烟煤粘结指数测定中搅拌方法的改进
2010-08-25夏崇博张贵红侯明霞周淑珍
夏崇博 张贵红 侯明霞 周淑珍
(安阳钢铁股份有限公司)
烟煤粘结指数测定中搅拌方法的改进
夏崇博 张贵红 侯明霞 周淑珍
(安阳钢铁股份有限公司)
根据 GB/T5447-1997烟煤粘结指数测定方法,结合粘结指数测定中的实际操作经验,分析了煤的混匀程度对粘结指数测定准确性的影响,同时针对现有的搅拌方法进行了改进,并取得了很好的效果。
粘结指数 混匀程度 预搅拌
0 前言
粘结指数 G是煤分类的重要指标之一,是划分煤种的重要指标。尤其是当来煤处于两种牌号的交界处时,如何测准粘结指数 G就更为重要。在粘结指数 G测定的过程中,曾出现同一批煤制备的煤样,同一个人测定两次,但两次测定的 G的算术平均值有时会出现了较大差异。经过大量试验对比分析查找原因,发现煤样的搅拌方法不同导致的煤样混匀程度不同,对粘结指数的测定有着很大的影响。
1 测定原理及方法
烟煤粘结指数测定原理[1]是将一定质量的试验煤样和专用无烟煤,在规定的条件下混合,快速加热成焦,所得焦快在一定规格的转鼓内进行强度检验,以焦快的耐磨强度,即抗破坏力的大小来表示试验煤样的粘结能力。因此,烟煤粘结指数实质是试验烟煤在受热后,煤颗粒之间或煤粒与惰性组分颗粒间结合牢固程度的一种度量,它是各种物理和化学变化过程的最终结果。
烟煤粘结指数测定方法[2]是用5 g专用无烟煤和1 g试验煤样 (均精确到0.002 g)放入坩埚内,将坩埚内的混合煤样搅拌2min,在110 g~115 g压块与6 kg压力下静压30 s后放入 850±10℃马弗炉的恒温区内灼烧15min,之后取出放置冷却至室温,取压块,将压块上的焦屑刷入坩埚中,称量,进行两次转鼓试验和筛分操作,计算 G值。
2 存在问题及分析
目前,还没有国家标准的粘结指数测定试样,其测定结果随试验条件而变化,除了煤本身的特性外,影响 G值测定结果的主要因素和试验中应注意的事项有焦化温度,焦化时间,马弗炉温度回升速度,煤样粒度和放置时间,转鼓转速和时间,压块质量,煤样与无烟煤的混匀程度等。其中,不言而喻,煤样与无烟煤的混合越均匀,测定结果越可靠。然而在实际操作中,煤样的混匀程度主要取决于搅拌方法能否搅拌均匀并一致,针对这一问题,进行了大量的试验对比研究。
2.1 实验过程中出现绽裂现象及成因
在粘结指数的测定中,经常发现在灼烧15min冷却后的焦块出现竖道绽裂纹 (绽裂:有些煤的焦块由于收缩应力不同形成不规则的裂缝)。焦块也由于色泽(色泽:焦色分黑色,即不结焦或凝结的焦块、深灰色、银灰色),熔合情况 (粉状凝结、部分熔合、完全熔合)等不同,形状复杂多样。经转鼓后,焦块裂损成多瓣,有的多达4~6块,损失较大,而导致 G值偏低,常常需要复验,以防引起不必要的质量异议。这种现象经过长时间的观察对比试验,在排除了其他的影响因素外,发现与搅拌不够充分,混合不够均匀有很大关系。
2.2 机械搅拌中出现的问题及成因
GB-T5447-1997烟煤粘结指数测定方法中规定:可用达到同样效果的机械装置进行搅拌。在使用机械装置时,由于搅拌丝的半径是一定的,搅拌后,会出现以此半径为圆的塌陷圈,而使四周高的煤样沾住坩埚壁,此类分层现象,尤以做3∶3实验时最为突出。这种想象主要是由于专用无烟煤和煤样都不是颗粒大小一致的煤粒,如果搅拌不均匀,会使颗粒接近的煤粒进行了就近聚集分层,引起搅拌后的煤样混合不够充分均匀,导致粘结指数测定的结果不准确,失真。
3 采取措施
针对搅拌过程中出现的实际问题,结合实际工作中的操作经验,经过大量的试验对比,对手工搅拌和机械搅拌过程分别采取了以下优化措施。
3.1 手工搅拌时,增加搅拌时间,使煤样与无烟煤充分混合均匀一致
手工搅拌时具体的搅拌方法是坩埚作45°左右倾斜,逆时针方向转动 (15转/m in),搅拌丝按同样倾角作顺时针方向转动 (150转/m in),搅拌时,搅拌丝的圆环接触坩埚塌壁与底相连接的圆弧部分约经2min10 s后,一边继续搅拌,一边将坩埚与搅拌丝逐渐转到垂直位置,2.5 m in时,搅拌结束。在搅拌时,应防止煤样外溅。各取肥煤,焦煤,气煤,瘦煤煤样进行粘结指数试验,搅拌2min[2](简称 A法),灼烧后,用转鼓后计算出的 G值见表1。用同一煤样,搅拌2.5 m in(简称 B法),灼烧后,经同一转鼓后计算出的对比数据见表2。

表1 转鼓后计算出的原始数据(A法)

表2 转鼓后计算出的对比数据(B法)
3.2 机械搅拌时,提前加入手工预搅拌
机械搅拌时具体的搅拌方法是在机械搅拌前适当加入30 s的手工预搅拌,即用搅拌丝将坩埚内混合物手工搅拌30 s。做法是:将坩埚水平放置于手中握稳,另一只手持搅拌丝垂直于坩埚匀速螺旋线形搅拌,此过程应防止煤样外溅。用同一煤样进行粘结指数试验,直接机械搅拌法 (简称 C法)搅拌,灼烧后,用同一转鼓后计算出的 G值见表3。用同一煤样进行粘结指数试验,机械搅拌时提前直接加入手工预搅拌30 s后,再用机械搅拌法搅拌2min,即共搅拌2.5 m in(简称D法),灼烧后,经同一转鼓后计算出的对比数据见表4。

表3 转鼓后计算出的原始数据(C法)

表4 转鼓后计算出的对比数据(D法)
4 效果分析
1)通过以上改进措施的实施,发现肥煤,焦煤,气煤,瘦煤的技术指标标准偏差都比改进前有所降低,这说明改进后测定结果的准确性较之改进前有了大幅提高,加之肥煤,焦煤,气煤,瘦煤煤样的选取基本涵盖了现有的各种
book=47,ebook=12事故次数大大降低,粉碎机运行率明显提高,这相应延长了1#粉碎机的生产时间。
原因可能是俄罗斯精矿本身 A l/Si值高达0.57,不利于 SFCA的形成。
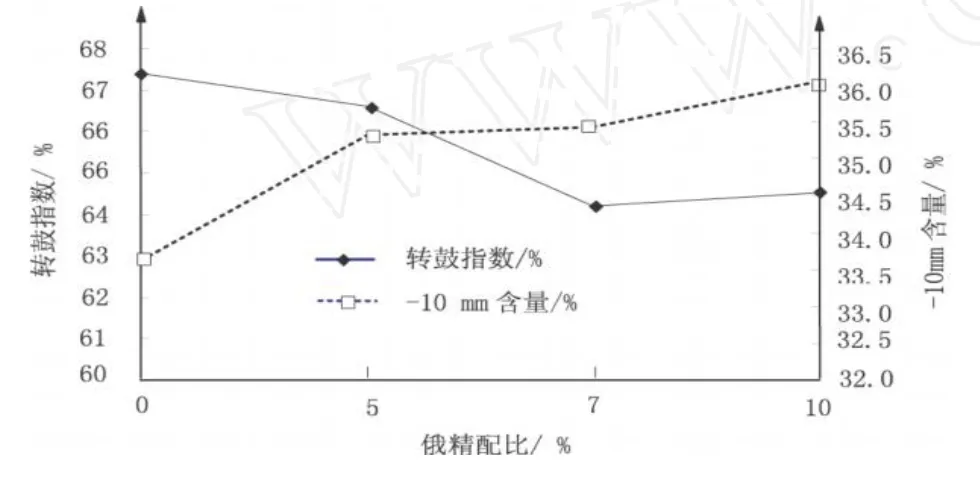
图2 俄罗斯精矿配比对烧结矿强度和粒度的影响
2.2.3 对固体燃耗和成品率的影响
按照试验方案设计的俄罗斯精矿配比,分别进行了对比试验,试验结果趋势如图3所示。

图3 俄罗斯精矿配比对固体燃耗和成品率的影响
由图3和表5可以看出,随着俄罗斯精矿配比的增加,固体燃耗和成品率指标双双呈劣化趋势。原因可能是由于俄罗斯精矿中的 A l2O3含量过高,混合料的软熔点上升所致。
3 工业应用效果
根据实验室的实验情况,安钢于2008年元月底开始采购俄罗斯磁铁精矿,2月份中旬开始用,将安钢90/105 m2烧结机1月份和3月份的生产数据进行对比。没有使用俄罗斯精矿的元月份作为基准期,使用约5%俄罗斯精矿替代部分高镁精矿的3月份作为试验期进行比较,基准期和试验期的部分技术质量指标比较见表7。

表7 90/105 m2部分生产指标
由表7可以看出,工业生产中在烧结矿碱度和M gO含量基本一致的技术参数下,转鼓指数和返矿率和实验室表现是一致的,都呈略微下降趋势。在产量方面,由于105 m2烧结机大修,利用系数无法准确对比,但同样的90 m2系统,三月份台车机速比元月份高0.1 m/m in。总的来说,俄罗斯精矿在生产上的表现和实验室表现是一致的,转鼓指数仅下降0.46百分点,对大工业生产影响有限。
4 结论
1)俄罗斯精矿粒度非常细,-200目>80%,安钢在上述原料结构中配加适量可改善料层透气性。配加5%~10%俄罗斯精矿,垂直烧结速度较基准样有明显提高,但大于5%后,烧结速度有下降趋势。
2)俄罗斯精矿配比大于5%后,烧结矿强度急剧下降,同样配煤比的情况下,成品率也急剧变差,所以该矿只能作为小矿种使用,不能作为烧结的主矿种。
3)俄罗斯精矿的 A l2O3含量远高于国内磁铁精矿,这一因素可能是导致该矿的烧结性能劣于其它精矿的原因。
[1]薛俊虎.烧结生产技能知识问答.北京:冶金工业出版社,2005,67-72.
[2]庄剑鸣,李军,康旭.铁精矿性能对烧结速度影响.烧结球团,2004,29(4):12-15.
2)粉碎能力提高。轴承发热故障的有效解决,使粉碎机的粉碎能力得到充分发挥,由原先的最高350 t/h上升为400 t/h,提高了生产效率。
3)提高了配合煤细度稳定率。PCK1416型粉碎机的稳定运行,保证了配合煤的细度稳定,细度稳定率由原先的90%上升为95%。
5 结语
科学的操作和维护对延长粉碎机轴承的使用寿命都缺一不可。在操作方面,要定时测量轴承温度,注意是否有异常响声,当粉碎机本体出现振动时要及时停车;在维护方面,在使用二硫化钼润滑时要注意油量的科学控制:加油量少或加油量多,在轴承运转过程中温度均有可能持续上升导致轴承发热,粉碎机轴承维护实践表明,控制加油量在轴承室容积的2/3左右,可最大程度避免轴承发热故障几率。
6 参考文献
[1]于振东.焦炉生产技术.沈阳:辽宁科学技术出版社,2002:26.
[2]屈凡碧.烧结机改造后锤式破碎机锤头的工况分析.河南冶金,2005,13(2):32-33.
[3]冶金技工学校教学用书.钳工工艺学.长春:吉林大学出版社,1991:230-231.
IM PRO VEM ENT O F THEM IX INGM ETHOD ON THE DETERM INAT ION O F CAK ING INDEX O F B ITUM INOUS COAL
X ia Chongbo Zhang Guihong HouM ingxia Zhou Shuzhen (Anyang Iron&Steel Stock Co.,L td)
A ccording to GB/T5447-1997 the determination of caking index of bitum inous Coal,com bining w ith the p ractical operation experience in the determination of caking index,this paper analysis influence of the Coalm ixing degree on the determination accuracy of caking index,at the sam e tim e imp roves the existingmixingmethod,and have achieved good resu lts.
Caking indexmixing degree p rem ixing
2010—2—20