多孔生物陶瓷支架的制备与研究
2011-06-08郑卫
郑卫
澳大利亚昆士兰科技大学工程系在读研究生,澳大利亚,布里斯本,4109
目前,医疗技术对人体大腿骨的缺损修补再生比较困难,常用将固态无规则支架置入骨内,但这种支架内的孔隙较小,细胞和营养物质很容易在其中堵塞,而达不到预期的效果。血管是成骨过程中最关键的一个环节[1]。因此,采用多孔生物材料制作的大管支架将会帮助血管生长,然后促进骨骼形成。以羟基磷灰石和磷酸钙(HA/ TCP)混合物为原料的陶瓷被认为最有前途的骨替代品,因为它的化学成分跟人体骨骼相似,具有良好的骨传导性[2-4],而用聚氨酯聚合物(PU)涂层将会渗透至支架内以加固其强度。
1 方法
1.1 ABS塑料支架的模型制作
本实验采用ABS(丙烯腈-丁二烯-苯乙烯共聚物)塑料来制作支架。它是一种无毒的热塑性材料。模型先用SolidWork软件设计,然后制作成ABS塑料支架实物模型。设计的每根管的直径为1 mm,两管间的空隙为1.5 mm。

图1 用SolidWork软件设计模型Fig.1 Scaffold mold was designed by SolidWorks

图2 塑料支架实物模型Fig.2 Scaffold mold was fabricated by a 3D printer
1.2 ABS塑料支架的预备涂层
将蜡加热到80oC持续10 min,等蜡全部融化,将塑料支架放入。此过程要迅速,否则由于蜡在短时间内凝固,而有可能导致间隙的堵塞。把蜡涂层的支架置于常温下12 h,然后将此放入20 g 水泥浆中,甩干,必须保证间隙不能被堵塞在室温下置放24 h。塑料在高温下会膨胀,使用蜡能给塑料的膨胀预留了一定的空间,而水泥的使用是固定住塑料。蜡与水泥都会在高温下分解。
1.3 混合陶瓷的制备
将70 g 羟基磷灰石与30 g磷酸三钙粉末放入烧杯,加入少量水,使混合物成为粘稠状,在搅拌器下搅拌1h,使其充分混合。先将稠状混合物置于70oC烤箱内24 h使水份蒸发;然后放入管式炉里加热至900oC,保持此温度2 h;最后以5oC/min降回到室温。煅烧后的陶瓷粉末放入球磨机内翻滚2 h。将充分混合好的粉末放入烧杯,加入少量碳酸氢铵,然后加入三滴浓度为2%聚乙烯醇作为粘合剂和少量磷酸三乙酯( (C2H5)3PO4)作为分散剂,最后加入适量水使之成为粘稠状。

图3 塑料支架用蜡和水泥浆涂层Fig.3 The scaffold was coated with wax then coated with cement
1.4 ABS塑料支架的HA/ TCP涂层与烧结陶瓷支架
把涂过蜡与水泥的塑料支架放入陶瓷液混合物中,使陶瓷充分进入支架模型的空隙中。将在陶瓷混合物中浸过的支架放入100oC烤箱24 h,使碳酸氢铵在高温下发泡,形成多孔材料。最后陶瓷支架置于在室温下充分冷却。将多孔混合陶瓷支架放入管式电炉,按照以下4个步骤完成烧结:
① 电炉的温度以1oC/min的速度从室温上升到700oC,(慢慢加热能预防塑料在高温下迅速膨胀而导致陶瓷胀裂),此时支架内塑料在700oC后不存残留,蜡、水泥也都将慢慢分解。
② 以5oC/min的速率将温度上升到1200oC。
③ 保持1200oC2 h,使陶瓷充分烧结。
④ 以5oC/min的速率降回到室温。

图4 烧结过程时间(Hr)Fig.4 Sintering conditions
1.5 PU涂层
将1 g PU颗粒放入8 g二氧杂环乙烷,待PU颗粒溶解后,放入制备好的陶瓷支架,使PU充分渗透陶瓷支架,然后放入离心器中以700 rpm的速率转30 s以去除多余的PU液体。制备好的支架放在通风橱里24 h。
2 实验过程
2.1 模型在电子显微镜下成像
电子显微镜可以观察支架的整体结构,也可以观察多孔陶瓷支架大管上的大孔的分布大小。先用刀把支架切开,观察宏观上的分布,而且大致能看清小孔的分布以及其连通性。为了在场致发射显微镜下观察,模型先用黄金在表面涂层,然后安装在铝质支架上。用FEI QUANTA 200场致发射显微镜来观测。
2.2 支架有无PU涂层的力学测试
耐压强度是模型测力的一个最主要参数,用到的测力仪器是Hounsfield testing machine (Model: H10K/M527)。而之前被切用于观察的模型不能再用。将橡胶垫置于模型两端使其均匀受力,测力器以0.5 mm/min速率压下。
2.3 模型有无PU涂层的孔率
大孔的形成主要是由于碳酸氢铵受热产生气体留下的孔隙。孔的大小是无规则的,而其数量可以通过加入碳酸氢铵量控制。小孔的形成主要是石蜡在脱蜡烧结过程中逐渐熔化并渗入填料,然后气化散逸或炭化分解后留下的孔隙。微孔的形成主要是磷酸三钙没有完全烧结,颗粒基本保持原有状态,粒子长大聚集而成聚集体形成不规则的微孔,三维交错连通。
在这个实验中,陶瓷支架的孔率可用公式容积密度=模型的重量/模型的体积,陶瓷混合物的密度为3.16 g/cm3,相对密度=容积密度/陶瓷混合物密度,总孔率=100%-相对密度[5]。每个模型的重量和体积都能用游标卡尺跟电子称测量出来。
3 结果与讨论
3.1 收缩
模型的变小是从管式电炉里拿出的第一印象。经测试,烧结后的模型体积为13 mm*13 mm*10 mm,而未烧结的模型体积为26 mm*26 mm*15 mm,相比之下,模型将近少了一半。这种混合陶瓷会在800oC开始收缩,而到1160oC后将不会变形。
3.2 大管支架的多孔结构
支架的结构和孔隙度可以清楚地看到。无PU涂层的大管支架的表面形貌,可以清看到支架的大管(图5),大管壁上还能发现一些不规则的大孔。大孔的平均直径在没有表面涂层的情况下为0.1 mm。由于蒸发作用,混合材料模型表面非常粗糙(图5),而相对的表面PU涂层过的支架就光滑很多(图6)

图5 宏观观察无PU涂层的大管支架Fig.5 Overview of the macro-tube scaffold without PU

图6 宏观观察有PU涂层的大管支架Fig.6 Overview of the macro-tube scaffold with PU
3.3 陶瓷支架上的裂痕
在图6中可以发现,在陶瓷支架上出现了几道裂痕,引起这种现象有2个原因。如前所述,蜡是为了给ABS塑料的膨胀提供空间,而水泥是为了固定ABS塑料,减少其膨胀。然而这些措施只是预防,而不能避免其膨胀,所以在烧结过程中,ABS塑料的膨胀,其力会作用在大管上。同时,当温度800oC,大管出现了收缩现象。所以裂缝是两个力作用的结果。
3.4 支架有无PU涂层的多孔性分析
烧结后的支架有着较高的多孔性,其小孔分布是网状的,并且是相互连通的。经过上述的多孔性计算公式,支架的多孔性一般为77%。孔的大小都是不规则的。相比较有PU涂层的支架,孔率略有下降,但是其表面看起来平整光滑很多。以更大倍数的SEM观测支架,其表面形态更加明显,更能清楚的观测到其两者的区别,见图7、图9和图8、图10所示。未经PU涂的表现出来的更像是一个“蚁窝”,有其错综分布的小孔,也有其相互的连通性。而经PU涂层的则出现较少的孔,这也恰恰反映了其孔率减少的原因。
3.5 有无PU涂层的力学测试比较

图7 1600X陶瓷支架没有PU涂层的显微结构Fig.7 SEM micrograph of the ceramic scaffold in 1600X
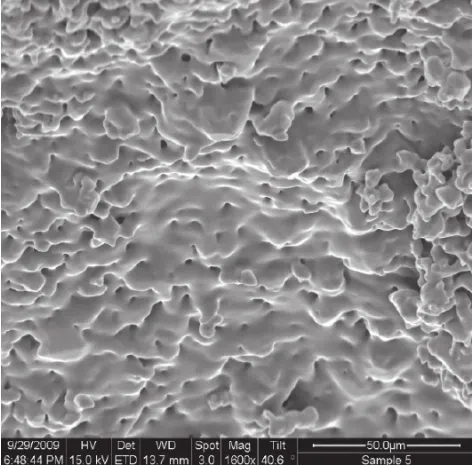
图8 1600X 陶瓷支架有PU涂层的显微结构Fig.8 SEM micrograph of the ceramic scaffold coated with PU in 1600 X
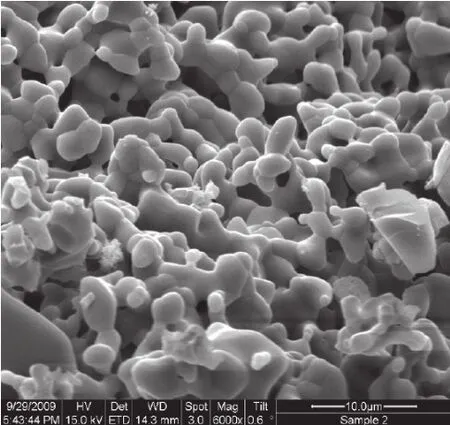
图9 6000X陶瓷支架没有PU涂层的显微结构Fig9 SEM micrograph of the ceramic scaffold in 6000x

图10 10000X 陶瓷支架有PU涂层的显微结构Fig.10 SEM micrograph of the ceramic scaffold coated with PU in 10000x
图11与图12清楚反映出支架有无PU涂层的区别。没有PU涂层的陶瓷支架大约能承受0.2MPa力,最后支架被压碎,而导致力的无限增大。相比较有PU涂层的支架,力的承受趋势为一个波浪形,当应变为0.03时,支架到达了一个至高点,其所承受的应力为0.42 MP,随着力的继续增加,支架开始破裂。由于PU涂层的保护,支架并没有马上完全破裂,当应变达到0.13的时候,支架第二次达到受力的至高点。本质上说,支架的受压完全取决于大孔的几何特性和大小,以及它的空率。聚合物渗透并且覆盖在其表面可以减少孔的大小,减少一些裂痕,使一些小孔相连在一起,以增强其受压强度。事实上,陶瓷可以被金属或者塑料之类的加固 。所以在这个试验中,PU涂层作为粘合剂加强陶瓷的强度。但是这个强度仍然没有达到骨骼所需要的正常强度(人体正常骨骼的强度为20 MPa,孔隙率 >50%)[6]的要求。但这种新型的支架还是能帮助骨骼的血管在较短时间内修复,只是在治疗过程中,病人只能进行力量较小的运动。
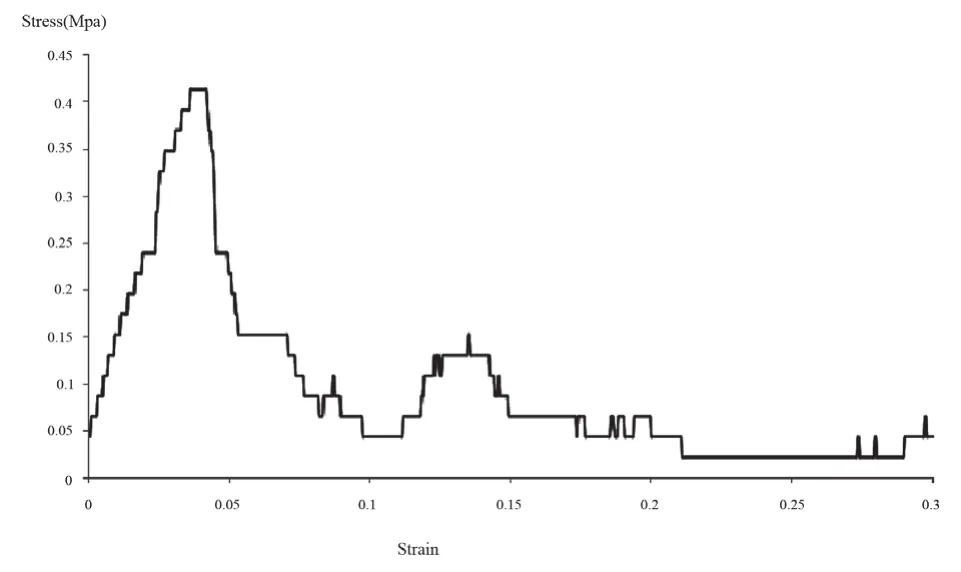
图11 没有PU涂层支架的受压测试Fig.11 Compression testing for the scaffold without PU a 纵轴是应力(Mpa) b 横轴是应变

图12 有PU涂层支架的受压测试Fig.12 Compression testing for the scaffold with PU a 纵轴是应力(Mpa)b 横轴是应变
4 结论
在这个实验里,HA/TCP/PU的混合支架被成功制作。当支架被PU涂层后,孔率有所下降,但耐压强度大幅增加。但其耐压强度仍然没有达到人体正常骨骼所需强度,其原因有:一是陶瓷材料本身的脆性;二是塑料在烧结过程中还有挤压陶瓷使之出现裂痕;三是由于制作成了管状,其受压强度进一步减少;四是加入的碳酸氢铵的量会影响孔隙率的变化而导致支架强度的变化
(本文及其实验承蒙澳大利亚昆士兰科技大学生物医学工程博士生导师Simon X.Miao先生的帮助,谨此表示感谢)。
[1]Haller A.Experimentorum de ossiem formatione., in Opera minora [M].1763.Francisci Grasset: Lausanne; 1763:400.
[2]Padilla S, Sanchez-Salcedo S, Vallet-Regi M.Bioactive and biocompatible pieces of HA/sol–gel glass mixtures obtained by the gelcasting method [J].Journal of Biomedical Materials Research, 2005, 75A (1): 63–72.
[3]Suchanek W, Yoshimura M.Processing and properties of hydroxyapatite- based biomaterials for use as hard tissue replacement implants [J].Journal of Materials Research.1998,13(1): 94–117.
[4]Hench L L, Wilson J.Surface-active biomaterials [J].Science,1984, 226: 630–636.
[5]Miao X, Dawn M, Tan L, et al.Mechanical and biological properties of hydroxyapatite/tricalcium phosphate scaffolds coated with poly(lactic-co-glycolic acid) [J].Acta Biomaterialia,2008, 4: 638–645.
[6]Y H Hsu, I G Turner, A W Miles.Mechanical characterization of dense calcium phosphate bioceramics with interconnected porosity [J].Journal of Materials Science: Materials in Medicine,2007, 18:12.
