温控加热系统在解决阀门冰堵上的运用
2011-06-04朱辉平王有利吴贵平杭州卷烟厂浙江杭州310008
朱辉平,谢 峰,王有利,吴贵平,秦 华(杭州卷烟厂,浙江 杭州 310008)
1 引言
杭州卷烟厂制丝膨胀线自投产以来,在设备运行中,经常出现高、低压罐回收二氧化碳气体时间过长或者阀门开启、关闭不到位的现象,造成冷端设备因故障报警导致停机,影响了设备正常运行,降低了设备的效率。
2 存在问题
在高、低压罐回收阀门出现故障后,对其进行维修时发现管道内和阀门内腔中存有一定量的冰块,由此判断它是导致阀门开启和闭合受阻的主要物质。如图1管道内被清理出的冰块、图2阀门被冰块卡住的情况。
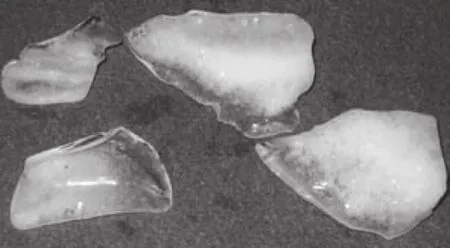
图1 管道内被清理出的冰块

图2 阀门被冰块卡住的情况
3 原因分析
根据高、低压罐回收阀冰堵现象,对高、低压罐回收管道温度的变化、管道内冷凝水的产生、冷凝水结成冰块的过程和回收阀门产生报警的各种原因进行分析。
3.1 高、低压罐回收管道温度的变化
二氧化碳气体在高、低压回收过程中,温度较低的二氧化碳气体在管道内高速流动,导致回收管道温度下降,最后达到-15℃左右。
3.2 管道内冷凝水的产生
浸渍器在装填和排出烟丝工序中须打开上下盖,不可避免地使部分空气进入回收管道内。烟丝在浸渍中也会有部分水份被析出,回收管道内水汽遇到温度较低的管道壁形成冷凝水。
3.3 冷凝水结成冰块的过程
在生产过程中,当高、低压罐回收二氧化碳气体时,二氧化碳气体在20Bar左右的压差下,气体在高速流动中会带走阀门架上的T10高压罐回收阀(1008)、T8低压罐回收阀(0804)以及连接管道上的热量,管壁温度随即快速下降,冷凝水在持续低温下结成冰块并附着在管道、管壁和高、低压罐回收阀体上。
3.4 回收阀门产生报警
随着生产批次不断增加,回收二氧化碳气体次数同步增加,这样形成的冰块逐渐积聚增多,并附着在管道、管壁、高、低压罐回收阀体上,这是引起高、低压罐回收阀冰堵的主要原因。在回收阀门受冰堵后,会造成回收二氧化碳气体的时间超长,超出程序设定的时间,阀门关闭不到位引起报警,造成停机。
4 故障状态
在回收管道内,阀门球体因有积冰造成旋转不灵活或卡死。造成阀门故障报警。故障报警处理方法:将阀门(1008或0804)拆下,清除阀门与管道内的冰块;或是等上一段时间,管道和阀门内壁的温度上升,使冰块融化,如图3所示。
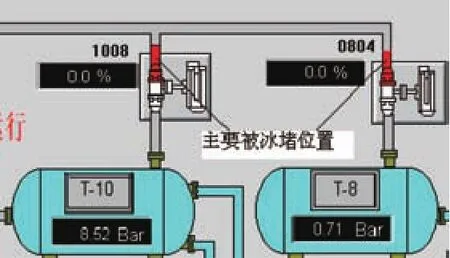
图3 回收管道与阀门被冰堵位置示意图
5 解决方法
根据分析,可以通过对回收阀门和管道进行加热,提高回收阀门和管道温度,消除回收阀门和管道内的冰块,就可以消除故障。
5.1 方案一:蒸汽加热
在阀门架上的T10高压罐回收阀(1008)、T8低压罐回收阀(0804)以及连接管道上绕上铜管,通入蒸汽,使得回收阀以及连接管道温度升高。
5.2 方案二:电热带加热
在阀门架上的T10高压罐回收阀(1008)、T8低压罐回收阀(0804)以及连接管道上安装电热带,当温度低于设定值时,启动电热带工作,使得回收阀以及连接管道温度升高。
5.3 方案比较
方案一:蒸汽加热。此方案不但结构复杂,成本较高,而且温度不易得到控制,蒸汽温度与管道温度相差太大,长时间会影响阀门球体密封和动作。
方案二:电热带加热。此方案设计和实现简单,安全可靠成本较低,而且温度容易得到控制。通过比较,选择了第二个方案进行实施。
5.4 方案实施
在阀门架上的T10高压罐回收阀(1008)、T8低压罐回收阀(0804)以及连接管道上安装CWH2-J-30W型电热带,同时在管道合适位置安装PT100温度传感器,在本地I/O箱内安装PAXT温度控制器和电气制线路。安装线路图如图4所示,实物图如图6所示,在中控室界面上如图5所示。
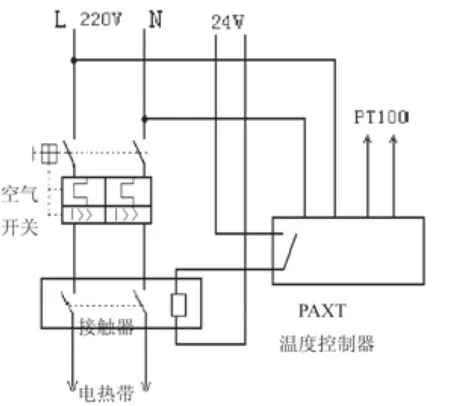
图4 加热带电气控制线路图
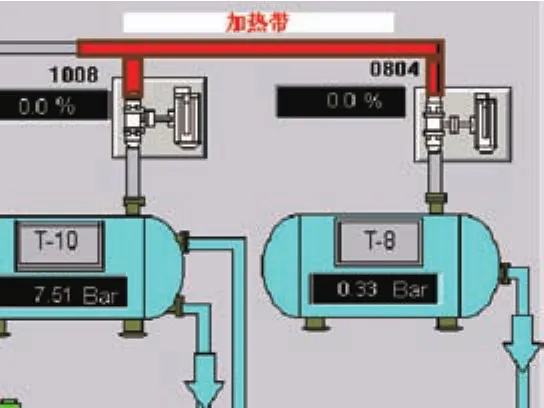
图5 红色表示电热带缠绕部位

图6 电热带缠绕部位现场实图
安装完毕后,对PAXT温度控制器进行参数设定。PT100把测到回收管道壁温度信号反馈给温度控制器,当管道壁温度低于15度时,温度控制器内部继电器工作,触点闭合,从而使接触器线圈工作,接触器常开触点吸合,这时电热带得电工作。当管道壁温度高于15度时,温度控制器内部继电器工作触点断开,接触器线圈失电,电热带断电。这样控制加热带的工作温度,使管道上、阀门处,在绝大部分时间里保持有冰点以上的温度,水份以液态方式存在,不会造成管道被冰堵塞以及阀门被冰块卡死,从而保证设备正常工作。
6 改进效果
对改进前后管道外壁温度与时间的变化以及冰堵故障停机率的比较后,发现改进效果明显。
6.1 改进前后管道外壁温度与时间的变化
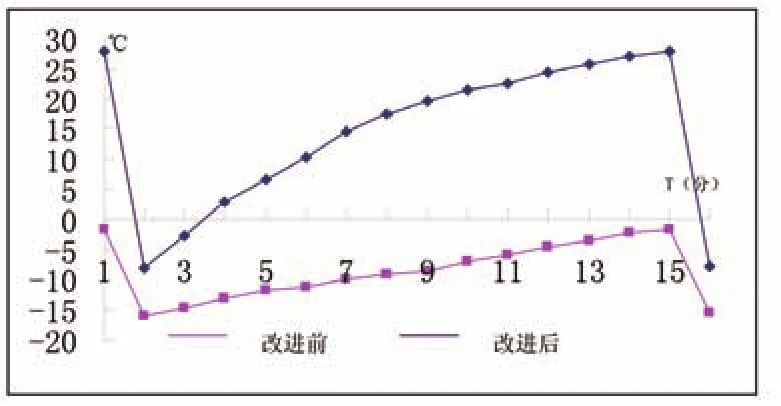
图7 改进前后管道外壁温度与时间的变化
如图7所示,红、蓝色曲线分别为改进前和改进后温度与时间的变化。
改进前在回收管外测得管壁温度为-2℃左右,当浸渍器V23与高压罐T10进行高压平衡,到浸渍器V23与低压罐T8低压平衡结束大约为50秒左右时间,这时,回收管外壁与阀门连接处的温度急剧下降到-17℃左右。当回收完成后回收管外壁温度缓慢上升到-2℃左右,然后等待下一个循环。改进后回收管外壁与阀门连接温度在28℃左右,同样当浸渍器V23与高压罐T10进行高压平衡,到浸渍器V23与低压罐T8低压平衡结束大约为50秒左右时间,这时,回收管外壁与阀门连接处的温度急剧下降到-9℃左右。当PT100测得回收管外壁温度低于15℃时,已经对回收管外壁与阀门连接处进行加热,使回收管外壁和阀门连接处温度逐渐升高,在6分钟左右使回收管外壁和阀门连接处温达到15℃以上(当电热带断电后,由于有一个缓冲的过程,电热带温度还可以持续上升最高达到28℃左右),通过金属热传递,从而使回收管内外壁与阀门连接处内外壁温度趋于一致。
6.2 改进前后故障停机率的变化
通过对回收管道增设电加热系统,使直管道和阀门的壁体温度高于原来的温度,进一步改善阀门内部球体的旋转,(打开和关闭)动作的可靠性、正确性,解决了二氧化碳干冰膨胀线阀门架管道冰堵的问题。
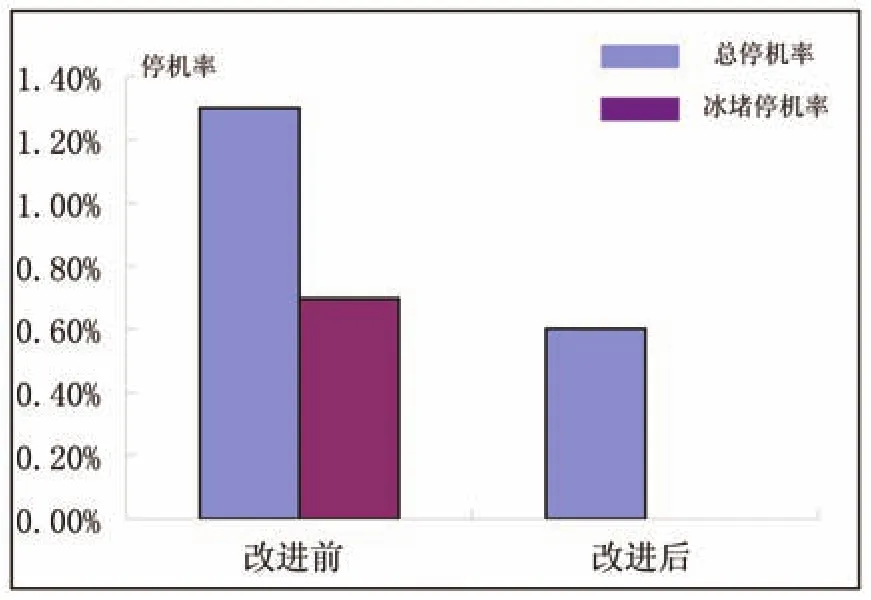
图8 改进前与改进后一个季度故障停机率
如图8所示,显示了改进前后一个季度的停机率,总停机率由改进前的1.3%下降到0.6%,冰堵故障停机率由改进前的0.7%下降到0,冰堵故障彻底消除,提高了设备工作效率。
7 结论
通过对制丝膨胀线阀门架管道冰堵故障的解决,消除了设备因为冰块而造成停机的情况,解决了实际问题,取得了较好效果。作为一名维修工,要在工作中不断思考,积极进取,进一步地学习和探索,提高技术含金量。
[1] 郝世林, 王迎彬等. CO2回收冷却系统的改进[J]. 烟草科技, 2007(3): 27-29.
[2] 周荣根, 周健佳等. 干冰法膨丝线CO2回收系统的改进[J]. 烟草科技,2004(12): 8-9.
[3] 资文华, 王慧等. 干冰膨胀烟丝加工过程参数优化研究[J]. 烟草科技,2008(1): 8-11.