探究ZB48型包装机烟库烟支对齐装置的改进
2021-02-26
山东中烟工业有限责任公司济南卷烟厂 山东 济南 250104
ZB48型卷烟包装机是由中国烟草总公司从意大利GD公司引进X1SC/4350/PACK-OW包装机组专有制造技术,由上海烟草机械制造有限责任公司国产化生产的卷烟硬盒硬条的包装设备,设计最高生产速度为800包/分[1-2]。烟组供给成型系统负责接收上游机烟,由推烟排将其以6-7-7或者7-6-7的形式排列,经由拍烟板拍齐后推入组烟模轮内,并由烟支检测器检查烟组的数量和质量[3]。
1 问题分析
1.1 系统结构
ZB48型包装机烟组成型部件主要有烟库、下烟槽、烟支进给传动、烟支推手、烟支转塔、缺支和空头检测等部件,用于实现烟支供料并将烟支推入烟支转塔形成烟组的功能。
烟库内烟支经分流、搅动后,以水平状态进入四组下烟通道,每组7个下烟槽,烟支依靠自重下落至烟槽底部,经拍烟板拍齐后,四组推烟器分别将四组下烟通道底部的烟组推出,经过成型导轨进入烟支转塔,并在最下方水平布置工位输出烟组。
由于烟支在下烟槽下落过程中前后位置不一,所以必须通过拍烟机构将烟支的端面排齐,便于烟支的下落。如烟支不齐,则烟支推入烟支转塔会发生断残甚至缺支,上排和侧边有断残烟支,四个成型导轨上盖板有相应故障显示。
1.2 存在问题
在长期的生产中研究发现,烟支在烟道中下落时,滤嘴端轻,下落较慢,容易发生发生少推入或损坏烟支的情况发生。同时在烟支下落及搅烟过程中,会造成端部落丝,烟道内的烟丝及烟梗会影响下烟速度,体积较大的还会卡住烟支,造成缺支。经测量,烟道宽为10mm,烟支直径为7.7±0.07mm,烟支与烟道的间隙最小为2.23mm。经测量发现,异物颗粒直径大于2.23mm,影响烟支下落。
2 改进方法
2.1 配气室设计
配气室用于暂存压缩空气,并统一配送到各下烟通道,配气室通过钻孔和拍烟板连接,其结构较为简单,主要是通过对下烟通道的实际测绘,得到导纸板支架的尺寸大小。
变径接头连接导气管标准接头与配气室,保证气密性为获得良好的切削加工性能,选择45钢制作的圆柱管螺纹为变径接头的螺纹形式,并采用M14细牙2公制螺纹,作为变径接头外螺纹。同时根据导气管接头螺纹形式确定变径接头内螺纹形式为M8标准公制螺纹。
2.2 导气拍烟板设计
在保留原拍烟板功能前提下加装清洁风导气孔,将配气室中的压缩空气,以一定角度和速度输送到各下烟通道,起到清洁烟梗烟丝的作用。为了保证吹气装置的效果,将气孔设计在拍烟板中部,气孔距离烟道底部为9cm,角度为30°。
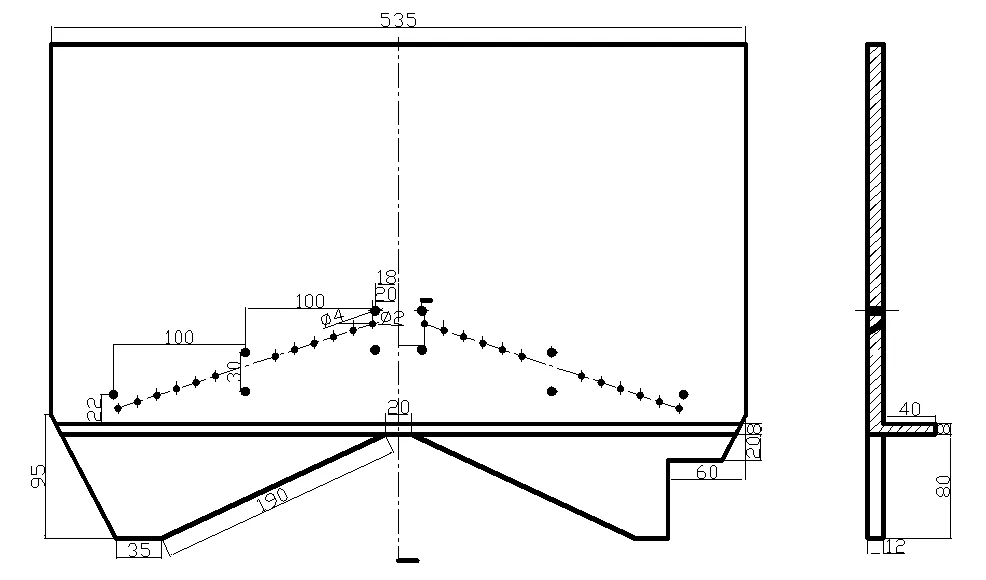
图1 导气拍烟板设计图
2.3 控制单元设计
气路控制单元控制气路的通断,并可实现空气压力的调节和显示为了避免设备停车时,烟道的内烟支长时间受到负压风作用而造成烟支水分丧失,需要在设备停车时,控制风压关断,设备启动时,控制风压开通。采用设备原有倍服控制器,不额外增加控制器,直接取继电器A0.1(设备启停信号)作为输出信号,来控制吹风电磁阀的通断。需要带压力表的调压阀、吹气电磁阀。
3 应用效果
改进后,对ZB48型卷烟包装机的生产情况进行了为期一个月的定期统计,统计包装机故障停机种类和次数,由表1可见,烟组成型环节造成的故障停机占比由改进前的60.96%降低到改进后的26.76%,大幅度降低了故障出现的频率[4]。
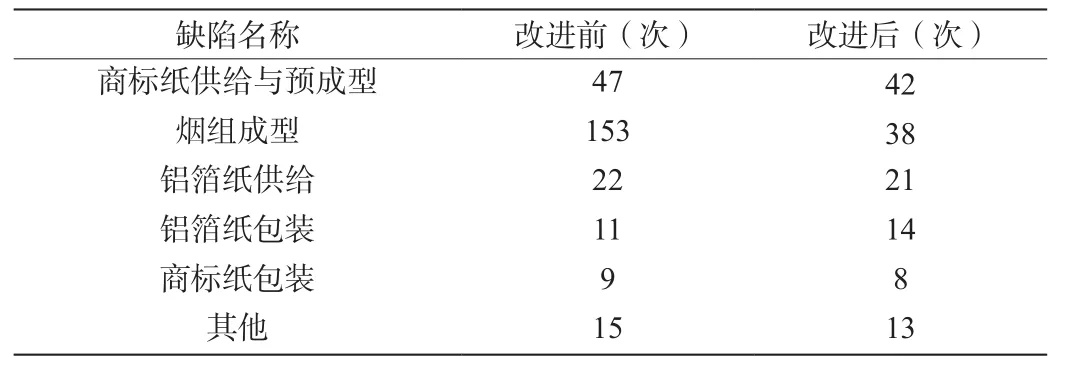
表1 ZB48型硬盒包装机故障停机统计
4 结束语
通过对ZB48型卷烟包装机烟库烟支对齐装置的改造,形成了一种新型的烟库烟支对齐装置:导气型拍烟板。不仅大大减少了由此故障造成的设备停机,而且也降低了残烟和材料的损耗,减轻了操作人员的劳动强度。