板坯浸入式水口穿钢的原因分析与对策
2010-08-25王飞日王新志刘海强高新军尹曙昶
王飞日 王新志 刘海强 高新军 尹曙昶
(安阳钢铁股份有限公司)
板坯浸入式水口穿钢的原因分析与对策
王飞日 王新志 刘海强 高新军 尹曙昶
(安阳钢铁股份有限公司)
对造成板坯浸入式水口穿钢的原因进行了分析,从耐材材质、水口烘烤及作业规范上提出了相应的改进措施。改进后,水口穿钢现象明显减少,取得了良好效果。
耐火材料 连铸 性能分析
0 前言
浸入式水口(SEN)是连接在中间包和结晶器之间的关键性耐火材料,对实现保护浇注,稳定结晶器流场和结晶器液面,保证连续浇注的稳定性起着至关重要的作用。现代高效连铸对实现钢水保护浇注,提高铸机作业率要求严格,因此需要选择热震性良好、耐侵蚀性好的浸入式水口,以实现多炉连浇,保证浇注的钢水质量。安钢宽板坯浸入式水口在使用过程中经常出现水口穿钢事故,严重影响铸坯质量及生产稳定,为此对浸入式水口穿钢的原因进行调查分析,以期制定相应的控制措施。
1 浸入式水口使用基本状况及存在问题
安钢宽板坯浸入式水口基本情况:①采用铝碳系滑板式浸入式水口,渣线部位选用锆质复合层,结构形式不吹氩,使用寿命 8~16炉;②水口在线预热时间小于2 h,烘烤温度在1100℃以上;③上、下水口板间采用氩气密封;④使用过程中,推行单渣线和多渣线操作制度,连续浇钢时间控制在320min~640min以内。宽板坯浸入式水口结构如图1所示。
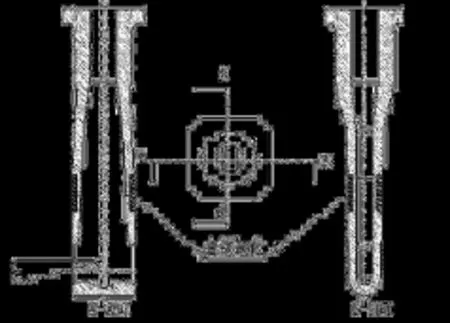
图1 板坯浸入式水口结构示意图
板坯浸入式水口在使用过程中主要存在的问题有水口穿钢、板间吸气、水口炸裂、渣线熔蚀,其中板间吸气、水口炸裂、渣线熔蚀均可以从保证耐材质量、严格检查、规范安装均可有效控制,但是造成水口穿钢的影响因素较多,且对生产及铸坯质量影响巨大。通过现场统计分析,从穿钢的类型上基本上可分为三种:板间穿钢、水口渣线部位穿钢和颈部裂纹穿钢。统计2009年上半年不同类型的穿钢频次:板间穿钢 8次,水口渣线部位穿钢5次,颈部裂纹穿钢2次。由此依次对板间穿钢、水口渣线部位穿钢和颈部裂纹穿钢分别进行查找原因。
2 原因分析
2.1 板间穿钢
板间穿钢前期常伴有水口吸气,结晶器液面翻钢现象,严重时因结晶器流场严重恶化造成浇注中断,从外观看常伴有板间裂纹、开裂及局部熔损,如图2所示。
在开始浇钢前期产生板间裂纹反映水口热震性较差。同时,由于钢水温度与水口的预热温度温差较大,造成水口耐材在高温下发生部位晶型转变及体积膨胀,加上在浇钢过程中钢流的冲刷及不规则震动,从而加速了裂纹的形成。板间裂纹沿水口四周呈放射状,裂纹一旦形成因吸气导致熔损快速增加,板间穿钢在所难免。除以上原因外,水口的预热时间、烘烤温度及安装质量同样重要,水口预热时板面若出现严重的氧化脱 C,会使耐材的抗蚀性降低,在高温冲刷下很快发生熔损;若烘烤的温度偏低或时间过短,耐材的烘烤温度不均匀,在浇钢时易产生耐材裂纹;同时安装时的板面配合、水口对中、垂直度及氩封的流量控制要求较高,快换机构叠簧压力不够、压力分布不均匀,使水口板间在开浇后逐渐产生缝隙或板面裂纹,造成板间吸氧,板面碳质材料很快烧损,严重影响耐材的使用寿命。
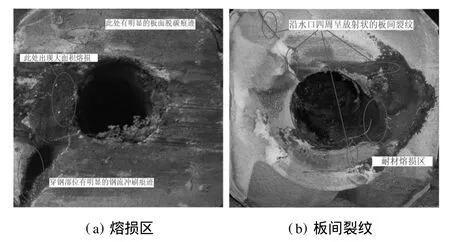
图2 板间穿钢后出现
2.2 水口渣线部位穿钢
浸入式水口渣线部位穿钢多发生在浇次后期,严重影响生产的连续性,威胁浇钢生产的安全性;同时渣线部位穿钢后耐材会被卷入、钢水严重吸氧、液面大幅波动,对板坯质量造成较大影响,经济损失较大。水口渣线部位蚀损是水口穿钢的主要原因,侵蚀速率决定浸入式水口的使用寿命。从外观看注流区水口形状均保持良好,但渣线区侵蚀严重,水口渣线部位穿钢形貌如图3所示。
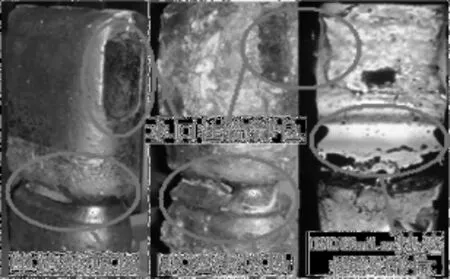
图3 渣线部位穿钢分析
由于浇钢时结晶器内需保持10mm~14mm的保护渣液渣层,温度较高,流动性较好,同时碱度在1.0~1.2,而浸入式水口目前依然多为铝碳质水口,故渣线部位最易受到侵蚀,发生化学熔损。影响浸入式水口渣线位穿钢的因素主要有:连续浇钢时间、耐材质量、钢种、保护渣类型及换渣线操作。浇钢时首先应了解水口耐材质量情况,渣线部位是否特别选用了抗侵蚀性材料,因为选用了抗侵蚀性良好的耐材,在操作时可不必频繁进行换渣线操作;其次根据连续浇钢时间长短,合理选择单渣线、双渣线或多渣线操作,以防止水口同一部位长时间受液渣层侵蚀;最后要明确钢种是否是钙质处理钢及此类型的保护渣对耐材的大致侵蚀速率,这是因为在钙处理钢水中[1-2],游离的[Ca]会对水口耐材造成化学侵蚀,形成A l2O3-CaO和 A l2O3-CaO-SiO2系低熔点化合物,在高温钢水的冲刷下会发生熔损,加快了耐材的侵蚀速率;另外,需规范操作,水口安装后应保证垂度和插入深度,因为结晶器内的钢水流场不合理会造成渣线位的耐材侵蚀速率不均衡,最终导致侵蚀速率快的部位过早发生穿钢形成事故。
2.3 颈部裂纹穿钢
颈部裂纹造成的水口穿钢主要为耐材自身材质特性、安装前存在破损、安装时发生碰撞后产生裂纹或烘烤温度不均匀造成的。水口纵裂多发生在浇次第一炉,裂纹产生具有突发性,严重时裂纹可从颈部直接延伸到注流出口处,此种情况往往直接导致浇注中断;颈部裂纹多为烘烤不当或安装时发生碰撞所致。
3 控制措施
通过以上分析,造成水口穿钢的主要因素大致可总结为耐材质量、烘烤质量、安装质量、工艺操作方式、作业规范等,故可从以下几方面采取控制措施。
3.1 耐材材质
从选材角度讲,浸入式水口需选择具备良好热震性、抗高温冲刷、耐渣蚀性能好的耐材。目前浸入式水口使用的耐材材质主要有 A l2O3-C质、A l2O3-ZrO2-C复合质、ZrO2-CaO-C质、无碳无硅尖晶石质 (低碳钢)、CaO-M gO-A l2O3质[3]。其中A l2O3-C质耐材对钢种适应性强,热震性好,价格相对便宜,被较多厂家采用,但是在浇注钙处理钢水时,耐蚀性相对较差,需要在表面覆盖一层耐蚀性涂料,对增加此类耐材的使用寿命意义重大。
从使用部位讲,渣线部位的侵蚀速率决定着水口的使用寿命,此处需选择具备良好耐蚀性的耐材,可采用耐蚀涂料、锆质耐材环或 A l2O3-Zr O2-C复合质以控制侵蚀速率。
从水口制做来讲,主要为配料的均匀性,尤其渣线部位即使使用了耐蚀性优良的 ZrO2-CaO-C质耐材,若配料不均匀局部耐材易出现 CaO的脱熔现象,破环耐材中 Zr O2的晶体结构,使之易与保护渣中的B2O3及氟化物发生反应,生产不稳定的单斜ZrO2,从而大大降低了渣线部位的耐蚀性。故生产厂家应严格控制配料的均匀性,各部位耐材要选材合理、设计合理、加工细致。
3.2 优化水口使用工艺制度
烘烤制度:烘烤时间需严格控制在2 h以内,最好在1.5 h左右,严禁长时间烘烤,防止水口表面出现脱碳氧化,结构疏松现象;烘烤时需按照一定的烘烤曲线进行,同时根据煤气热值合理选用煤氧比。在线烘烤时必须保证烘烤前中间包非常干燥,避免包衬产生蒸汽,造成浸入式水口表层的釉失去保护作用,从而造成水口外表面在烘烤和浇铸过程中氧化脱碳,影响生产,故应在中包温度升到900℃以上再烤水口;浸入式水口烘烤时,在350℃~700℃之间的烘烤时间应控制在20min以内,因此温度区间釉不能起到保护作用,水口易氧化。水口最终烘烤温度控制在1100℃~1200℃,超过1200℃表面釉会脱落起不到保护作用,使水口脱碳氧化,影响使用寿命;如含锆质的耐材已烘烤到要求的温度,由于生产安排或其它原因造成烘烤中断的,不再使用;另外从停止烘烤到开浇的时间应尽可能短,将水口的散热降到最小。
连续浇注时间与渣线操作选择制度:连续浇注时间的确定需要根据浇注钢种、高拉速下的保护渣类型、中间包使用寿命、连铸“三大件”使用寿命等诸多因素决定。在保证安全、质量的前提下,尽可能的增加连续浇注时间是人们所追求的。为此需制定单渣线、双渣线或动态渣线操作制度。需说明因换渣线操作对结晶器内流场会产生一定影响,原则上能单渣线操作的,尽量不采用换渣线操作。一般在生产非钙质处理钢、连续浇钢时间在300min以内的选择单渣线操作;对高级别管线钢可采用动态渣线操作。
浸入式水口的匹配性:现场常存在各厂家的耐材制品同时使用的状况,如中间包上水口和浸入式水口不是同一厂家生产,可能会出现板面配合性较差,水口氩封效果差,严重时同样会造成板间穿钢,需值得注意。应要求各供应商针对现场的使用特点做出统一的要求,以保证安装时的匹配性。
浸入式水口的现场存放制度:应放置规范、包装完整、防潮防震、搬运作业规范、轻拿轻放。
3.3 标准化作业
从现场作业方面,重点强调以下几点,①水口烘烤前、烘烤后、安装后均应严格检查水口是否存在受潮、破损、裂纹或材质表面疏松现象,重点检查板面、水口颈部、渣线部位及注流区,存在裂纹、破损的产品严禁使用;②严格按规范进行烘烤作业,不得延长烘烤时间,保证按计划开始浇注;③安装时应保证滑板机构无变形,避免碰撞,保证上水口安装平整对中;④对中包水口快换液压缸伸缩量定期检测,保证上、下水口出钢孔无错位。
4 实施效果
针对水口穿钢问题,2009年下半年采取了一系列的控制措施之后,根据水口不同部位的使用环境对耐材材质进行优化,提高了耐材的抗热震稳定性、耐蚀性;优化板面与水口颈部的结合,有效控制了水口板间吸氧与颈部裂纹的产生;通过制定实施合理的渣线调整制度渣线侵蚀趋于均匀,2009年下半年杜绝了水口渣线部位的穿钢;通过规范水口安装烘烤作业,有效抑制了水口的表面氧化脱碳现象。将2009年上半年和下半年的水口穿钢情况对比见表1。
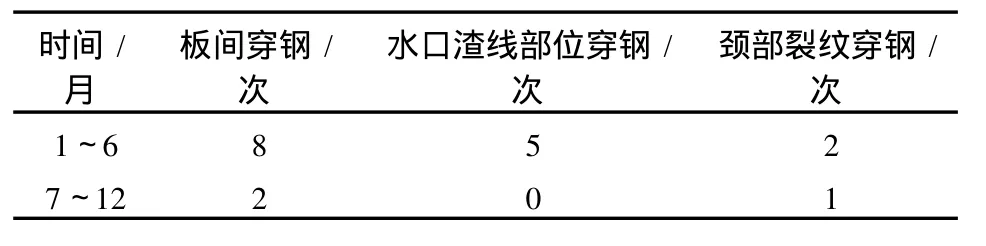
表1 2009年上半年和下半年的水口穿钢情况对比
2009年下半年板间穿钢2次均为未按规定烘烤,造成板间吸氧所致;1次颈部裂纹穿钢为水口本身颈部存在细小裂纹所致。故说明采取以上控制措施是有效可行的。
5 结语
通过对耐材质量、烘烤制度、操作规范等进行优化与改进,取得了良好效果,但要杜绝水口穿钢事故的发生,必须抓好每一个相关环节,更进一步细化管理措施,规范水口烘烤及使用。同时随着现代高效连铸的不断发展,对浸入式水口的使用寿命、安全和浇钢质量会提出更高的要求,因此开发耐蚀性好、使用寿命长的浸入式水口将是今后的一个研究方向。
[1]周卫胜,刘前芝,汪波.钢包滑板间漏钢原因及防范措施[J].耐火材料,2005,39(3):225-226.
[2]沈钟铭.宝钢连铸中间包滑板的使用问题研究[J].宝钢技术,2007(6):48-50.
[3]宋素格,王新志,王三忠,等.现代高效连铸用耐火材料的选择及应用[J].中国冶金,2008,18(12):28-31,37.
CAUSES ANALYSIS AND COUNTERM EASURES FOR L IQU ID STEEL LEAKAGE FROM SUBM ERGED ENTRY NO ZZLE(SEN)IN SLAB CAST
W ang Feiri W ang X inzhi L iu Haiqiang Gao X injun Yin Shuchang (Anyang Iron&Steel Stock Co.,L td)
In the paper the causes for SEN leakage are analyzed and som e counterm easures are stipu lated according to refracto ry quality,p reheating effect,p rocess operation and p roduction norm al.ASa result,the SEN leakage tim es are simp ly reduced,and no tab le effectiveness is achieved.
refractory continue casting p roperties analysis.
:2010—2—4