立式磨粉磨硬质/高硅非金属矿时耐磨材料的选择及应用
2016-07-05袁凤宇合肥水泥研究设计院安徽合肥230051
袁凤宇(合肥水泥研究设计院,安徽 合肥 230051)
YUAN Feng-yu(Hefei Cement Research & Design Institute, Hefei 230051, China)
【矿物加工】
立式磨粉磨硬质/高硅非金属矿时耐磨材料的选择及应用
袁凤宇
(合肥水泥研究设计院,安徽合肥230051)
【摘 要】基于料床粉磨原理的HRM型立式磨具有较高的研磨和分级效率,能够适应当前非金属矿产业规模化和产品精细化的发展需求。立式磨粉磨一些硬质/高硅非金属矿,能够有效减少产品污染、降低设备维保费用,这些技术优势的发挥在很大程度上取决于关键部件耐磨材料的选择及应用经验,本文在此作简要探讨。
【关键词】HRM立式磨;粉磨;非金属矿;耐材
YUAN Feng-yu
(Hefei Cement Research & Design Institute, Hefei 230051, China)
我国是全球非金属矿产资源品种较多、储量较丰富的国家之一。随着经济、科技和社会的快速发展,对非金属矿物材料的需求日益增加,作为不可再生资源,高效开发和利用非金属矿是未来发展的必然要求。而开发利用水平已成为衡量一个国家经济综合发展实力的重要标志之一,而非金属矿加工装备与技术是提升非金属矿资源开发利用水平的重要保证[1]。
众所周知,雷蒙磨、球磨机、振动磨等加工装备与技术,虽然在一定程度上满足了软质非金属矿物(莫氏硬度<4.0)产品加工的需求,在特定时期实现了一定的经济效益。但是,对于硬质非金属矿物(莫氏硬度>4.0)产品加工,存在以下问题:①设备易损件磨损严重;②磨耗高,产品污染严重;③设备运行率低,检修或修复率高;④企业经济效益低下[2-3]。
近年来,立式磨及其粉磨技术的应用成为非金属矿粉磨装备与技术的主要进展之一。在非金属矿产业规模化、产品精细化的实践应用中,突出表现为高效、节能、环保,并促进了该行业的加工技术升级。但是,对于莫氏硬度较高或高硅含量的硬质非金属矿物料粉磨来说,也面临着加工装备本身所用耐磨材料的选择问题。
鉴于此,本文借鉴其他粉磨装备技术及HRM型立式磨在硬质非金属矿行业的应用情况,探析立式磨粉磨硬质/高硅非金属矿原料时如何优选耐材的问题。
1 常见硬质非金属矿物
常见的硬质/高硅非金属矿物料有:高岭土、叶蜡石、石英砂和滑石(高硅含量)等,表1列出了上述几种物料的理化指标和产品要求。
由表1可见,这些物料的明显特征是SiO2、Al2O3含量较高,都是较难粉磨的物料。高岭土细度一般要求为45μm(325目)98%通过;叶蜡石作为玻纤的原材料,其细度一般要求45μm(325目)99%通过(且不能有大颗粒,不然影响玻纤拉丝成型);石英砂细度一般要求为75μm(200目)95%通过,玻纤行业为45μm (325目)99%通过;滑石细度要求一般为23~45μm (400~600目)97%通过。这些细度要求都比较高,而立式磨正好符合这样的加工需求——既具备足够的粉磨能力(磨出成品),也具备精细的选粉精度(选出成品)。

表1 常见的硬质/高硅非金属矿物的理化分析(%)
2 立式磨工作原理及磨损机理
2.1立磨工作原理
HRM型立式磨作为一种新型节能粉磨设备,其工作原理是:电动机驱动减速机带动磨盘转动,需粉磨的物料由锁风喂料设备送入旋转的磨盘中心,在离心力作用下,物料向磨盘周边移动,进入粉磨辊道。磨辊在液压装置和传动臂的作用下,向辊道内物料施加粉磨力,物料受到挤压和剪切作用而被粉碎。同时,热风(根据原料水分而定)从围绕磨盘的风环高速均匀向上喷出,粉磨后的物料被风环处的高速气流吹起,一方面把粒度较粗的物料吹回磨盘重新粉磨;另一方面对悬浮物料进行烘干,细粉则由热风带入分离器进行分级,合格的细粉随同气流出磨,由收尘设备收集下来即为产品,不合格的在分离器叶片作用下重新落至磨盘,与新喂入的物料一起重新粉磨,如此循环,完成粉磨作业全过程。
2.2磨损机理
立磨的工作原理及构造决定立磨的磨损主要分为挤压磨损和风蚀磨损。对于不同部位的零部件,耐磨材料的选用首先是要有足够的硬度,但对于立磨磨辊和磨盘衬板等粉磨组件,由于工作中需要施加很大的力且存在振动问题,因此,对材料的强度和韧性也有较高的要求。
(1) 挤压磨损。目前立磨磨辊加压多采用液压加载系统(刚度达1.5~3.2kN/mm),工作压力大,可达400~800kN,粉磨组件在工作中受到很高的挤压力作用,并且接触面和被粉磨物料间存在差速滑移(速度差),在部件表面表现为研磨和微观切削,粉磨组件的工作条件越来越苛刻。
(2) 风蚀磨损。为保证立磨粉磨后的物料能及时被带出磨外,磨内必须保证一定的通风量,即各部位须保持一定的风速。如磨内风环须保证有40~60m/s风速,这样才能将被甩出磨盘的粉状物料带到磨机顶部选粉机进行粗细分离,在此过程中,高速向上的物料需要经过磨机壳体、选粉机壳体、导风叶片(静叶片)、动叶片等部件,因物料的冲刷和撞击造成这些部件的风蚀磨损。基于磨内气—料流场分析,若能优化磨内结构设计,能有效降低磨内风蚀磨损的程度。
3 耐磨材料种类
当前,耐磨材料的研发方兴未艾,抗磨白口铸铁系列、高锰钢系列、合金钢系列、硬面堆焊系列、复合材料系列等五大类耐磨材料的应用取得长足进步,前四大类耐磨材料的综合机械性能可提升的空间有限,而复合材料的研发和应用有巨大潜力,是今后进一步提高和改善耐磨铸件使用性能的研发方向[4]。立式磨常用的耐磨材料分类见表2。
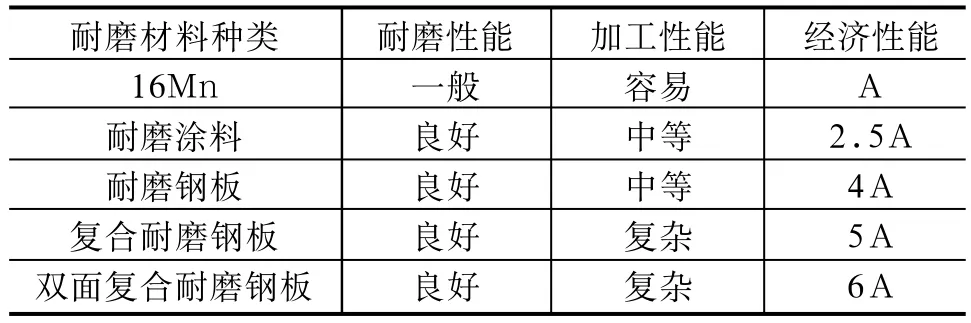
表2 立式磨常用的耐磨材料
用于干法磨机的衬板、球和段的耐磨材料已基本成熟定型,然而应用于其他耐磨铸件的耐磨材料仍存在不少难题。立磨磨辊和磨盘采用硬面堆焊技术后,用于粉磨矿渣时明显比抗磨白口铸铁材质更耐磨,但是用于粉磨钢渣或高硅的高磨蚀性物料时,其耐磨性仍显不足。
复合材料中的双金属复合铸造和镶铸硬质合金两类技术已较为成熟,且应用效果很好。然而,在某些高磨蚀性工况条件下,欲进一步提高耐磨铸件的性价比,铸渗陶瓷的颗粒增强金属基复合材料将具有更广阔的研发和应用前景[3]。
立磨作为一种成熟的粉磨设备,其主体结构和粉磨原理基本上已无可变更,但是对其耐材的选择上是不断更新的。针对不同的非金属矿类型,有不同的耐材选择来应对其特殊的粉磨要求,降低耐磨部件的维护和更换成本,也减少对产品的污染问题,长远来看是为客户节省开支、提升效益。
4 立式磨关键部位抗磨研究
立式磨是一种基于料床粉磨机理的制粉装备,不同厂家的立式磨结构大同小异,其性能的优劣在很大程度上取决于磨内关键部位耐磨材料的选择。一般立式磨中的关键部位见下页图。
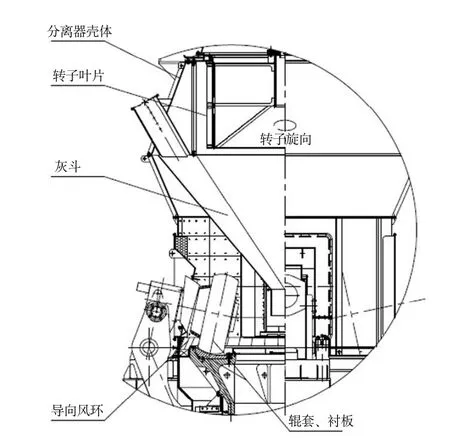
图1 立式磨关键部位示意图
4.1分离器壳体的材料选择
位于立磨最顶部的分离器壳体,受到的磨损比较单一,基本完全是含尘气流冲刷造成的风蚀磨损。该处形状不规则,不便采用复合钢板材料或者钢板制作衬板,即使用成本较高,且此处风速仅为3~6m/s,没必要使用如此耐磨的材料。根据应用经验,使用16Mn作为衬板材料,使用两年后磨损不明显,且仍可继续使用。此处也可采用耐磨涂料,但耐磨涂料价格较高,但应用寿命比16Mn长一倍。笔者认为两者的性价比差不多,均可采用。
4.2转子叶片的材料选择
转子叶片处于粗粉料和细粉料之间的分离区域,在承受一定物料冲击的同时,运动中还受离心力和振动的影响,使用耐磨涂料容易脱落。因此,目前较适宜的材料是耐磨钢板(如罗奇中国和耐钢的产品),其加工性和可焊性都较好,并且是同厚度同等硬度,使转子的动静平衡效果好,其两面都可抵御磨损,基本上使用两年以后其结构仍然完整可靠,抗磨性能优异。
4.3灰斗的抗磨处理
灰斗中的物料是分离器分选出的粗颗粒,内壁以颗粒物料滑动造成的摩擦磨损为主,这样的工况采用料垫最为合适。具体做法一般是用16Mn按一定的间距在灰斗内壁焊成若干个档料圈以积存一定的物料形成料垫,但扁钢高度和间距设置要合理,需要根据物料的堆积角和灰斗斜度确定,以能保证形成不间断的料垫且厚度不要太高。太高使得灰斗承载过重,影响安全。灰斗外壁的情况类似于分离器壳体,因此一般也是采用耐磨陶瓷涂料进行保护。而在应用中发现耐磨涂料即使选用进口的也容易形成小面积脱落,维修小面积的成本也很高,所以采用双面复合耐磨钢板是极佳的选择。
4.4导向风环的抗磨措施
导向风环强制变向提高风环风速为35~50m/s,风中含有大量粗粉和细粉,磨损情况比较严重,由于叶片间距小厚度薄,且存在气流冲击引起的振动,耐磨陶瓷片和耐磨陶瓷涂料都不适宜,耐磨钢板使用效果也不是很好,使用寿命一般一年多。为此,我们优选了复合耐磨钢板,将耐磨面朝向气流,使用两年后仍然可用。
此外,笔者重点探讨下复合耐磨钢板的焊接问题。复合耐磨板由普通钢板堆焊耐磨材料而成,两复合钢板不能直接焊接,焊接后易脱焊,造成损失及隐患。可行的焊接方法是:将焊接位置的耐磨材料刨掉,露出底层,先用普通焊条将钢板之间焊牢,然后再次堆焊耐磨焊条,这样的焊接效果比较牢固且不会脱焊。
4.5辊套的抗磨措施
作为立磨最重要的粉磨部件,辊套的耐磨性能和可靠性至关重要,磨辊磨损严重后,不仅产量会急剧下降引起电耗增加,还会导致磨机振动加剧易导致相关零部件的损坏。磨辊衬板需要承受磨辊自重及辊料的挤压和摩擦力,传统材料是高铬铸铁,磨损后可再进行堆焊修复几次使用,但因其可焊性不佳,易造成内部缺陷,堆焊过程中堆焊层易剥落。有的是堆焊前没有缺陷,但堆焊后却产生缺陷,只能报废,造成极大经济损失。
因此,越来越多的立磨直接采用焊接性能好的碳钢作基体表面堆焊耐磨层来制造磨辊衬板,形成内韧外硬的结构,相对于高铬铸铁具有更高的耐磨性和耐冲击能力,而且磨损后可以通过再生堆焊反复多次使用。此种方式最大的风险就是耐磨层的剥离,为尽量避免剥落,需要从母材、堆焊厚度、焊丝选择及施工工艺几个方面进行合理搭配。同时,为确保堆焊修复的经济可靠,应确保每次再生堆焊前衬板的磨损程度都不伤及过渡层及母材。另外,随着立磨的大型化,在线堆焊修复也更加实用。
关于耐磨涂料的使用,笔者认为应论证使用环境,不可盲目使用。即使使用,也要用在风速低、固定的位置。形状不规划的位置可以使用耐磨涂料。比如磨辊门位置,由于形状不规划同,相比其他材料更加容易施工,降低了成本。
5 结语
对于硬质/高硅非金属矿原料的粉磨,HRM型立式磨可以满足高细度、低污染、大产量等加工要求,实现这些目标不单是磨机规格选择合理,还有磨内各个关键部位及研磨部件的耐材优选及加工(施工)工艺的问题。对这些问题的攻坚克难一方面源于非金属矿市场要求和行业发展趋势;另一方面在于对技术进步的执着追求,这也是我们长期保持非金属行业超细粉磨及分级技术领先的关键优势所在。
【参考文献】
[1]郑水林.非金属矿粉体加工技术现状与发展[J].中国非金属矿工业导刊,2007(4):3-6.
[2]秦广超,崔啸宇,陈飞,等.浅析重质碳酸钙产业发展及其粉体装备技术升级[J].中国非金属矿工业导刊,2013(6):35-39.
[3]秦广超,崔啸宇,迟源,等.“十二五”期间重质碳酸钙产业发展分析[J].中国非金属矿工业导刊,2012(6):1-4.
[4]陈忠华,熊晖等,孙桂祥,等.耐磨铸件铸渗陶瓷技术的初探[J].新世纪水泥导报,2015(2):10-15.
【中图分类号】TQ172.6+32.5
【文献标识码】A
【文章编号】1007-9386(2016)01-0034-03
【收稿日期】2015-11-03
Choice and Application of Vertical Roller Mill Wear Resistant Material on Grinding Non-metallic Minerals
Abstract:Based on the principle of bed-grinding, the HRM vertical roller mill has a highter grinding and classification efficiency,which can adapt to the industry-scale and products-fine development needs of non-metallic minerals. HRM mill grinding some hard/ high silicn content non-metallic minerasls can effectively reduce powder pollution and equipment maintenance fees,the play of these technological advantages in a great extent depend on the key components of wear resistant material choice and application experience,this paper makes brief discussion here.
Key words:HRM vertical roller mill; grinding; non-metallic minerals; wear resistant material
