油雾润滑技术在650mm冷轧机上的应用
2009-01-04张路平
张路平
摘要:本文所介绍的油雾润滑技术在650mm冷轧机上的应用,选择正确的润滑方式和良好的密封是延长轴承寿命的最有效的方法之一。油雾润滑是一种高效能的润滑方式,能有效地提高轧辊轴承的寿命,在实际应用中有一定的实用价值。
关键词:轧机油雾润滑轴承润滑
0引言
轧钢机的型式是多种多样的,按用途分类可分为型钢轧机、带钢轧机等。由于轧钢机正向着高速、重载、高强度、高刚度和连轧化的方向迅速发展,因此对滚动轴承的要求也越来越高。因此正确的润滑方式和选用良好的密封装置是延长轧机轴承寿命的最有效的方法之一。油雾润滑是一种高效能的轴承润滑方式。油雾润滑以压缩空气作为动力,使油液雾化,产生像烟雾一样的、颗粒度在2μm左右的干燥油雾,然后经管道输送到润滑部位。目前在冶金企业中,油雾润滑装置多用于大型、高速、重载的滚动轴承润滑上。本文所介绍的油雾润滑技术在冷轧机上轧辊轴承的应用是以我中心为某公司设计的650mm轧机支承辊油雾润滑系统为例,介绍油雾润滑在实际生产中的应用。
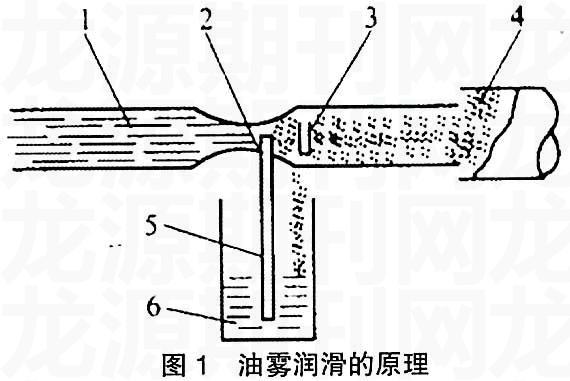
1油雾润滑的原理
油雾润滑的原理(见下图1)是压缩空气由进气管1进入油雾发生器中,油池6内的润滑油,由于文氏管2的作用从吸油管5吸出,喷散成为微细油粒(φ0.002~0.005mm),较大的油粒碰挡板3后返回油池,微细雾状的油粒经过油雾管4输出至润滑点。
2油雾润滑的结构组成
油雾润滑的结构组成,通常由空气过滤器、电磁阀、调压阀和油雾发生器等四个部分所构成,以及必需的附件凝缩嘴和管路及控制检测仪表等,油雾发生器是核心装置。
3油雾润滑装置
我国设计生产的适用于冶金设备的油雾润滑装置,其供油能力有100WL、300WL、1000WL的三种大型规格(WL为油雾润滑油当量单位)。
4凝缩嘴的选用
油雾发生器产生的油雾直接输送到润滑点,经凝缩嘴破坏油雾粒子的表面张力,使其结合成较大的油滴,在润滑处形成必需的油膜而实现润滑作用。
凝缩嘴中具有一个或几个、有一定长度和直径的小孔,成为各种规格(不同供油能力)的凝缩嘴。
5油雾润滑的应用
对于冷轧机来说,其润滑点主要是轧辊轴承。在轧钢机上广泛使用的四列圆锥滚子轴承和四列圆柱滚子轴承,四列圆锥滚子轴承可承受更大的径向负荷和双向轴向负荷;而圆柱滚子轴承只能承受径向负荷,因此当支承辊采用四列圆柱滚子轴承时,需要附加止推轴承来承受轴向力。这些轧辊轴承有一个共同的特点,就是工作负荷大、运转速度差别大和工作环境恶劣。由于轧制中采用乳化液作为工艺轧制液,为防止乳化液的侵入轴承座对轴承的锈蚀,所以轴承座都选用合适的油封起密封作用。
由此可见,一套油雾润滑系统对轧钢机轧辊轴承的润滑主要就是针对四列圆锥轴承、四列圆柱滚子轴承附加止推轴承以及辊颈处的密封圈。
下图是我中心为某公司设计支承辊的油雾润滑示意图,支承辊主要有四列圆柱滚子轴承FCD6896350和一套深沟球轴承6064组成和一组J型油封及一组水封组成。每侧轴承座润滑点有4个,圆柱滚子轴承2个、深沟球轴承1个及J型油封1个。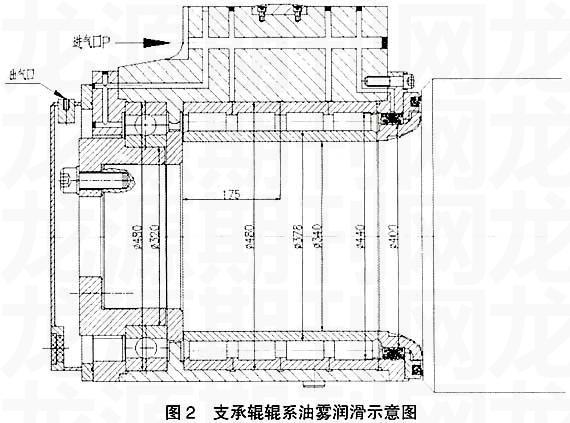
5.1滚动轴承的润滑WL的计算:WL=(d*n*K1),25(mI/h)
式中:d—滚动轴承内经mm
n—滚动轴承列数
K1—系数,在1~3之间(根据承受载压力确定)
支承辊轴承计算当量为
深沟球轴承6064的润滑油雾量,
WL1=(d*n*k1)/25=320*1*2/25=18.3ml*h
四列圆柱轴承FCD6896350的润滑油雾量,取K1=2.5
WL2=(d*n*K1)/25=340*4*2.5/5=136ml/h
5.2滚动轴承的轴端使用骨架橡胶密封时,还要考虑密封的润滑问题,因此其WL值则按下式:
WL=D/25
式中:D—密封轴径mm
支承辊所用油封为:J型油封400*440*20计算润滑油雾量为
WL3=D/25=400/25=16ml/h
5.3油雾润滑装置规格型号根据四个润滑点的每个轴承座的油雾总量为:WL=18.3+136+16=170.3ml/h
公司所用轧机为四辊可逆轧机,支承辊采用油雾润滑,而工作辊采用油脂润滑,所以单台轧机只有二支支承辊采用油雾润滑,所需油雾量WL总=170.3*4=681.2ml/h,根据需油雾量,选雾润滑装置的型号为WZ—1000,供油能力WL为750的油雾润滑系统。
5.4凝缩嘴装置的选用根据以上各润滑部位所计算的油雾润滑量,凝缩嘴选用普通型号WL=20凝缩孔面积4.52mm2的2个,大型凝缩嘴油雾量WL=70凝缩孔面积17.25mm2的2个。
凝缩孔面积为:2*4.52+2*17.25=43.54mm2
由于轴承腔内应设置空气通道,排气口的面积应为凝缩嘴油孔总面积的两倍。所以加装排气口的面积为2*43.54=87.08mm2,也就是直径为φ10.5mm的排气口。
5.5油雾润滑的配管油雾润滑在配管中,管子应该光滑清洁避免不必要的弯曲;以减少油雾在管路的凝聚,并且管路应该向油雾发生器方向倾斜,支管连接于主管道的上部,且不宜过长。
油雾在管路中的速度超过一定数值时,由于油雾与管道壁的碰撞,也容易产生凝聚,一般油雾的流速要求不大于6m/s,输送油雾管子的截面积F,也可按下式计算:
F≥6∑f(mm2)
式中:∑f一所有凝缩嘴内孔截面积之和mm2
根据油雾润滑量,深沟球轴承润滑点油路内径选为φ8mm,密封润滑点油路内径选为φ6mm,四列圆柱轴承有二个润滑点选油路内径为φ15mm。
输送油雾管子F≥6∑f=6*43.54=261.24mm2也就是输送油雾管子直径选为φ20mm。
6油雾润滑的特点
对于油雾润滑来讲,它是一种较先进的微量的润滑方式。可以在很大的粘度范围内选取润滑油,通常在不加热的情况下,采用粘度不大于100E50的润滑油,在加热的条件下采用粘度不大于20°E50的润滑油,一般采用掺入抗泡沫和防锈添加剂的精制矿物油。在使用混合油时,油中不允许含有石墨、皂质等固体物质,因为它们从油中析出有可能堵塞管子和凝缩嘴。
油雾润滑与其他润滑方式比较,具有许多独特的优点:①油雾能随压缩空气弥散到所有需要润滑的摩擦部位。可以获得良好而均匀的润滑效果;②压缩空气比热小、流速高,很容易带走摩擦所产生的热量。③大幅度降低了润滑油的耗量。④由于油雾具有一定的压力(2—3KPa),因此可以起良好的密封作用,避免了外界的杂质、水分等侵入摩擦副。
但油雾润滑也存在一些缺点,选用时应注意以下几点:①在排出的压缩空气中,含有少量的浮悬油粒,污染环境,对操作人员健康不利。所以需增设抽风排雾装置;②必须具备一套压缩空气系统。
7结论
在我中心为某公司设计的轧机润滑系统的使用过程中,油雾润滑具有良好的润滑效果、耗油量小、有较好的散热作用,能提高滚动轴承的极限转速。能有效地提高轴承的使用寿命40%。是一种有效可靠有润滑方式。
参考文献:
[1]赵元国.轧钢生产机械设备操作与自动化控制技术实用手册中国科技文化出版社2005年.
[2]陈永来,周惠来.最新冶金工业轧机分类设计与安装、调试、维修及设备改造新工艺新技术实用手册.中国冶金出版社2006年.
