木本淀粉种质资源评价与精加工技术研究(200804033),湖南省科技计划项目橡实淀粉生物乙醇关键技术研究(2010NK3040)
2010-04-23
李安平,男,1967年出生,教授,博士,林副产品深加工