浅谈压力容器焊接成品的致密性检验和承压能力检验
2010-08-07文宇刘英
文 宇 刘 英
(安徽省霍邱县水务局 霍邱 237400)(安徽省水利科学研究院 蚌埠 233002)
1 前言
压力容器、锅炉、管道及储罐等承压容器焊接结构件焊完后,要进行密封性检验,包括焊缝的致密性检验和压力容器的承压能力检验。下面针对承压容器在焊接制造完成前后这个阶段,阐述如何进行压力容器焊接成品的焊缝致密性检验和承压能力检验。
2 焊缝致密性检验
2.1 煤油试验
煤油试验适用于敞开的容器和储存液体的储器以及同类其他产品的密封性检验。试验时在便于观察和焊补的一面涂白垩粉,待干燥后在焊缝另一面涂煤油,试验过程中涂2~3次,持续15min~3h。涂油后立即开始观察白垩粉一侧,如在规定时间内,焊缝表面未出现油斑和油带,即判定为合格。碳钢和低合金钢焊接构件做煤油试验所需时间推荐值见表1。

表1 碳钢和低合金钢做煤油试验所需时间推荐值
2.2 载水试验
适用于不受压的容器或敞口焊接储器的密封性试验。试验时,仔细清理容器焊缝表面,并用压缩空气吹净、吹干。气温不低于0℃的条件下,在容器内灌入温度不低于5℃的净水,然后观察焊缝,持续时间不得少于1h。在试验时间内,焊缝不出现水流、水滴状渗出,焊缝及热影响区表面无“出汗”现象,即为合格。
2.3 冲水试验
适用于难以进行水压试验和载水试验的大型容器。试验时,用出口直径不小于15 mm的消防水带往焊缝上冲水。水射流方向与焊缝所在表面夹角不小于70°。试验水压应不小于0.1 MPa,以造成水在被喷射面上的反射水环直径不小于400mm。试验时的气温应高于0℃、水温高于5℃。对垂直焊缝应自上而下进行检查,冲水同时对焊缝另一面进行观察。
2.4 沉水试验
只适用于小型焊接容器,如汽车油箱等的密封性检验。试验时将工件沉人水中20~40mm深处,然后试件内充满压缩空气,观察焊缝处有无气泡出现,出现气泡处即为焊接缺陷存在的位置。
2.5 吹起试验
用压缩空气流吹焊缝,压缩空气压力不小于0.4MPa,喷嘴与焊缝距离不大于30mm,且垂直对准焊缝,在焊缝另一面涂以l00g/L的水肥皂液,观察肥皂液一侧是否出现肥皂泡以发现缺陷。
2.6 氨气试验
适用于可封闭的容器或构件。试验时,在焊缝上贴以浸透5%硝酸银(汞)水溶液的试纸(其宽度比焊缝宽度大20mm)。在焊件内部充入含10%(体积含量)氨气的混合压缩空气(其压力按焊件的技术条件制定),保压3~5min,以试纸上不出现黑色斑点为合格。
2.7 氨气检漏
是一种灵敏度很高的密封性检验方法,用以检查致密性要求较高的焊缝。检查时,将容器抽真空,然后喷射氨气或在容器内通入微量氨气,由专用氨气质谱检漏仪进行检漏。
3 压力容器承压能力检验
3.1 常用检验方法简介与比较
压力容器的承压能力检验有水压试验和气压试验。
水压试验,即以水为介质进行的超压水压试验,是通过向设备或系统充水加压,在加压中及加压后,观察设备或系统有无渗漏破裂,或明显变形的一种检验方式,主要是检查压力容器承压部件的强度和严密性。其目的是检查设备的完善程度,暴露缺陷,避免带有严重缺陷的压力容器承压部件投入运行或继续运行。试验最常用的加压介质是室温下的水,试验压力要超过设备额定工作压力或设计压力。当对管道进行水压试验时,宜用阀门将管道分成几段,依次进行试验。为了检查强度,试验压力比工作压力大几倍或相当于材料屈服极限的压力值。试验时应注意观察应变仪,防止超过屈服点。试验后的焊接试件必须经过退火处理,以消除因试验而引起的残余压力,然后依次进行试验。
气压试验一般用于低压容器和管道的检验,气压试验比水压试验更为灵敏和迅速。由于试验后产品不用排水处理,因此气压试验特别适用于排水困难的容器和管道。气压试验的危险性比水压试验大。水压试验的试验压力为工作压力的1.5倍,气压试验则为1.25~1.5倍。水压试验和气压试验的方法及要求见表2。
3.2 水压试验具体试验方法
在压力容器承压能力检验中,实际运用较多的是水压试验,下面就水压试验的具体试验方法做一简介。
3.2.1 进行水压试验的目的和场合
在压力容器制造、安装、修理、改造及定期检验中,都需要进行水压试验:
(1)制造过程中的水压试验包括受压元件单件水压试验、受压部件或组件水压试验、设备总体水压试验等,在无损探伤合格及热处理以后进行。
(2)安装过程中的水压试验在承压设备及系统组焊安装完毕,经无损探伤合格及热处理以后进行。
(3)修理改造中的水压试验是在压力容器移装,或受压元件经过重大修理改造,经无损探伤及热处理后进行。
(4)定期检验中的水压试验是指在用锅炉及移动式压力容器,每6年至少进行一次水压试验;固定式压力容器每两次内外部检验后至少进行一次水压试验。
3.2.2 水压试验压力及水温水质
水压试验压力应以能考核承压部件的强度,暴露其缺陷,但又不损害承压部件为佳。通常规定,承压部件在水压试验压力下的总体应力不得超过材料在试验温度下屈服点的90%。具体的水压试验压力如表3所示。
水压试验应在周围环境温度高于5℃时进行,否则应采取防冻措施。试验用水的温度应高于空气露点的温度,以防锅炉或容器表面结露;但水温也不宜过高,以防汽化及造成过大的温差应力。为了防止合金钢制造的承压部件在水压试验时造成脆性破裂,水压试验水温应高于该钢种的韧脆转变温度。
水压试验用水的水质应洁净。对奥氏体不锈钢制造的承压部件进行水压试验时,应严格控制水中的氯离子含量,以防止产生严重的应力腐蚀。一般要求试验用水的氯离子含量不能超过25mg/L,试验合格后应立即将水渍清除干净。
3.2.3 水压试验过程
水压试验前,被试设备各连接部位的紧固螺栓必须装配齐全,紧固妥当。应配置两个经过校验准确可靠的压力表,其量程应为2倍的试验压力,安装于被试设备顶部便于观察的位置。
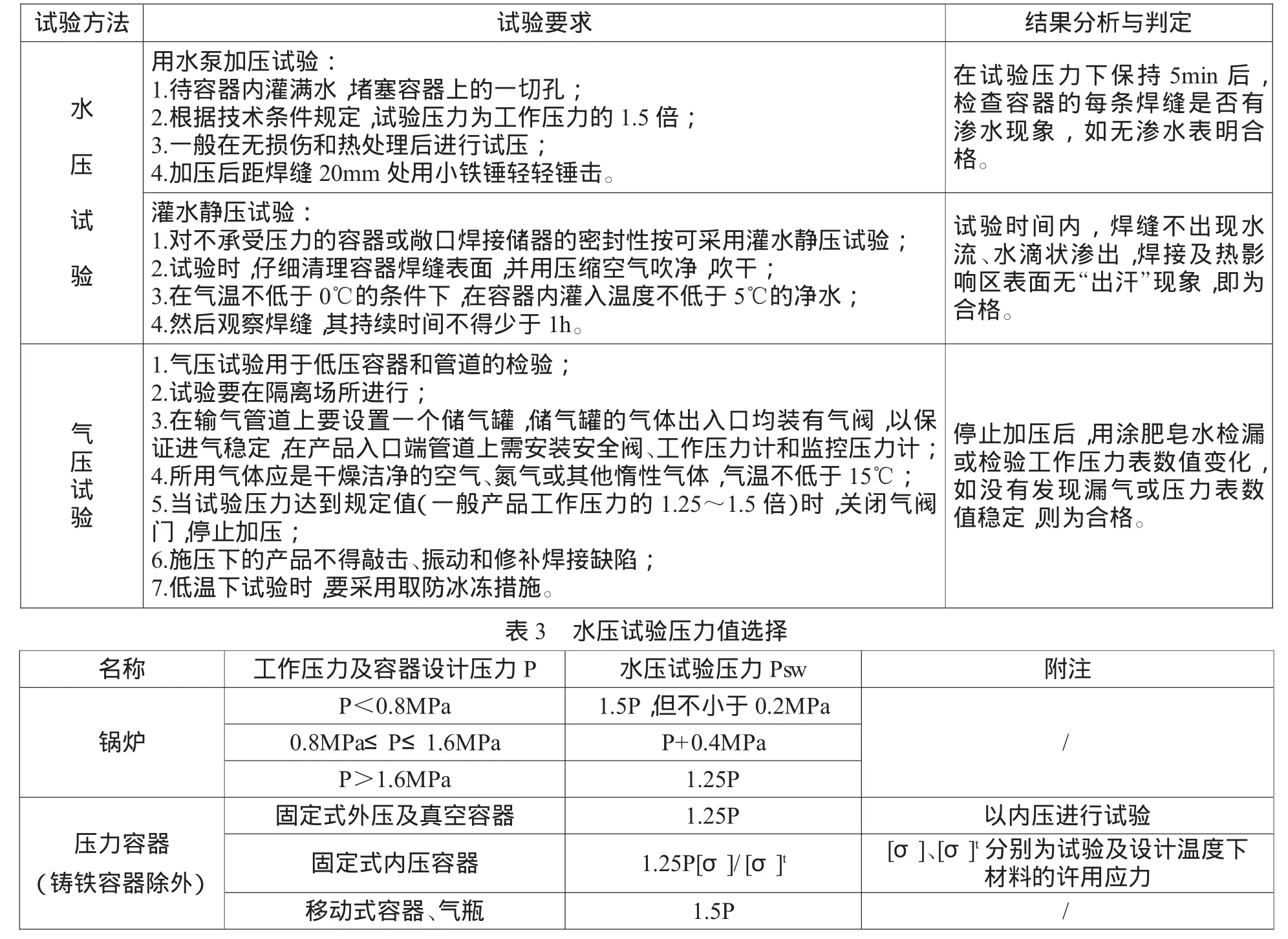
表2 水压和气压试验方法及要求
被试设备内部应充满水,滞留在器内的气体必须排除干净。被试设备的外表面应保持干燥。
水压试验时,压力升降应缓慢进行。当压力升至0.3MPa~0.5MPa时,应停止升压,进行初步检查;当压力升至工作压力时,应停止升压检查有无异常情况,无异常时方可升压至试验压力。对焊制锅炉和压力容器,在试验压力下保持20min(锅炉)或30min(容器),然后降至工作压力进行全面检查。检查期间压力应保持不变,不得采用连续加压方式来维持压力不变。
3.2.4 水压试验合格标准
水压试验检查合格的标准是:在承压部件金属壁和焊缝上没有水珠;水压试验后,用肉眼观察不到残余变形。对设计要求测定水压试验残余变形的容器,径向残余变形不超过0.03%,或容积残余变形不超过容积全变形的10%;对铆缝和胀口来说,在降到工作压力时不漏水。材料抗拉强度≥540MPa的容器,应经表面无损探伤抽查无裂纹。
3.2.5 水压试验主要安全注意事项
(1)试验现场应有可靠的安全防护设施,并经单位技术负责人和安全部门检查认可。水压试验过程中不得进行与试验无关的工作,无关人员不得在试验现场停留。
(2)在试验压力下,任何人不得靠近被试设备。
(3)试验过程中不得带压紧固螺栓或向受压元件施加外力。
(4)不得擅自以气压试验代替水压试验,以防设备在试验中破裂造成爆炸事故。
4 结语
压力容器由于密封、承压及介质等原因,容易发生爆炸、燃烧起火而危及人员、设备和财产的安全及污染环境的事故,搞好压力容器焊接成品的致密性和承压能力检验对保证其安全尤为关键和重要
