生瓷带打孔机控制系统的开发
2011-03-26董永谦马生生赵喜清
董永谦,张 燕,马生生,白 璐,赵喜清,田 芳
(中国电子科技集团公司第二研究所,山西太原030024)
低温共烧陶瓷(LTCC)技术是将低温烧结陶瓷粉制成厚度精确而且致密的生瓷带,作为电路基板材料,在生瓷带上打孔、微孔注浆、精密导体浆料印刷等工艺制出所需要的电路图形,采用多个有图形的陶瓷薄层叠压在一起,在850℃左右通过烧结工艺成为一个整体。它能将多达几十层或更多的陶瓷层烧结在一起,并形成一个独立的堆层,使构建和嵌入一个相对较大的三维结构成为可能。在这个结构内可以整合全系列的无源器件,包括电容器、电阻器、电感器以及复杂的内部互连和通孔,通过采用多层结构,利用增厚z方向达到减小器件x和y方向尺寸(封装面积)的目的。
生瓷带打孔机主要完成生瓷带通孔、定位孔和腔体的成型,是LTCC多层基板制造的关键设备之一。由中国电子科技集团公司第二研究所研制的DKJ-14A生瓷带打孔机采用的是机械冲孔方式和无框工艺。使用花岗岩作为基台,双直线电机+气浮轴承+光栅尺的x、y运动平台,装有14个冲孔单元,全自动上下料机构,用CCD系统实现冲孔组件的自动定位和反冲图形的定位,可接受DXF格式图形文件,实现全自动打孔。
1 功能分析
图1给出了生瓷带打孔机系统的实物图,主要包括:托盘托架、上下料机构、传送机构、x、y运动平台、冲孔组件等。

图1 生瓷带打孔机实物图
上、下料机构通过上料传送机构把载有托盘的托架运送到上料机械手下方,校正系统校正后,再由上料机械手把托盘一片一片抓取、放置到传送机构。
传送机构则是由电机丝杠完成运动过程,将托盘传送到指定位置。
x、y运动平台提供打孔过程中生瓷带定位所需的精确运动,是实现打孔工艺的关键部件。
冲孔部件分冲孔单元和冲孔组件两部分。冲孔单元主要实现冲头的安装、更换,完成打孔功能;冲孔组件用来安装冲孔单元,最多可安装14组冲孔单元,由气缸控制实现升降运动。
通过对生瓷带打孔机的结构及功能分析,表1列出了生瓷带打孔机的主要控制对象。
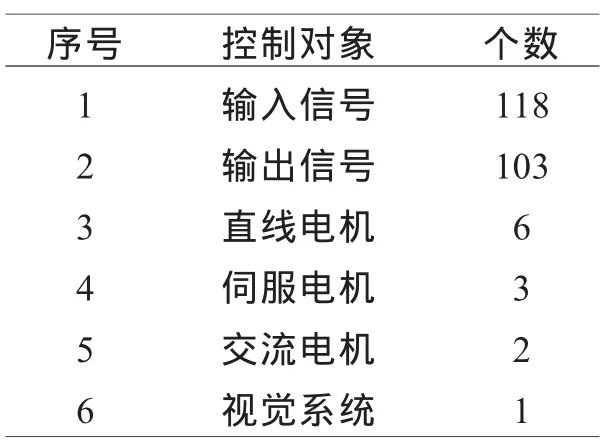
表1 生瓷带打孔机的控制对象
2 硬件设计
如图2所示,电气硬件系统主要包括工控机、运动控制卡、视觉系统、I/O卡、直线伺服系统、电磁阀、传感器、图像采集、信号灯塔、开关等。
工控机选用研华的原装机。本机运动机构较多,为配合各种开关控制、运动状态监控、气路控制、安全控制报警等功能,有118路输入信号和103路的输出信号控制,所以选用研华两个PCL-1752(输出)和两个 PCL-1754(输入)作为本机I/O信号处理。
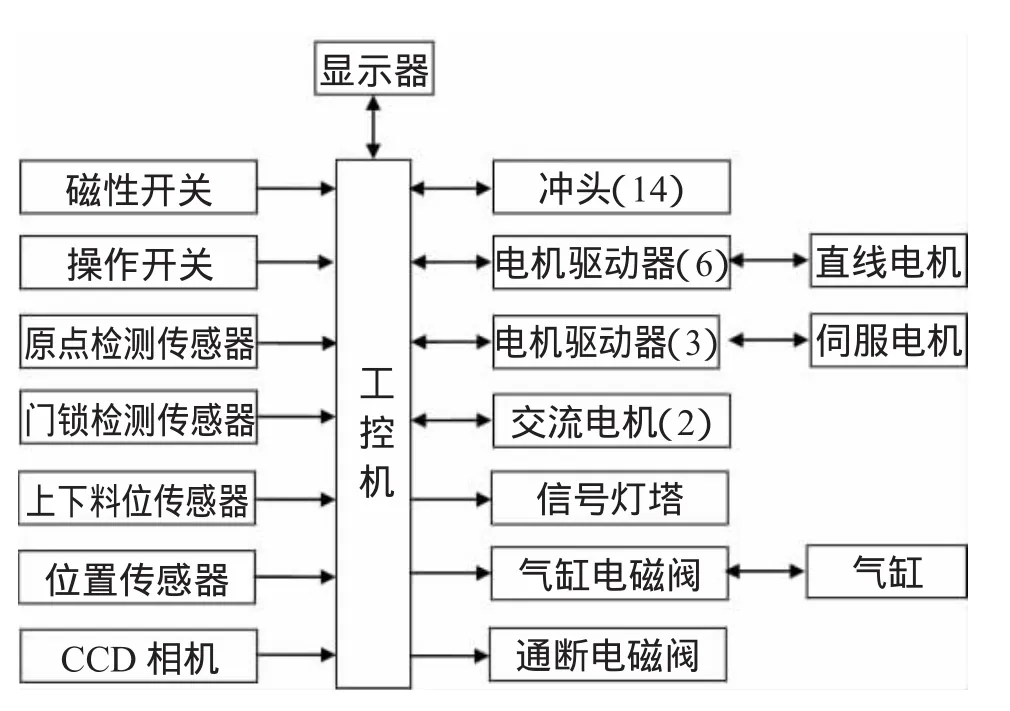
图2 电气硬件结构框图
运动控制卡选用Parker公司的ACR8020,它是为了完成复杂的控制任务而专门设计的功能强大的运动控制卡。ACR8020运动控制卡系列配备了功能强大的DSP,是多任务伺服控制器,可以同时处理多任务,多达24个程序都可以并行执行。
x、y、θ轴的直线电机选用了Parker公司的 6个Compax 3伺服驱动器,用于控制6个直线电机,可以接收运动控制器输出的±10 V控制电压,实现速度、加速度、电机电流和急加速的前馈,从而将跟踪误差降到最低和优化响应。上下料和传送轴选用YASKAWA公司的3个ΣV SGDV伺服驱动器。
采用直线电机驱动的优点在于:不需要任何转换装置而直接产生推力,可以省去中间转换机构,简化装置或系统,保证运行的可靠性,提高传递效率;不受到离心力的作用;运动过程可以无机械接触,使传动零部件无磨损。
x方向选用TENOTIN公司的UL12直线电机。
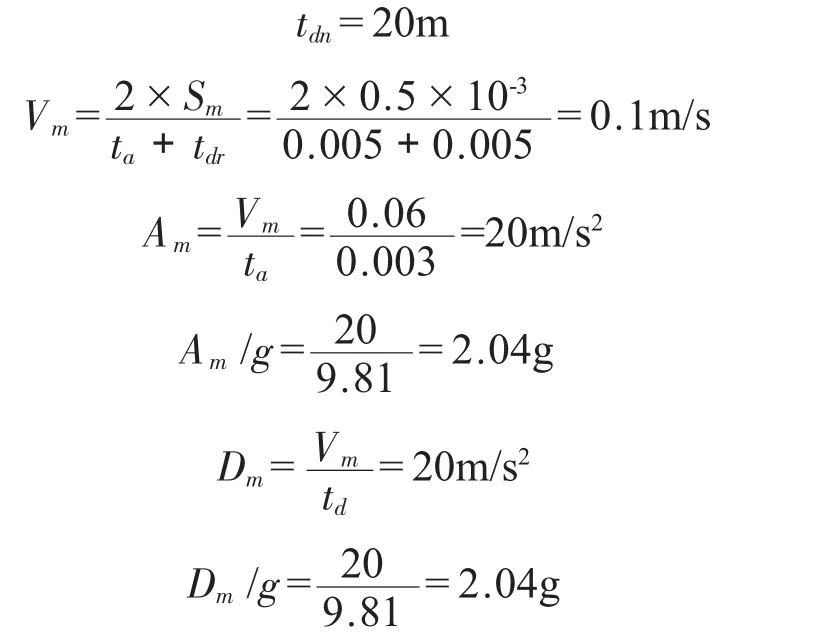
(1)电机加减速度
移动距离Sm=0.5×10-3m
加速时间ta=0.005s
减速时间td=0.005s
(2)负载
x方向的负载为40 kg,Fr在恒定速度下的运行力,Facc加速力,Fdec减速力,Fam最大加速力,Fdm最大减速力,Fow在停留时的推力,ML负载质量,Mc线圈质量,N并联电机的台数。
在xy运动平台中采用空气轴承,暂时不考虑摩擦力即Fr=0

均方根(RMS)推力:

(3)电机负载能力计算
线圈质量M c=0.91 kg,定子Mc=7 kg
附加推力Mc×Am=0.91×20=20N
Fam=Fdm=400+20=420N
Frms=195N
(4)放大器的负载能力
Kf=68;最大连续电流为4.1A
最大加速电流Ia=Fam/kf=420÷68=6.2A=Id
均方根电流Irms=Frms/kf=195÷68=2.87A
线圈电阻R=4Ωm,

(5)线圈升温:△θ线圈升温;Rth热阻;km电机常数
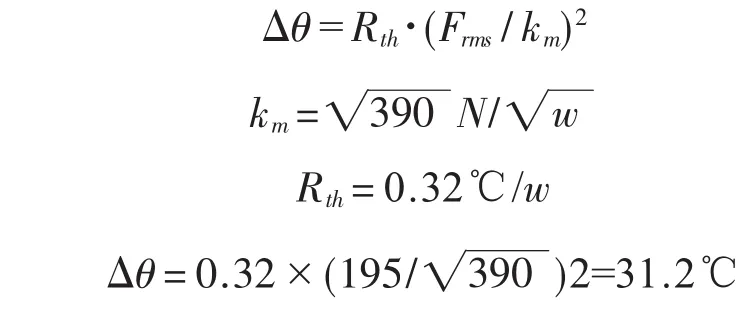
(6)功率损失

x方向:Pl=31.2÷0.32=97.5W
根据以上的计算,UL12直线电机满足x方向的要求,UXX12直线电机满足y方向的要求。
光栅采用英国RENISHAW公司的高精度直线光栅尺。该类光栅尺有较高的精度和响应速度,具有安装调试方便,抗干扰能力强等优点。光栅线周期为20μs,分辨率可达0.1μm,响应最大速度为12.5 m/s。满足平台定位精度的要求。
图像采集卡选用法视特公司的FVC05,是一款PCI接口的图像采集卡,具有广泛的通用功能,支持标准与非标准、RGB、双通道的模拟相机;具有两个视频输入端口,视频信号转换成数字信号的速度快,已成为许多工业检测、标示、定位应用方案的首选图像采集卡。相机选用了JAI公司的CV-A2 CCD相机,帧频15 fps,有效像素200万,单个像元为4.4μm×4.4μm。镜头moritex MML2-65D,是2倍镜头。正面光源选用CCS公司的同轴光LFL 612p,背面光源选用CCS公司的条形面光源HLV-24RD,它的发光部分为一个漫射面,均匀性好。软件则采用了法视特的FVX软件包。通过采用2倍镜头理论上单个像素可以精确到2.2μm,通过对相机进行像素标定,可以得到一个像素实际对应2.235μm。
3 控制设计
3.1 双直线电机的同步控制
在主从控制结构中,将一台电机作为主动电机,另一台电机作为从动电机。主电机以用户给出的速度和位置给定值作为参考值,在运行过程中紧密跟踪系统给定值,而从电机以主电机的速度和位置输出作为自己的参考值,在运行过程中紧密跟踪主电机。这样在运行过程中,电机并不是分别跟踪系统给定值,而是由从动电机跟踪主动电机,使得系统的同步精度得到提高。主从方式的控制系统结构如图3所示。
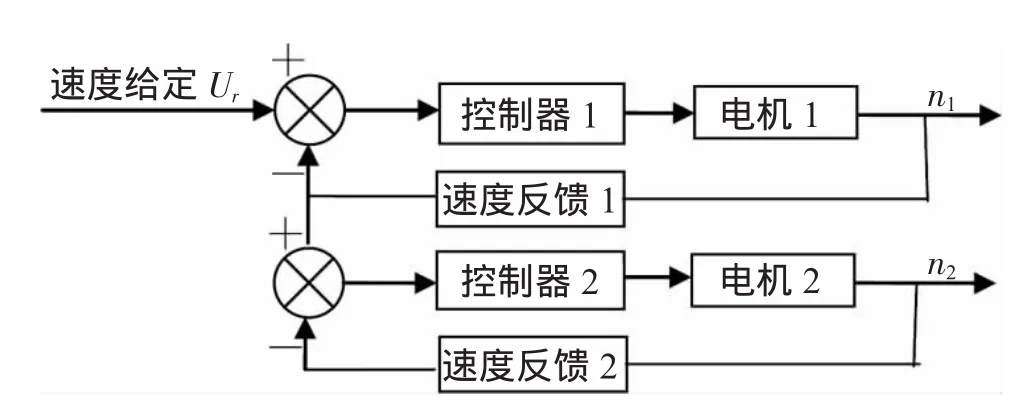
图3 主从控制方法框图
3.2 PID控制
PID控制系统原理框图如图4所示。系统由控制器和被控对象组成。
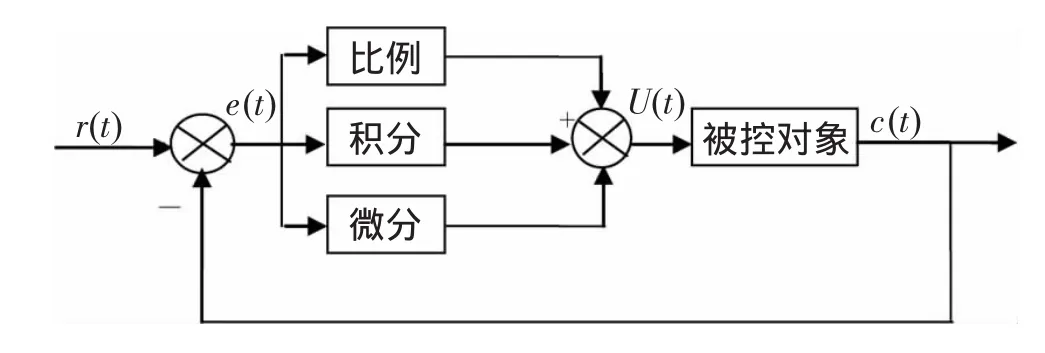
图4 PID控制原理图
PID控制器是一种线性控制器,它根据给定值r(t)与实际输出值c(t)构成控制偏差,将偏差的比例、积分和微分通过线性组合构成控制量,对被控对象进行控制,故称PID控制,其控制规律为:

或写成传递函数形式:
式中:Kp为比例系数;Tl为积分时间常数;TD为微分时间常数。
4 软件设计
为满足控制系统实时性,充分利用控制计算机和运动控制器的高性能处理器,控制软件由上位机软件和下位机软件两部分组成。上位机软件在控制计算机中运行,采用VB6.0编写,调用ACR8020提供的函数来实现,主要完成检测运动控制器I/O口当前状态、编码器常数设置;提供单轴运动和多轴运动的控制命令;主要分为自动打孔、文件读取、视觉系统、下位机软件等四部分。
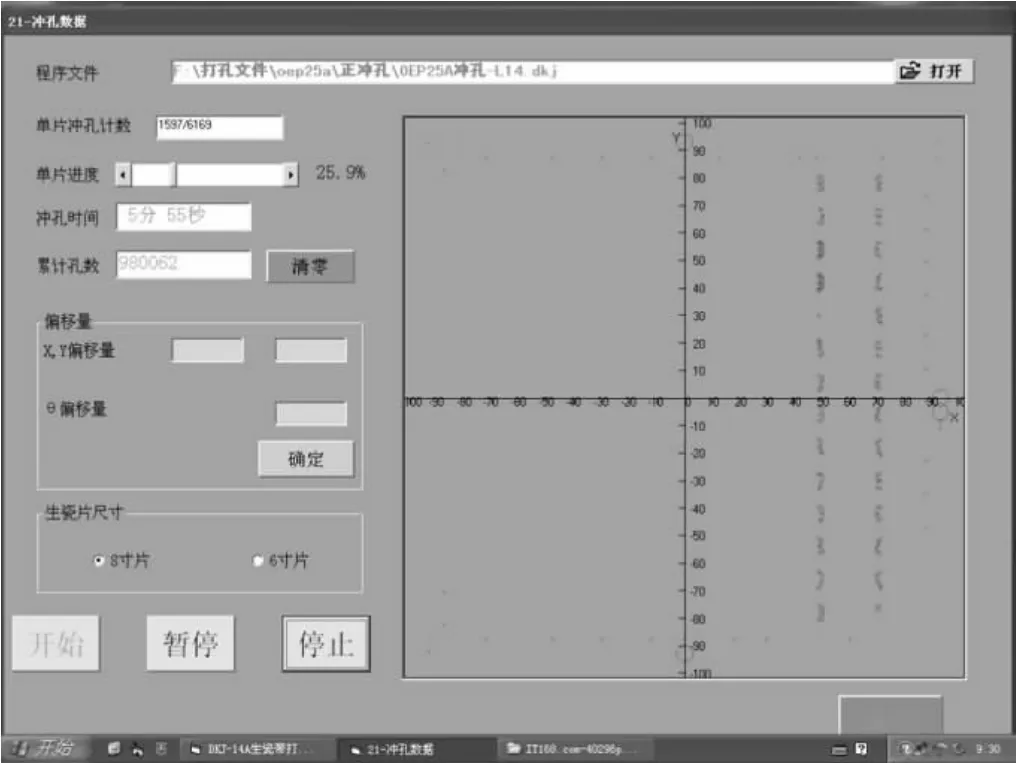
图5 自动打孔界面
4.1 自动打孔
图5给出了自动打孔界面,程序文件显示的是正在打孔的文件名称,点击打开可以选择打孔文件。单片打孔计数实时显示单片当前打孔数量和打孔总数。例:678/3145。单片进度显示单片的打孔进度,冲孔时间显示该片的打孔时间,从开始打孔到当前的时间,一片结束时为此片打孔所用时间。输入x、y、θ的偏移量,点击确定,数据会传输下去,打孔时,所有的位置会偏移输入的量,偏移量的输入范围≤0.5mm。点击开始按钮打孔开始,如果选中自动上下料无效,只打一片;自动上下料有效时只要待料位有生瓷带就会开始打孔。点击暂停按钮,打孔立即停止,再按开始可以继续打孔。点击停止按钮,打完当前片并送到待料位,放下片子再回到零点停止。右面的坐标系中实时显示打孔过程,依照打孔的路径顺序打一个显示一个。图6给出了自动打孔的流程图。
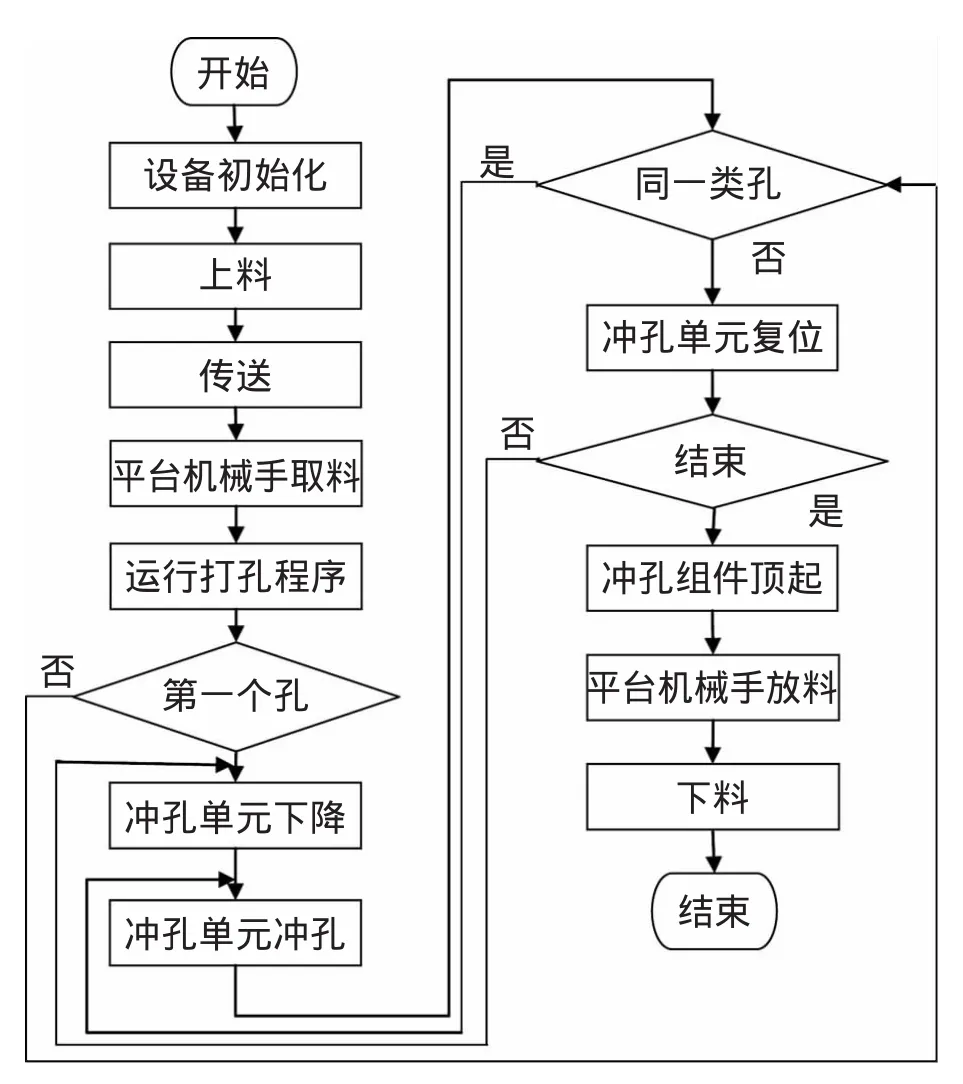
图6 自动打孔流程图
4.2 文件读取
文件读取程序把用户使用AUTOCAD等绘图软件绘制的DXF格式图形文件转化成设备控制程序可以识别的DKJ格式文件。程序从DXF格式文件中提取所需要的孔信息,包括孔的直径、xy坐标等,根据孔的大小进行分类,提取信息完成后可示意在图中显示。程序利用数学算法对所有的孔进行路径优化,使设备打孔时运动的总距离减小,路径优化完以后输出一个分配好冲头的DKJ格式文件。
4.3 视觉系统
主要完成冲孔组件定位、反冲以及末孔检查3种功能。冲孔组件定位用视觉系统来计算偏差角,纠正安装后产生偏差,反冲主要实现设备的二次加工功能。图7和图8分别给出了定位和反冲的操作流程。
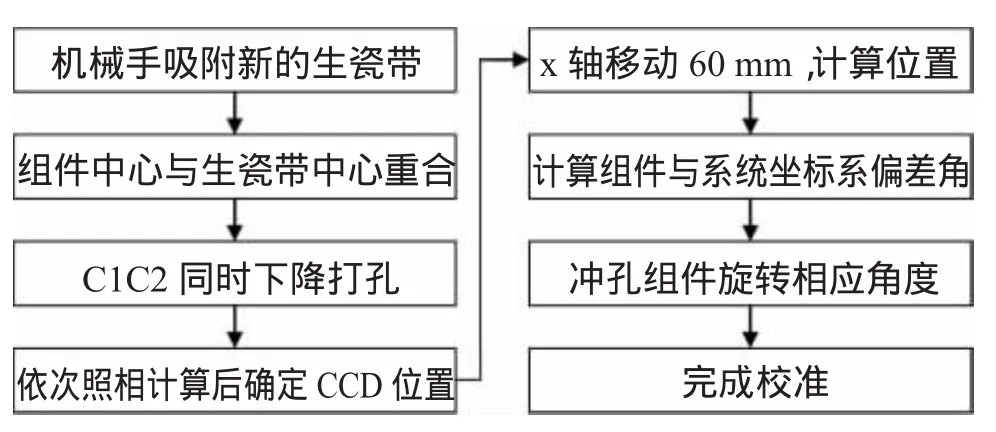
图7 定位功能操作流程
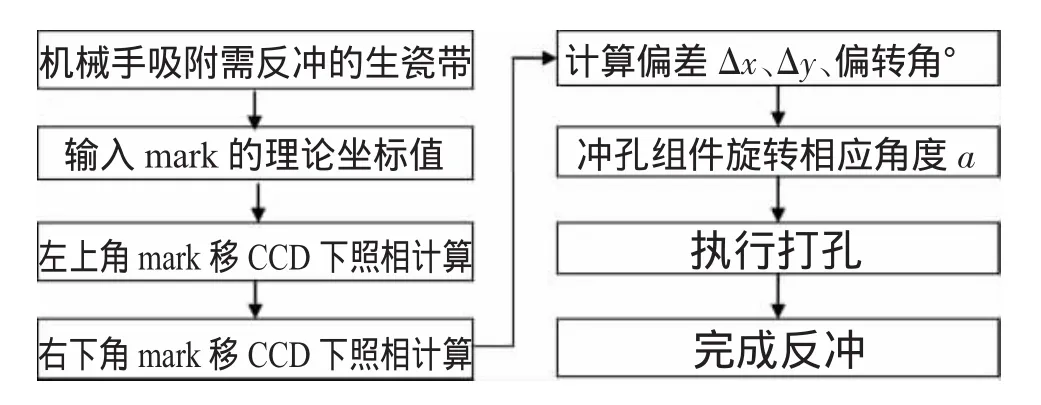
图8 反冲功能操作流程
末孔检查功能主要是检查每种孔的最后一个孔,通过计算生瓷带上通孔的实际面积与其设计面积的比值,用此比值来反映冲头的磨损情况,当比值低于设定值时将会以弹出窗口的形式提示用户是否更换冲头。
4.4 下位机软件
下位机程序应包括如下5个部分:
导入函数库,包括在应用程序中用到的需要导入的函数库代码;
函数原型清单和全局变量声明,用户定义函数代码和全局变量;
前台编程,以采样为基础的运动控制代码;
后台编程,除以采样为基础的操作之外的与主机通信、事件处理和计算代码;
用户定义函数,包括用户定义函数体代码。
按照上面5部分内容,导入相应的函数库(可以自行编写的头文件或库文件),再编写相应的控制程序,经过编辑加载后,即可在运动控制器的高性能DSP中运行。
下位机程序通过调用函数来实现一切与主机有关的数据通信。主要实现两个功能,一是完成各个轴回原点动作;二是打孔动作。
5 结 论
(1)为满足xy运动平台±1.5μm的定位精度要求,提出了“空气轴承+直线电机+光栅尺反馈”的平台设计方案,实现了平台高速、高精度的运动功能。xy平台的实际运行精度±1μm,达到了设计要求。
(2)根据xy运动平台负载及运动要求,确定了双直线电机同步控制结构,通过PID参数调试,使得两个直线电机的相对误差小于0.2μm,满足同步控制要求。
(3)编写了自动打孔、文件读取、视觉系统、下位机软件等。设备各项功能完备,性能稳定,完全达到了设备的技术要求。
(4)在设备研制过程中采用了视觉系统,实现了末孔的检查、冲孔组件与xy运动平台之间的角度偏差校正及设备的反冲功能,增强了设备的实用性。
[1]贺智.机器视觉系统在LCD行业中的典型应用[J].电子工艺技术,2007,28(3):29-32.
[2]何中伟.LTCC工艺技术的重点发展与应用[J].集成电路通讯,2008,26(2):1-9.
[3]翁秀华,郭庆鼎,刘德君.基于模糊自适应PID的双直线电机同步驱动系统控制[J].组合机床与自动化加工技术,2004,9(9):28-29.
