绕制精密螺旋线的系统技术
2011-03-23文祖祥
文祖祥
(西北机器公司,陕西 西安 710119)
螺旋线螺距的精度指标和要求,是绕制精密螺旋线系统的研制核心。近年来,我们组织研究的绕制系统,螺旋线螺距精度实现了 (3~5)×10-3mm,安装、调试简单、使用可靠。
1 系统分析
1.1 螺旋线的基本要求
(1)螺距和螺旋线直径决定了电磁波的相速,也决定了行波管工作电压,因此,绕制螺距的精度高。
(2)要提高行波管效率,电子注要交出能量,就必须和电磁波同步。但电子交出能量后速度变慢,电磁波相速也必须变慢就要变螺距;为了减小交调也要变螺距;为了抑制返波振荡要求改变螺距,又要保持相速不变,就必须同时改变螺旋线直径。因此,要求螺距和螺旋线直径可变。
(3)如果螺距发生突变,会造成反射,如果有两个反射点存在就会造成反馈。由于行波管工作频带很宽,总会在某些频率处形成正反馈,就有可能引起振荡。即使由于反馈不够大而不引起振荡,也会由于有的频率处是正反馈或负反馈而造成增益波动。因此,要求螺距必须均匀,没有突变点。
(4)螺旋带紧贴芯杆,无翘起。螺旋带能和夹持杆紧贴以利于通过夹持杆散热。
1.2 主要技术指标
芯杆直径:φ5~φ10mm
绕制材料:钨或铼钨合金
材料规格:(0.10~5.00)mm×(0.08~0.50)mm
基本螺距:0.5~12.0mm
螺距精度:±(3.00~5.00)×10-3mm
绕制转速:1~260 r/min
绕制方式:单层单向
绕制模式:等螺距、渐变螺距、跳变螺距、混合螺距等。
1.3 系统基本原理
系统基本原理详见图1。
(1)绕线。通过两个伺服电机Ι同步驱动芯杆旋转实现。
(2)排线。伺服电机Ⅱ驱动丝杠带动工作台沿导轨移动。
(3)排线定位。光栅尺。
(4)带材张力。放线机构中设置有张力调节功能。
(5)螺旋带材紧贴芯杆。在绕制过程中,带材素线与芯杆的母线须有交叉角才能使带材帖在芯杆上形成螺旋带,设置摆角机构。
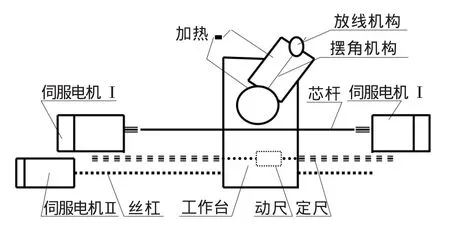
图1 原理简图
2 放线与绕线的动态分析
放线与绕线的基本运动是定轴转动和平动,其过程有升速、运行、降速三个阶段。
2.1 升速阶段
由于芯杆和放线卷的外形尺寸与质量的差异,各自的加速时间不一致,按照绕线的要求,加在放线卷的阻力大小、外径的变化、芯杆升速过程转速的变化等要求匹配恰当,保持材料基板恒张力。
2.2 降速阶段
随绕线过程的深入进行,放线卷的外径减小、转速上升,引起的材料张力变化导致已绕成的螺旋线松散。
2.3 运行阶段
如果绕线、放线的速度波动幅度大,就出现升速或降速的不良现象。
3 控制与误差补偿
(1)静态误差补偿主要指由于制造和安装带来的误差。用干涉仪对安装后的系统进行测定、标定和补偿,补偿数据存放在计算机中,由软件实现静态补偿。由于这种误差具有线性积累的特性,随着位置的增加可能会增大,补偿间隔不宜太大[1,2]。
(2)动态误差实时补偿情况比较复杂,产生动态误差的因素主要有制造精度、装配造成的误差如丝杠的螺距误差、各部分之间的反向间隙、传动或响应滞后、外部干扰或扰动等。
(3)将传动机构之前的位置检测信号反馈到控制器上参与控制,可大幅度缩短整定时间,因此,无论是传动的间隙还是传动的滞后都可以得到实时补偿和修正。
(4)控制系统硬件结构如图2所示。
图中:光学成像系统包括光源、大景深镜头、高分辨率工业摄像机;图像采集系统由高速、高分辨率的图像采集、图像采集驱动软件和高速计算机组成;图像处理系统由图像处理软件、操作界面软件、模式匹配软件及专用图像处理算法组成,其运算结果——摆角值作为摆角伺服系统的测量值;运动控制系统由基于PCI总线的运动控制卡、伺服驱动器及伺服电机构成。
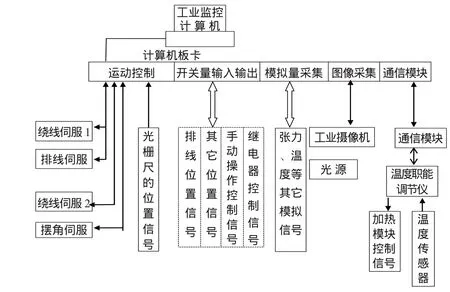
图2 控制系统硬件结构
(5)为保证系统螺距的控制精度,用编码器与伺服驱动器组成速度的半闭环,用光栅尺与监控工控机组成排线系统的位置全闭环,形成一个高精度的双闭环控制系统[3,4,],见图 3。
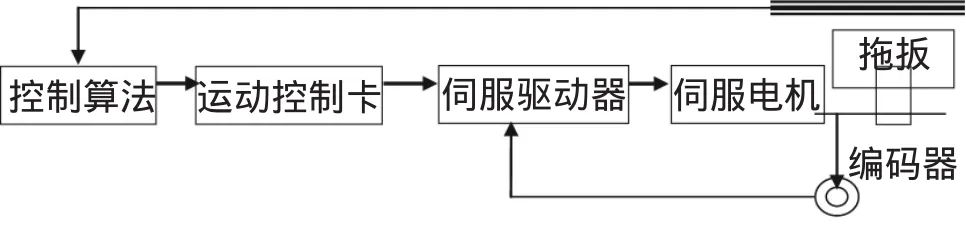
图3 闭环控制系统功能框图
(6)张力由张力传感检测,在上位机中实时显示张力值。
(7)温度智能调节控制系统由智能调节仪、可控硅加热模块、温度测量传感器及上位机参数设置与显示部分组成。功能框图见图4。
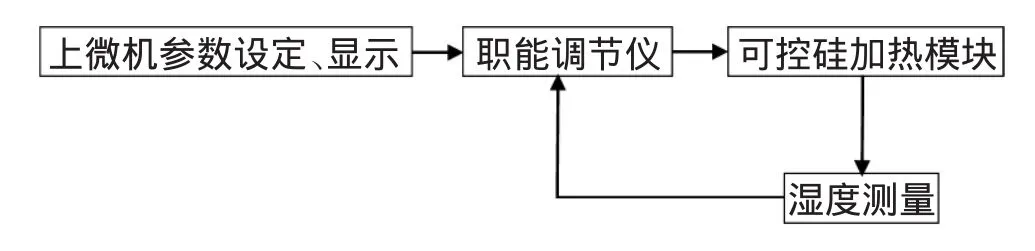
图4 温度智能调节控制系统功能框图
(8)软件结构。软件是系统的研究重点,要求操作简单,界面符合操作习惯和中文信息帮助。软件体系结构分为图像采集、图像处理、运动实时控制、温度实时控制、张力实时显示、模拟参数采集显示、人机交互界面和系统集成等,见图5。
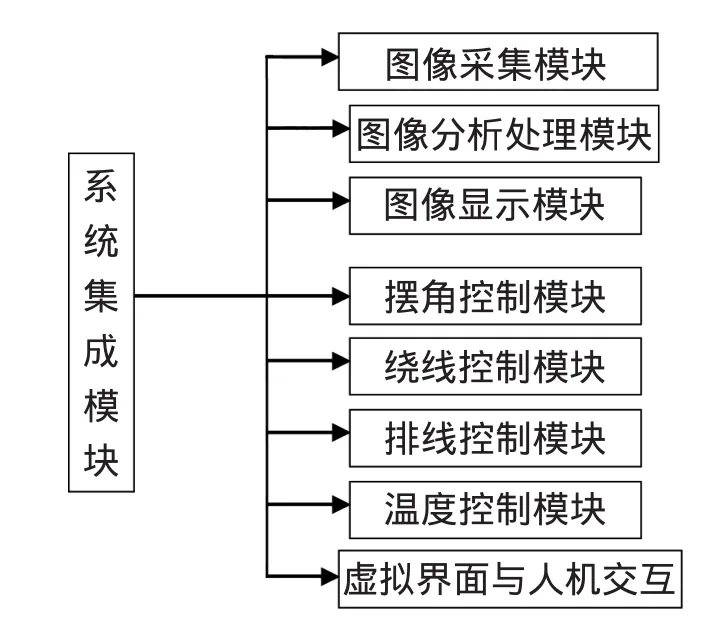
图5 软件结构示意图
4 测试数据分析
对系统进行检测的结果(见数据表1、表2、表 3)。
系统定位精度不超过±1×10-3mm
平均精度为-0.115×10-3mm
置信区间 [-0.68×10-3mm,0.45×10-3mm](概率90%)
螺距控制精度±(3~5)×10-3mm可信系统补偿点数100,定位精度不超过1×10-3mm满足螺距精度(3~5)×10-3mm的要求
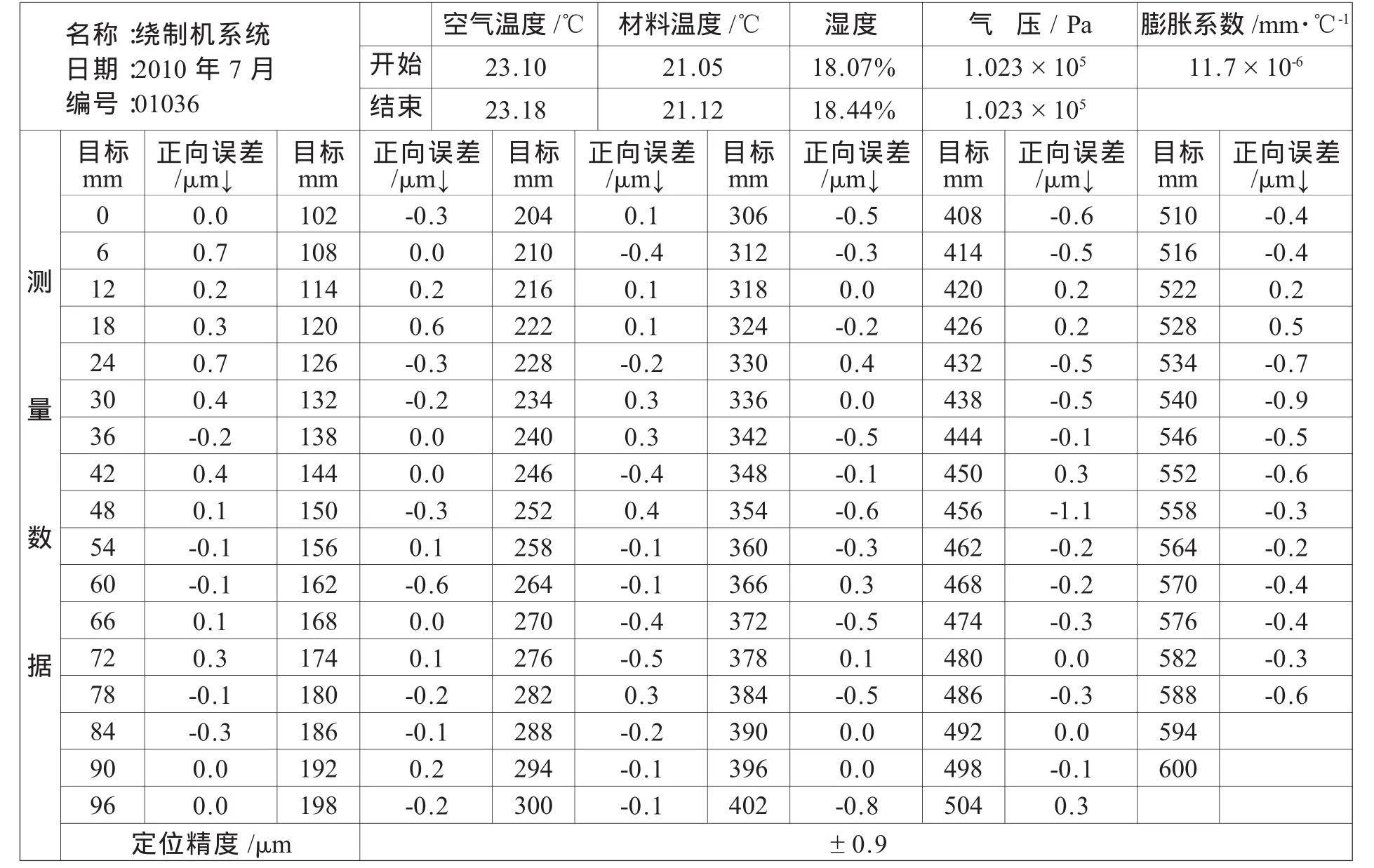
表1 X方向位置精度检测数据
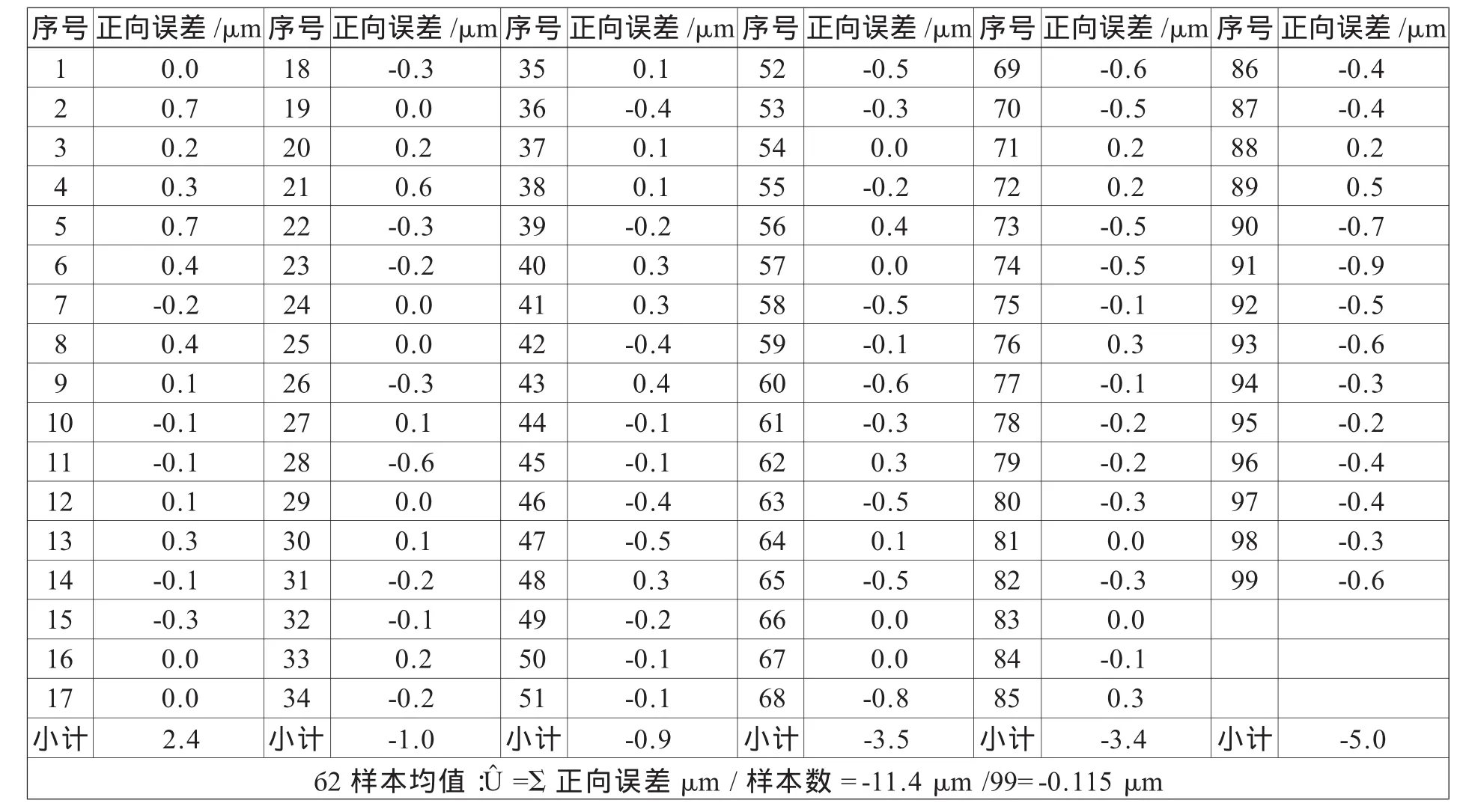
表2 X方向位置精度数据
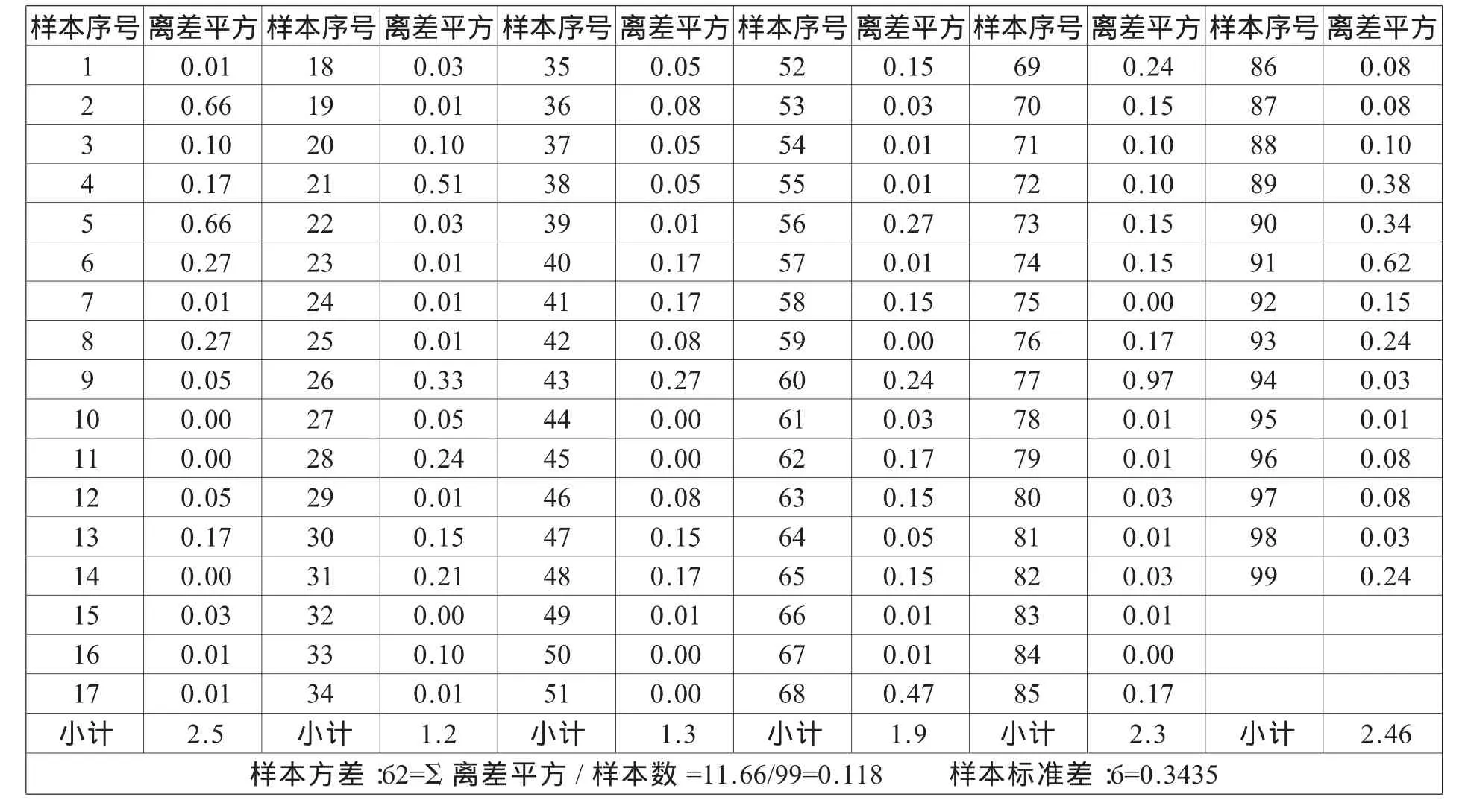
表3 X方向位置精度数据分析
[1]田耘.无线通信FPGA设计[M],.北京:电子工业出版社,2009.
[2]吴湛击.现代纠错编码与调制理论及应用[M].北京:人民邮电出版社,2008.
[3]牟崧友.卷积码编码器和Viterbi译码器的FPGA实现[J].电子工程师.2008,34(8):21-24.
[4]韩学超 韩新春.通信系统中卷积码编解码器的VHDL实现[J].通信技术.2009,42(10):72-74.