啮合异向双螺杆挤出机中捏合块元件对PE-HD/PS不相容体系混合效果的研究
2010-02-15李彦辉马秀清武学伟
李彦辉,马秀清,武学伟,田 军
(北京化工大学机电工程学院,北京100029)
0 前言
啮合异向双螺杆挤出机中一根螺杆的螺棱伸入到另一根螺杆的螺槽中将其阻断形成若干个相互独立的C形小室,物料被封闭在这些C形小室中以正位移输送机理向前输送,具有停留时间短、挤出能力强等优点,通常用于成型制品,特别是聚氯乙烯(PVC)的挤出成型和混合造粒。由于物料被封闭在C形小室内,各个C形小室之间物料交换极少,将其用于聚合物混合改性时混合效果不是很理想[1-2];与之相比,啮合同向双螺杆挤出机由于其纵向开放而具有优异的混合性能且被广泛用于混合改性。若能提高啮合异向双螺杆挤出机的混合性能,就可以在一台机器上实现混合与成型,对聚合物工业意义重大。
Thiele[3]、Potluri[4]、Keungjin[5]等都对啮合异向双螺杆挤出机的混合性能作过研究,他们在螺杆构型中引入了宽螺槽窄螺棱螺纹元件、开槽螺纹元件、螺槽宽度渐变的螺纹元件等非常规螺纹元件以及柱状元件、齿形盘元件、齿轮形元件等一些非螺纹元件,这些非常规螺杆元件的开发及应用大大地提高了啮合异向双螺杆挤出机的混合性能;国内周甫萍[6]、施丰[7]、罗兵[8]等分别对啮合异向双螺杆挤出机中波状螺纹元件、楔形推力面非常规螺纹元件以及VCR转子元件等新型元件的混合性能作了理论和实验研究。结果表明,这些新型元件具有比常规螺纹元件更为优异的混合性能。但将捏合块元件用于啮合异向双螺杆挤出机的研究在文献中很少见到,本文旨在将捏合块元件引入啮合异向双螺杆中并研究其混合性能。
1 实验部分
1.1 主要原料
PE-HD,5000S,中国石化北京燕化石油化工股份有限公司;
PS,H IPS825,盘锦乙烯有限责任公司;
1.2 主要设备及仪器
啮合异向双螺杆挤出机,LSM30/34,德国Leistritz公司;
扫描电子显微镜(SEM),Hitachi S-4700,日本日立公司。
1.3 机筒螺杆构型
本文所用的常规螺杆构型与机筒的组合方案如图1(a)所示,图1(b)为增加了混合元件后机筒螺杆的组合方案之一。具体方案是在熔融段用不同错列角和不同捏合盘厚度的捏合块元件置换图1(a)中标示的置换段I,在熔体输送段用直斜齿交替排列的齿形盘元件置换图1(a)中标示的置换段 II,图2为图1(b)所对应的螺杆构型的实物图,图中捏合块错列角为45°,捏合盘厚度为 7.5 mm,捏合块总长度为120 mm。
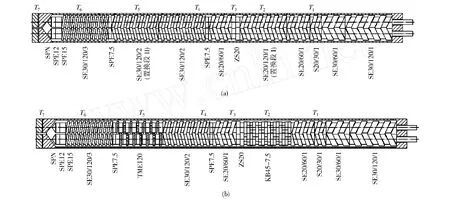
图1 机筒螺杆组合方案Fig.1 Configuration of the barrel and screw

图2 螺杆实物图Fig.2 Picture of the screw
本文总共用到9种螺杆构型,分别为常规螺杆构型以及置换段II不变,置换段 I为相同捏合盘厚度不同错列角(共5种)和相同错列角不同捏合盘厚度(共4种)的捏合块的螺杆构型。其中捏合块错列角的变化为 30 °、45 °、60 °、90 °和 120 °,此时单片捏合盘厚度为7.5 mm;捏合盘厚度的变化分别为 7.5、15、22.5、30 mm,此时错列角为 90°。单片捏合盘厚度为7.5 mm、错列角为90°的构型为重复实验,只做一次。
实验螺杆转速为30 r/min,采用计量加料方式,加料量为7.41 kg/h。机筒各段温度设定为T1=T6=230℃,T2=T3=T4=T5=240℃,机头温度 T7=230℃。
1.4 性能测试与结构表征
将 PE-HD和 PS按80∶20(质量比,下同)的比例预混好,加入计量加料装置,等挤出稳定后从机头采样。将采得的样品放入液氮中冷却,脆断,断面喷金,然后在SEM下观察相态结构并拍照。
2 结果与讨论
从图3可以看出,分散相PS呈球状或椭球状分布在连续相PE-HD当中。为了定量描述各螺杆构型的分散混合能力,对SEM照片作了后处理,先测得分散相的粒径然后按照式(1)~(3)计算出分散相PS的数均粒径、重均粒径和粒径分布指数[9],参与计算的分散相PS的粒子数目至少1000个。
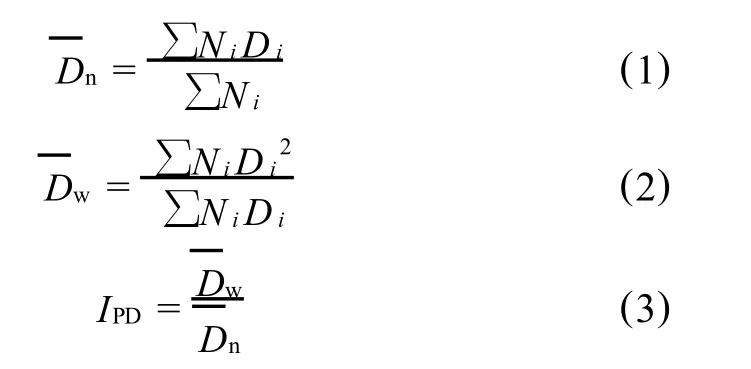
式中Di——分散相粒子的直径,mm
N i——直径为Di的分散相的粒子数目
IPD——粒径分布指数
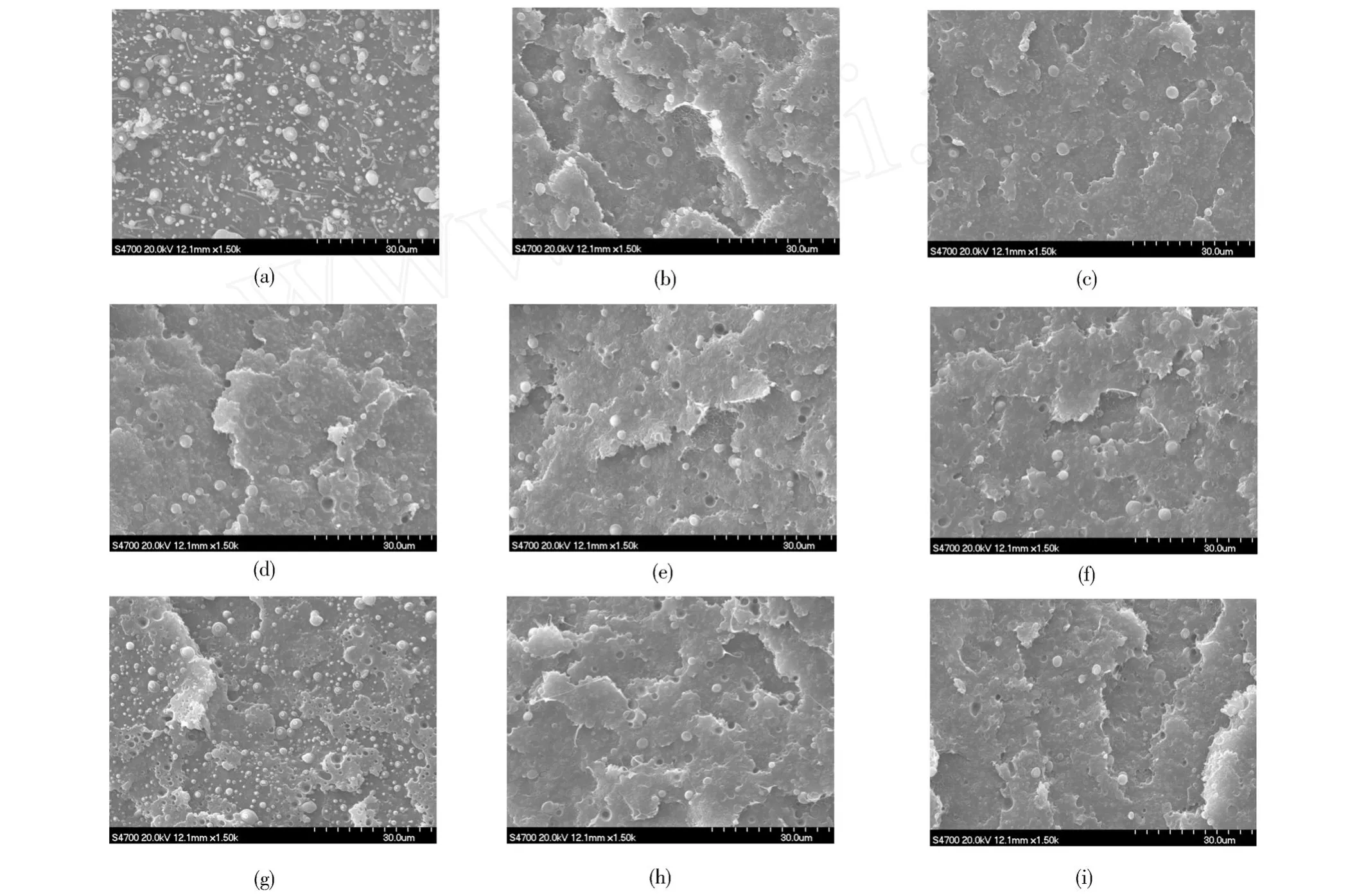
图3 各螺杆构型下PE-HD/PS试样的SEM照片Fig.3 SEMphotographs of PE-HD/PS blends

表1 各螺杆构型下PE-HD/PS共混体系中分散相PS的重均粒径及粒径分布指数Tab.1 Weight average diameter and partice diameter index of dispersive phase(PS)in PE-HD/PS blend for different screwconfigurations
对于增加了混合元件后的螺杆构型,由于其他部分的螺杆元件完全相同,只是置换段I处的元件不同,因此可以认为及粒径分布指数的变化是由置换段I的元件即捏合块元件引起的,下面将对捏合块元件的混合性能进行分析。
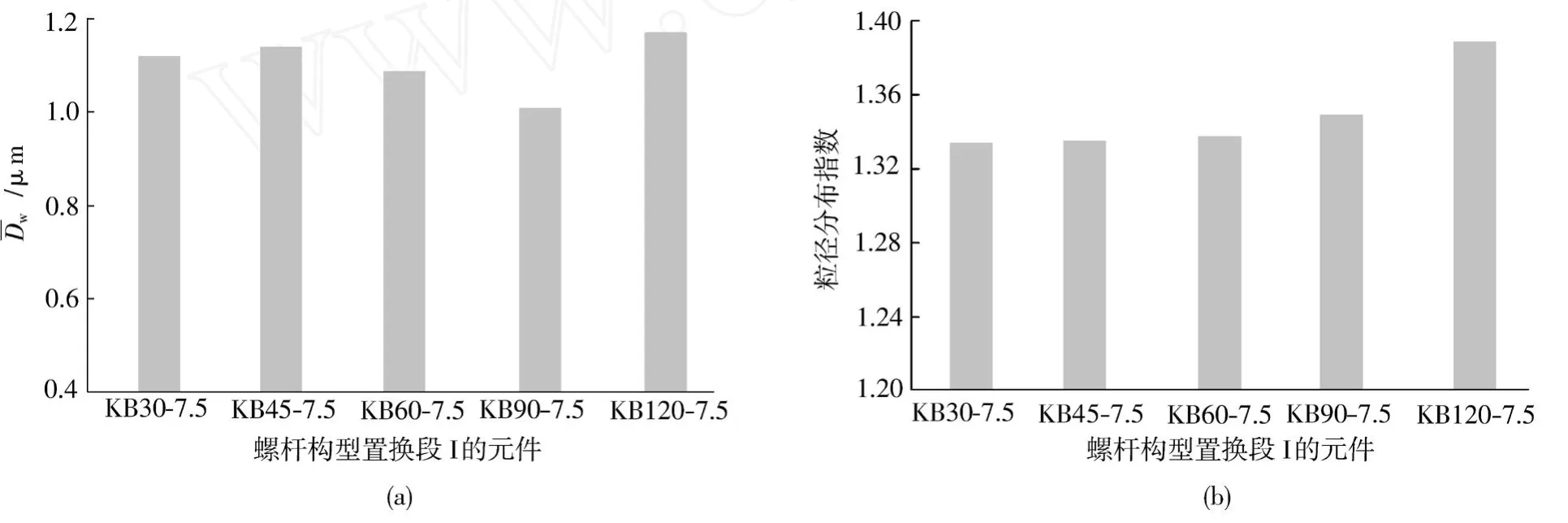
图4 不同错列角的捏合块时分散相PS的及粒径分布指数Fig.4 and partice diameter index of PS for kneading blocks with different staggerin g angles
由图4可知,捏合块的错列角对 PE-HD/PS不相容体系的混合效果有较大影响。从图4(a)可以看出,错列角为30°、45°和120°时分散相的较大,这是因为30°的捏合块输送作用很强,物料能够快速通过流道因而没有经受太多剪切;45°的捏合块也属正向输送元件,有较强的输送作用,但相邻两盘由于相互错开因而在轴向有了物料通道,部分物料在通道中没有经受剪切;120°的捏合块为反向输送元件,物料只有在上游建立起很高的压力才能向前输送,而压力太大就有部分物料在压力的作用下没有经受剪切直接通过通道;60°和90°的捏合块下分散相的较小 ,因为 60 °的捏合块虽属正向输送元件,但输送能力特别弱,而90°的中性捏合块没有输送能力,物料在这两种捏合块中经受剪切的时间较长。由图4(b)可以看出,随着捏合块错列角的增加,粒径分布指数增大,这是因为随着捏合块错列角的增加,轴向物料的通道增大,没有经受剪切而直接通过通道的物料增加;120°错列角下的分散相的粒径分布指数值是所有增加了混合元件后的螺杆构型下最大的,这是因为120°的捏合块为反向元件,部分物料在压力的作用下没有经受剪切直接从通道通过,而部分物料则经过了多次的回流剪切。
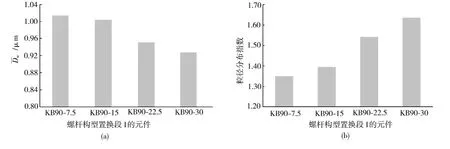
图5 不同捏合盘厚度的捏合块时分散相PS的及粒径分布指数Fig.5 and partice diameter index of PS for kneading blocks with different disc width
由图5可知,对相同错列角不同捏合盘厚度的捏合块而言,随着捏合盘厚度的增加,分散相的重均粒径减小,这是因为随着捏合盘厚度的增加,剪切增强,因而能获得比较小的粒径。而粒径分布指数却随着捏合盘厚度的增加而增大,因为90°的捏合块在轴向方向上能形成一个物料通道,而随着捏合盘厚度的增加,对物料的阻碍作用减小,没有经受剪切而直接通过通道的物料增加。
3 结论
(1)在常规螺杆上增加捏合块元件可以提高啮合异向双螺杆挤出机的混合性能;
(2)对于不同错列角的捏合块而言,90°的中性捏合块的分散混合能力最强,其次则依次为60°、30°、45°和120°的捏合块。随着捏合块错列角的增加,粒径分布指数增大,粒径均匀性变差;对于不同捏合盘厚度的捏合块,随着捏合盘厚度的增加,分散混合能力增加而粒径分布指数有所增大,粒径均匀性变差。
[1] 耿孝正.塑料混合及连续混合设备[M].北京:中国轻工业出版社,2008:249-254.
[2] 李庆春,郭奕崇.啮合异向双螺杆混合性能的分析与调控[J].塑料工业,2001,30(6):29-33.
[3] David B Todd.塑料混合工艺及设备[M].詹茂盛等,译.北京:化学工业出版社,2002:71-76.
[4] Ramesh Potluri,David Todd,Costas Gogos.Mixing Immiscible Blends in an Intermeshing Counter-ro tating Twin ScrewExtruder[J].Advances in Polymer Technology,2006,25(2):81-89.
[5] Keungjin Shon,Bumm,Sug Hun Bumm,et al.A Comparative Study of Dispersing a Polyamide 6 into a Polypropylene Melt in a Buss Kneader,Continuous Mixer,and Modular Intermeshing Co rotating and Counter-rotating Twin Screw Extruder[J]. Polymer Engineering and Science,2008,48(4):755-766.
[6] 周甫萍.啮合异向双螺杆新型螺纹元件的研制及其性能研究[D].北京:北京化工大学机电工程学院,1999.
[7] 施 丰.啮合异向双螺杆非常规螺纹元件的研制及流场模拟[D].北京:北京化工大学机电工程学院,2001.
[8] 罗 兵.新型连续混炼机转子机理及混炼机理的研究[D].北京:北京化工大学机电工程学院,2003.
[9] Susan Joseph,Sabu Thomas.Mo rphology,Mo rphology Development and Mechanical Properties of Polystyrene/Polybutadiene Blends[J]. European Polymer Journal,2003,39:115-125.