采用纯铜中间层的TiNi形状记忆合金激光焊接
2010-10-30李洪梅孙大千王文权韩耀武
李洪梅,孙大千,王文权,韩耀武,董 鹏
(吉林大学材料科学与工程学院汽车材料教育部国家重点实验室,长春130025)
采用纯铜中间层的TiNi形状记忆合金激光焊接
李洪梅,孙大千,王文权,韩耀武,董 鹏
(吉林大学材料科学与工程学院汽车材料教育部国家重点实验室,长春130025)
采用纯Cu中间层,对 TiNi形状记忆合金丝脉冲激光焊接进行研究。利用光学显微镜,扫描电镜,微区XRD等分析测试手段,研究了TiNi形状记忆合金丝激光焊接头的微观组织特点。为研究接头的力学性能和形状记忆效应,对其进行拉伸和弯曲试验。结果表明,焊缝区组织分布不均匀,不同形貌区域的成分差别较大,XRD分析焊缝区生成了B2,B19’,Ti3Ni4,Cu基固溶体及Cu与 Ti的金属间化合物相CuTi,Cu4Ti3,Cu3Ti2,Cu3Ti等。TiNi形状记忆合金激光焊接头抗拉强度为489~536MPa,断口呈典型的韧-脆混合断裂特征。形状记忆恢复率达99%以上。
激光焊;TiNi形状记忆合金;组织;力学性能
形状记忆合金(Shape Memory Alloy,SMA)是近几十年发展起来的一种新型功能材料,它具有独特的形状记忆效应和超弹性。在已发现的具有形状记忆效应的合金中应用最广的是近等原子比的TiNi合金。它除了具有形状回复率高的优点外,还具有优良的力学性能,抗腐蚀性和生物相容性等特点,在航空航天,原子能,海洋开发,仪器仪表,家用电器以及医疗器械领域获得了广泛的应用[1-4]。因此,TiNi形状记忆合金的连接技术便成为制约其广泛应用的瓶颈技术。
形状记忆合金的连接除了要求没有缺陷和具有一定的力学性能外,还必须保证连接后接头的形状记忆效应和超弹性达到要求。因此,它比一般的金属材料的焊接性更差,焊接质量更难把握,连接方法亦受到限制。激光焊具有功率密度高,焊缝细窄,热变形小及光束方向性好等特点,特别适用于 TiNi形状记忆合金小型器械的精密和微细焊接成型连接[5-7]。但是,TiNi合金直接对焊得到的接头强度不高,多呈脆性断裂特征,且很少有关形状记忆效应的研究[8-10]。因此,采用合适的中间层改善接头的脆硬性,以获得较高力学性能的接头是必要的。Cu具有熔点低,屈服强度低,塑性好,变形能力强,耐蚀性好等特点,有利于激光焊接过程中降低接头应力,改善接头性能。本工作采用纯Cu作为中间层,对 TiNi形状记忆合金进行了激光对接接头的成分,组织与力学性能的研究,同时对接头的形状记忆效应进行了研究,为改善 TiNi形状记忆合金的连接质量提供实验数据和必要的理论依据。
1 实验材料及方法
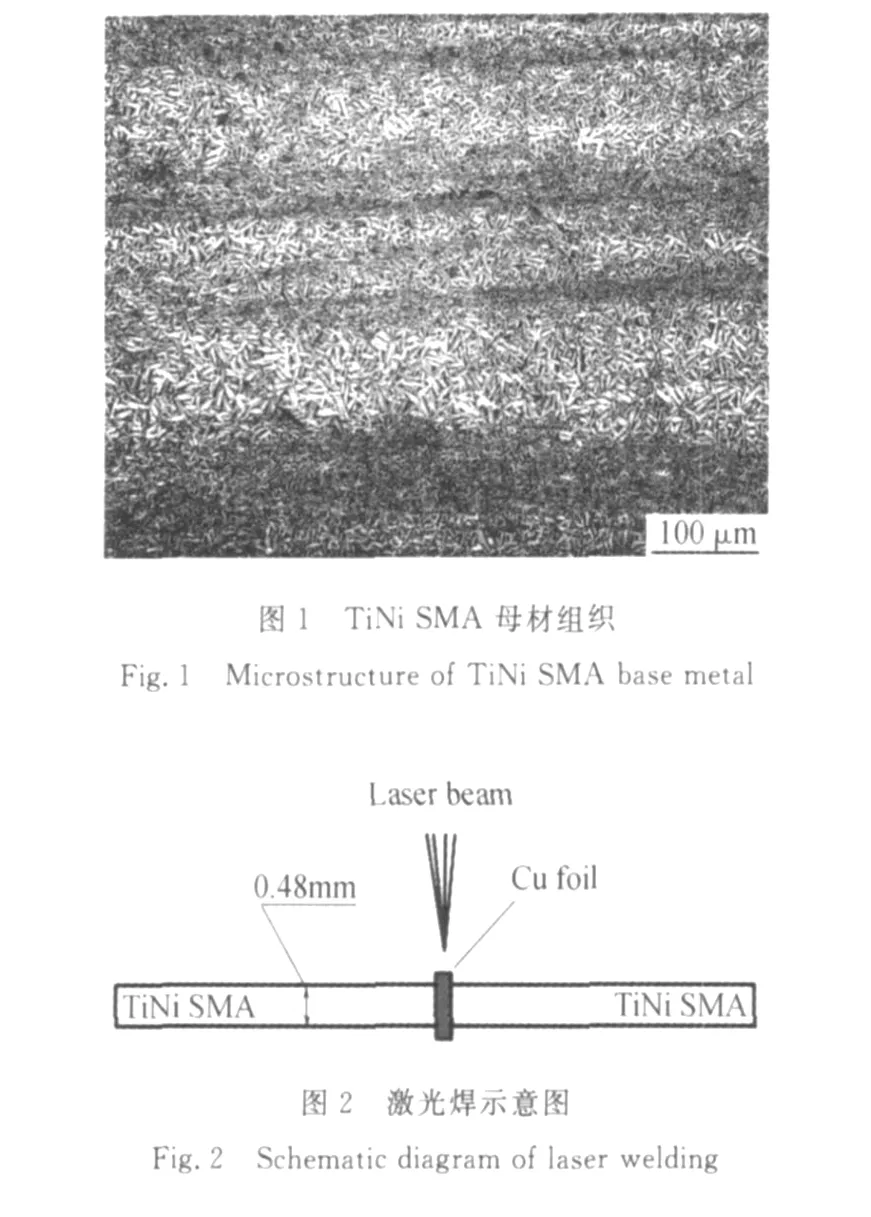
实验材料为 Ti-49.8%(原子分数/%,下同)Ni形状记忆合金丝(TiNi SMA),TiNi SMA组织由B2相和少量B19’相组成,其组织形貌如图1所示。尺寸规格为:0.48mm×0.64mm×30mm。采用厚度为40μm的纯Cu作为中间层。采用J HM-1GY-300B型YA G激光焊接机,在脉冲频率 1HZ,光斑直径φ0.5mm,单脉冲能量5.23J,脉冲宽度6ms条件下进行双面点焊。焊前将 TiNi SMA丝待焊端面分别用800,1200#砂纸磨平,用丙酮去除试件表面的油脂,然后用氢氟酸,硝酸混合溶液去除材料表面的氧化膜,清水冲洗后吹干,装在自制的夹具上,在氩气保护下施焊。激光焊示意图如图 2所示。采用 OL YMBUS OSL3000型激光共聚焦扫描显微镜(Confocal Laser Scan Microscopy,CLSM),EVO18型扫描电镜(Sanning Electron Microscopy,SEM)研究接头的微观组织,成分分布及断口形貌。采用D8 Discover with GADDS型微区 X射线衍射仪(X-ray Diffraction,XRD)分析接头的相组成。
采用MTS810型拉伸试验机对接头进行拉伸试验,拉伸速率为0.2mm/min,重复5次;用MH-3型显微硬度计测量焊接接头的显微硬度,加载力为200g力,作用时间为5s。
TiNi SMA接头的形状记忆效应采用国内外常采用的弯曲变形方法测定,试验原理图如图3所示。将试样放在自制的模具上均匀弯曲,卸载后即发生弹性回弹,测出试样的弹性回弹角θe,然后将变形后的试样放在100℃的沸水中直到试样形状不再发生改变,同时测量出回复角θm。变形恢复率η用下式计算:

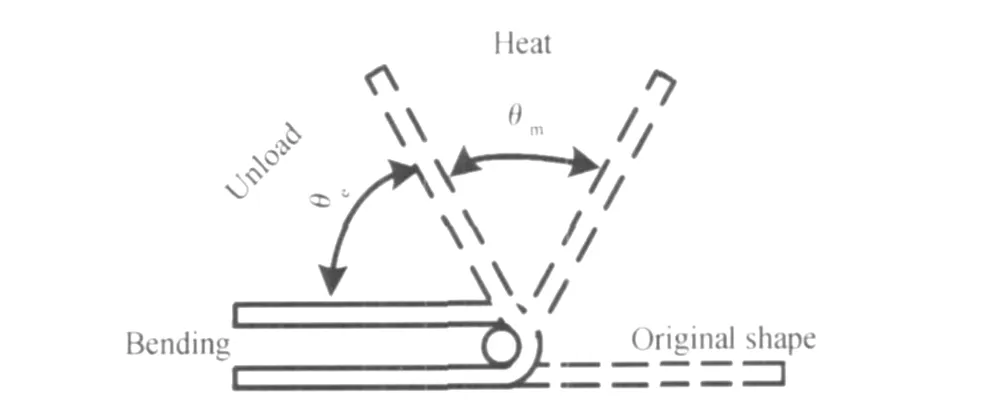
图3 弯曲试验宏观示意图Fig.3 Macro schematic diagram of bending test
2 实验结果与讨论
2.1 接头组织
图4为TiNi SMA激光焊对接接头焊缝区形貌。由图4可见,接头焊缝区组织分布不均匀,且呈现出多种不同形貌区。为了研究方便将焊缝不同形貌区域分为柱状晶区A,灰色细针状区B,白色针状区C和黑色针状区D。结晶形态主要决定于合金中的溶质浓度,结晶速度和液相中温度梯度的综合作用。激光焊过程中各种力相互作用,熔池运动复杂;加之激光焊的加热和冷却速度相当快,熔池持续时间非常短,溶质元素没有充分混合均匀的情况下就已经凝固了,因此焊缝组织不再是连续的金属间化合物层,取而代之的是形态各异的不规则组织。
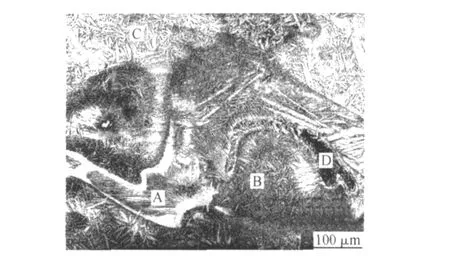
图4 接头的微观组织Fig.4 Microstructures of welded joint
进一步将各区进行能谱分析,图5为用点分析法得到的能谱图。能谱分析表明,A区中Cu,Ti,Ni含量分别为24.37%,37.30%,38.33%,根据 Ti-Ni,Ti-Cu和Ni-Cu二元相图推断,A区可能形成B2+B19’+CuTi+Cu4Ti3+Cu3Ti2+Cu的混合相。B区 Cu(14.06%)的含量较 A区少,Ti(41.60%),Ni(41.34%)的含量较高,推断该区主要形成B2+B19’+CuTi2+CuTi的混合相。C区能谱分析中未检测到Cu元素,Ti,Ni含量分别为48.13%,51.87%(Ni含量略高于母材),表明该区仅为母材的重新熔化凝固,激光焊的加热冷却速度极快,该区熔化的母材来不及充分混合便凝固,使该区成分与母材基本保持一致,由此推断C区主要为B2+B19’+TiNi3形成的混合相。在D区,Cu(74.46%)元素含量明显增大,Ti(12.84%),Ni(12.70%)含量较少,推断该区主要为Cu+Cu3Ti2+Cu4Ti的混合相。
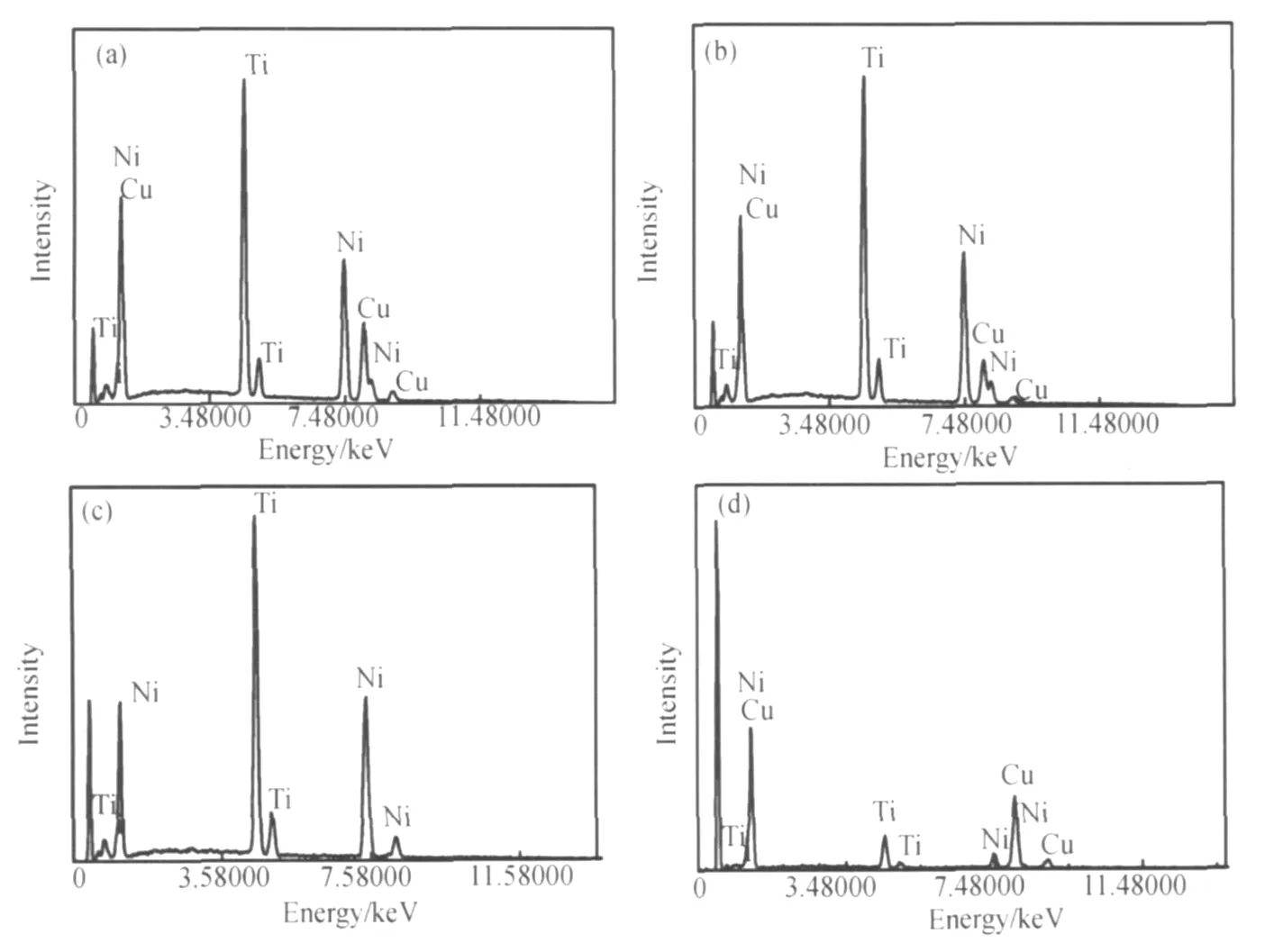
图5 图4中A区(a),B区(b),C区(c),D区(d)的EDS分析结果Fig.5 EDS spectra of region(a),(b),(c),(d)in fig.4
为了进一步确定激光焊接头的相组成,对接头进行了XRD分析,图6(a),(b)分别为焊缝区不同层面的XRD图谱。分析显示焊缝区主要由 B2,B19’,Ti3Ni4,Cu,CuTi,Cu4Ti3,Cu3Ti2,Cu3Ti组成。分析结果中未检测出 TiNi3相,取而代之的是非平衡亚稳相 Ti3Ni4相,这主要是由于激光焊冷却速度极快,使Ti3Ni4相来不及分解就被冷冻保存下来。Ti3Ni4相对改善接头形状记忆效应具有一定的作用。同时分析结果中未检测到CuTi2和Cu4Ti两相,可能是由于这两相在焊缝中相对含量比较少。而非平衡相Cu3Ti被检测出,Cu3Ti被认为具有形状记忆,高强度和声音吸收特性[12],对提高接头的形状记忆效应及力学性能起到积极作用。焊缝中的固溶体Cu的形成有利于缓解接头应力,改善接头力学性能。

图6 接头的X射线衍射谱图Fig.6 XRD pattern of welded joint
2.2 接头力学性能
焊接接头组织的不均匀性情况可通过硬度分布很好地反映。图7为TiNi SMA丝激光接头的显微硬度分布曲线。由图7可见,焊缝区的硬度值分布极不均匀且偏高,局部硬度值更高。这与焊缝区生成的CuTi,Cu4Ti3,Cu3Ti2等金属间化合物含量及晶粒大小有关。此外,分别对不同形貌区域A,B,C和D进行硬度测试,结果显示,灰色细针状区B的硬度值最高达456HV,是由该区细晶强化和Cu与 Ti生成的金属间化合物共同作用的结果;其次为柱状晶区 A达406HV,主要与生成的金属间化合物有关;白色针状区266HV(与母材硬度值相当),表明该区组织与母材组织基本相同;硬度值最低的为黑色针状区D仅为228HV,主要与Cu的软化作用有关,该区主要以Cu基固溶体为主,而Cu本身硬度低,延展性好。热影响区硬度值略低于母材,激光焊接过程中受热输入的影响,热影响区部分晶粒较母材的略大,硬度值下降。硬度的不均匀性与上述组织的不均匀性是一致的。
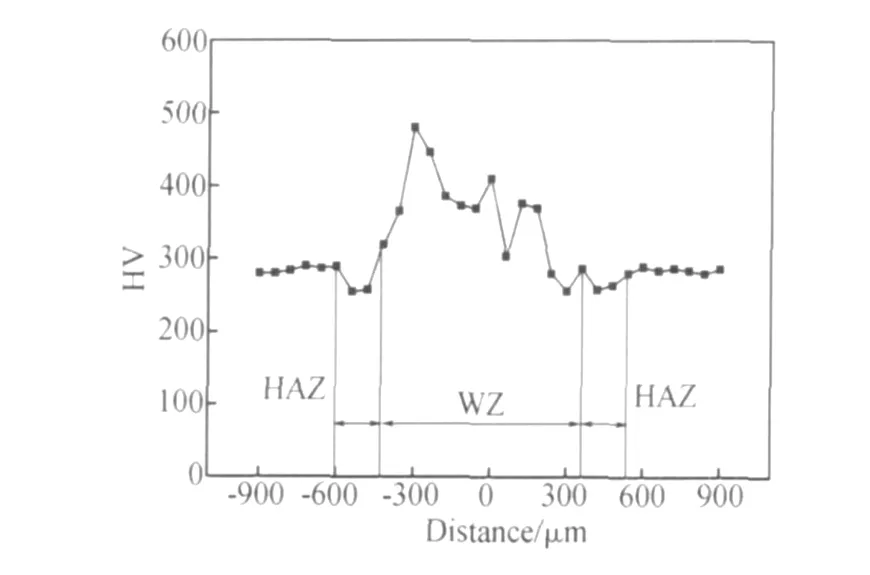
图7 接头显微硬度分布Fig.7 Micro-hardness distribution curves of welded joint
图8为 TiNi激光焊接头的应力-应变曲线。TiNi SMA丝接头的应力-应变过程分为三个阶段:Ⅰ弹性变形阶段;Ⅱ屈服阶段;Ⅲ塑性变形阶段。其中弹性变形阶段的延伸率约为1%。特别值得注意的是,屈服阶段的延伸率高达到6.8%,约占应变总量的60%,这是由于焊后试样在拉伸过程中经历了两侧母材的屈服叠加,从而使屈服阶段的延伸率提高。在随后的塑性变形阶段,应力应变同时增加,最终断裂。实验结果显示TiNi SMA激光焊接头的抗拉强度为489~536MPa,其断口具有典型的韧-脆混合型断口特征,如图9所示。虽然接头强度仅达到母材强度的50%左右,但这一结果明显高于文献[8]中作者采用直接对接焊接接头的力学性能。表明尽管添加中间层Cu在焊接过程中产生了一些金属间化合物,对接头的力学性能产生了一定影响,但总体上对提高 TiNi SMA激光焊接头的力学性能是较为有利的。
在形状记忆效应测试中,母材的形状恢复率为99.6%,激光焊接头的变形恢复率高达99%以上,几乎与母材相当。这一结构高于文献[12]中采用电阻点焊获得的变形恢复率。这可能与焊缝中形成的Ti3Ni4相有关。激光焊冷却速度快有利于获得非平衡凝固亚稳相 Ti3Ni4,而 Ti3Ni4是与基体 TiNi合金保持共格关系的化合物相,Ti3Ni4相的析出不仅可以提高形状记忆合金的恢复率,同时也是 TiNi合金产生双程和全程形状记忆效应的主要因素[13]。

图8 接头的应力-应变曲线Fig.8 Stress-strain curves of welded joint

图9 接头断口形貌Fig.9 Fracture surface morphologies of welded joint
3 结论
(1)采用Cu中间层激光焊接可实现 TiNi形状记忆合金丝的精密连接。激光焊接头组织和成分分布不均匀,可以见到组织差异明显的四个区域,即柱状晶区,灰色细针状区,白色针状区和黑色针状区。
(2)焊缝区形成了固溶体Cu和Cu与 Ti的金属间化合物CuTi,Cu4Ti3,Cu3Ti2,Cu3Ti以及对 TiNi形状记忆合金的形状记忆效应效果起到重要作用的Ti3Ni4。
(3)焊缝区硬度值较高,且分布不均匀。接头抗拉强度为489-536MPa,断口为典型的韧-脆混合型断口,形状回复率达99%以上,几乎与母材相当。
[1] 赵连成,蔡伟,郑玉峰.合金的形状记忆效应与超弹性[M].北京:国防工业出版社,2002.
[2] DUERIG T,PEL TON A,STÖCKEL D.An overview of nitinol medical applications[J].Materials Science and Engineering A,1999,253-255:149-160.
[3] WEINERT K,PETZOLDT V.Machining of NiTi based shape memory alloys[J].Materials Science and Engineering A,2004,378:180-184.
[4] QIU X M,SUN D Q,LI M G,et al.Microstructures and properties of welded joint of TiNi shape memory alloy and stainless steel[J].Transactions of Nonferrous Mettals Society of China,2004,14(3):475-479.
[5] 陈彦宾.现代激光焊接技术[M].北京:科学出版社,2005.
[6] UENISHI K,SEKI M,KUNIMASA T,et al.YAGLaser micro welding of stainless steel and shape memory alloy[J].Proceeding of SPIE,2003,4830:57-62.
[7] PETRETIS B,BALCIUNIENE M.Peculiarities of laser welding of metals[J].LithuaniamJournal of Physics,2005,45(1):59-69.
[8] LI H M,SUN D Q,WANG W Q,et al.Effects of laser welding parameters on microstructure and mechanical properties of laser welded TiNi shape memory alloy(SMA)wires[J].Lasers in engineering,2010,20(3-4):167-177.
[9] HSU Y T,WANG Y R,WU S K,et al.Effect of CO2laser welding on shape-memory and corrosion characteristics of TiNi alloys[J].Metallurgical and materials transactions A,2001,32A:569-575.
[10] SONG Y G,LI W A,LI L,et al.The influence of laser welding parameters on microstructure and mechanical property of the asjointed NiTi alloy wires[J].Materials letters,2008,62:2325-2328.
[11] 魏永慧,程建波,赵冰,等.Cu3Ti原子簇结构与光谱的密度泛函理论研究[J].光谱学与光谱分析,2008,28(7):1488-1491.
[12] 牛济泰,张忠典,王蔚青,等.NiTi形状记忆合金丝焊接性研究[J].材料科学与工艺,1995,3(4):104-106.
[13] 薛松柏,吕晓春,陈燕.TiNi形状记忆合金电阻钎焊接头微观组织分析[J].焊接学报,2004,25(3):7-10.
Laser Welding of TiNi Shape Memory Alloy Using Pure Cu as Interlayer
LI Hong-mei,SUN Da-qian,WANG Wen-quan,HAN Yao-wu,DONG Peng
(Key Laboratory of Automobile Materials(Ministry of Education),School of Materials Science and Engineering,Jilin University,Changchun 130025,China)
YAGlaser welding was used to join TiNi shape memory alloy thin wires with pure Cu as interlayer.The microstructural charactertics were investigated by means of optical microscopy,scanning electronic microscopy and micro-XRD et al.The tensile and bending tests were carried out to examine the mechanical properties and shape memory effect of the joint.Experimental results show that the joint has the heterogeneous microstructure and element distribution.B2,B19’,Ti3Ni4,Cu solid solution and the intermetallic compounds,such as CuTi,Cu4Ti3,Cu3Ti2,Cu3Ti2,Cu3Ti were detected in fusion zone by XRD test.The laser-welded joint exhibits the ultimate strength of 489-536 MPa with ductile-brittle mixed fracture mode,and the shape recovery ratio reaches to 99%.
laser welding;TiNi shape memory alloy;microstructure;mechanical property
TG456.7
A
1001-4381(2010)10-0009-04
国家自然科学基金资助项目(50975112)
2010-06-20;
2010-07-10
李洪梅(1982—),女,博士研究生,主要从事先进材料连接的研究工作,联系地址:吉林大学材料科学与工程学院(130025),E-mail:lihm08@mails.jlu.edu.cn
