伊朗阿拉克炼油工程焊工考试经验浅谈
2011-09-24段利伟张志松姜新利唐元生
段利伟 张志松 姜新利 唐元生
中国石化集团第十建设公司 山东淄博 255438
伊朗阿拉克炼油工程焊工考试经验浅谈
段利伟 张志松 姜新利 唐元生
中国石化集团第十建设公司 山东淄博 255438
伊朗阿拉克炼油工程是由SEI和伊朗本地施工企业组成的“联合体”(以下简称联合体)负责施工组织的工程项目,项目对焊工技能水平要求很高。只有考取联合体颁发的焊工资格证,才有资格参加项目焊接施工。通过经验总结,我公司赴伊焊工基本都顺利取得联合体颁发的焊工资格证,项目部焊工整体操作技能水平也有了很大幅度提高,现场管道焊接一次合格率始终保持在99%以上。为了能够更好总结伊朗焊工考试的经验,提高公司对赴国外焊工技能培训、考核的针对性,我们将伊朗焊工考试的相关内容、要求及考试步骤编写成样板,力求为公司今后的焊工管理工作提供有益的借鉴。
考试准备 考试步骤 焊接 经验总结
1 考试准备
1.1 考试项目
伊朗联合体焊工考试项目共分为3个大项,6个小项,如表1所示:
1.2 考试申请
由项目部根据焊工应试项目填写焊工考试申请,并于考试前一天报送联合体焊接考试中心,根据不同的焊工资格覆盖范围,领取考试试件,试件均采用单边V型30°坡口。
1.3 试件清理
试件领取后,须清理坡口表面内外20mm范围内清除油、铁锈及污渍,由于要求采用无高频氩弧打底焊,试件坡口需保留0.5~1mm的钝边,以防止穿丝、穿瘤,保证焊缝根部成形。
1.4 试件对口点固
(1)Φ168×7.11mm管口点固时焊缝间隙3.5~4.5mm,且不允许直接点固焊缝坡口,而要求采用搭桥点固。点固点不得超过3点,长度不超过20mm。点固时可采用与母材材质相同的金属嵌入焊缝进行点固,以防打底焊时收缩量大,导致其他位置焊缝间隙收缩变小,形成未熔合、内凹等焊接缺陷。
(2)Φ22×3.73mm管[0]口可直接采用搭桥点固1点即可,间隙3~3.5mm,如图1所示。1.5其它要求


表1 伊朗联合体焊工考试项目及覆盖范围
(1)考试焊工统一着装,自带电焊帽、电焊手套、防护眼镜等。
(2)考试焊工于规定考试时间之前10min,携带试件到达焊工考试中心。
2 考试步骤
2.1 试件固定
(1)进入考试中心后,伊朗焊接工程师对焊工点固试件进行检查,检查内容包括试件的钝边,间隙,点固点等。合格后由管理人员指定考试工位。
(2)管理人员负责给每位焊工配备砂轮机、钢丝刷、钢锉等工具。试件由其管理人员协助按照考试要求点固到试件架子上,6点仰焊位不得有点固点。试件固定完成后管理人员发放打底焊丝。
(3)焊工应注意焊机极性,检查氩气流量。考试中心所配备焊机是伊朗国产焊机,比较笨重,每台焊机配备电流调节手柄,主要性能与国内焊机相比大同小异。虽然伊朗焊机是无高频引弧,但起弧电流较小,不易烧损钨极。
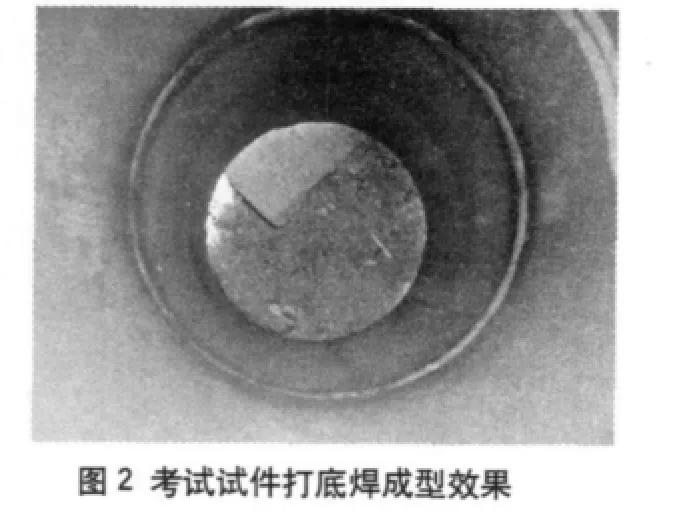
2.2 试件打底
(1)焊工准备工作就绪,在收到焊接工程师指令后,方可开始正式焊接操作(合金钢坡口先预热加温至150~200℃后,立即进行焊接),打底焊接使用直径Φ2.4mm焊丝。
(2)碳钢材质打底焊接比较容易,电流一般控制在105~125A范围;合金钢材质打底焊接电流一般控制在105~110A范围,要求预热后立即施焊。由于合金钢铁水流动性较差,容易产生内凹、穿丝,应在起弧处即保证铁水高于母材;不锈钢材质打底焊前,试件两端用海绵封堵,坡口间隙用纸胶带缠牢之后充氩。待内部气体置换完毕后开始打底。打底时电流一般控制在95~110A,要注意熔池形状、温度,避免形成“下细上粗”的蛇尾形根部焊缝。
(3)6G位置焊缝打底焊接时应从6点位起弧,采用“内填丝”方法,防止仰脸焊缝出现内凹,打底过程送丝要平稳、均匀。打底过程中,坚决避免穿丝、穿瘤;根部打底焊缝要求成形均匀,且高于母材1~2mm。[0]
(4)焊接到点固点需切除点固点时,要注意不要母材及坡口钝边,否则焊接时容易形成塌陷和焊瘤。
(5)对于Φ22×3.73mm试件使用直径为Φ2.0mm焊丝。打底时在保证根部焊缝高于母材的同时兼顾焊缝外侧,尽量填平。焊接时采用连送丝,注意控制熔池温度,防止过烧。合金钢材质需预热。不锈钢材质内部需充氩。
(6)打底过程中,焊接工程师将随时巡检,如发现焊工打底出现明显缺陷,则要求焊工立即停止焊接考试、清除考场。打底完成后,焊接工程师将进行检查,确认合格后方可进行填充。
2.3 试件填充
(1)焊接工程师确认打底合格后,由其管理人员发放填充用Φ2.5mm焊条。
(2)碳钢材质填充时,要注意电流不宜过大,以防烧穿,焊接电流一般控制在75~85A;合金钢材质填充时,要控制层间温度,打底完成后立即进行填充焊接,由于试件温度较高、故焊接电流比碳钢材质较小,一般控制在75~80A,且在熄弧前,注意打几下灭弧,将胡坑填满,减少形成熔池热裂纹的机率;不锈钢材质填充时采用灭弧焊,焊接电流稍大,一般控制在80~90A。
(3)填充要注意尽量使填充层与母材齐平,以利于盖面。
(4)填充过程中可使用钢丝轮清除药皮、焊渣、飞溅。填充完毕后,通知焊接工程师进行检查,经确认合格后方可进行盖面。
2.4 试件盖面
(1)填充完成后,管理人员发放Φ3.2mm焊条。
(2)碳钢材质盖面使用的E7018焊条为伊朗自产焊条,铁水稀稠、操作难度大、易形成焊缝咬边和下坠的特点,故焊接过程中格外注意控制熔池形状,焊接电流一般控制在100~110A;合金钢材质盖面使用的E8018-B2焊条为瑞典ESAB公司生产,具有焊缝成形好、易于操作、焊接性能良好的特点,焊工容易操作,焊接电流一般控制在105~115A;不锈钢材质盖面使用的E308L-17焊条为美国LINCOLN公司生产,焊接性能较好,盖面时采用灭弧法,电流一般控制在100~120A。焊接时注意控制熔池形状,避免产生夹渣。
(3)盖面时可采用斜拉直上式走法,摆动幅度不宜过大,注意电弧在熔池两侧稍微停顿,熔池中间过度要快,有利于克服和减少咬边。
(4)6点位置仰焊接头修磨时,一定注意不要破坏原始坡口。[0]同时,注意控制熔池高度形状,防止接头过高和出现接头内凹或未熔合。
(5)对于Φ22×3.73mm规格试件采用Φ2.4mm焊丝,氩弧焊盖面,焊接电流一般控制在75~80A。
(6)盖面完成后将试件从支架上取下,并用钢丝轮将焊缝打磨光亮,用钢丝刷将根部焊缝氧化皮清理干净,禁止使用砂轮或锉刀对焊缝进行修磨。试件清理完毕后放置到指定位置待检。
2.5 试件检查
(1)试件外观、RT检查标准执行的是美国国家标准学会ANSI B31.3 TABLE 341.3.2中的相关内容和要求,与国内相关外观检查标准内容和要求基本相同。
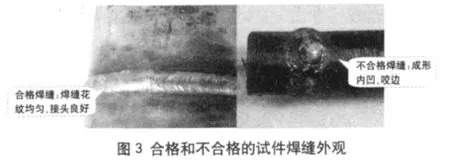
(2)由考试中心焊接工程师对试件进行外观检查。试件根部焊缝不允许出现内凹、未熔合、穿丝、下塌等缺陷,外部焊缝不允许出现气孔、焊瘤、未熔合、明显咬边、焊缝弯曲、焊缝成形不规则、宽度不均匀、余高超高等缺陷。以上缺陷中“穿丝、未熔合、气孔、重熔”为“原则性缺陷”,一旦出现此类缺陷,试件当即作废。其余缺陷由焊接工程师视其出现点数、轻重程度,当即作出合格与否的判定。对于Φ22×3.73mm规格试件,检查前需用砂轮将其从距焊缝30~40mm处切断,便于焊接工程师目视检查其根部焊缝成形情况。
(3)被判定合格试件,需将焊工姓名、焊工号(若有)、材质类别等信息,用白色记号笔标注在试件上。
(4)通过外观检查的试件当天被送往联合体无损检测中心RT探伤检测,一般1d左右向考试中心出具正式RT探伤检测报告。
(5)考试中心在接到试件RT探伤检测合格报告后1d时间内制作出焊工资格证,由焊工所在单位考试负责人签字领取。
3 经验总结
从考试情况来看,应试焊工首先必须具备相应的焊接水平,其次要详细了解考试程序和规则,最后要有了良好的心理素质。伊朗的评判标准明显比国内严格,不但重视焊缝RT质量,对焊缝的外观质量同样要求很高,这点不仅从焊工考试中可以看出来,从日常联合体工程师对管道组对、焊接工程量的确认上都可以看出伊朗现场对焊缝外观质量的高度重视。

国外施工出于对人体健康影响及环保考虑,现场焊机多采用“无高频氩弧焊机”,所以赴国外焊工应熟练掌握无高频氩弧焊接特点,焊接参数、焊接成型质量控制。
国外焊工考试,注重对焊工全面素质的考核,包括熟练掌握氩电联焊,熟练掌握不同材质的焊接。如果焊工仅掌握氩弧焊、手工电弧焊其中的一种焊接技能、或者只掌握某一种材质的焊接,将极大的限制其考试项目,进而限制其现场施焊范围,影响项目部对焊工资源需求,不利于现场管道施工组织和人员协调。
伊朗焊工考试对于考试时间没有硬性规定,焊工在保证焊接质量的前提下,自己掌握焊接时间。这也是国外工程管理侧重“质量优先进度”理念的一个具体表现。
综上所述,国外焊工考试本身并不可怕,事实已经证明,只要我们国内焊工端正态度、勤学苦练、充分准备,不但能顺利通过国外焊工考试,而且焊接水平甚至能够赶超伊朗焊工,最重要的——这也是每名国内焊工自身成长、提高难得的机会,今天的努力不但为焊工个人下次顺利赴国外施工、更为公司开拓海外市场战略目标的实现,奠定了坚实的基础。
TG4
B
1672-9323(2011)01-0077-03
2010-12-10)
