降低ZJ17型卷接机组烟支皱纹缺陷率
2021-12-04申飞邱定军谭贝谢云福刘子敬
申飞 邱定军 谭贝 谢云福 刘子敬
四川中烟工业有限责任公司什邡卷烟厂 四川什邡 618400
ZJ17型卷接机组是引进德国虹霓(HAUNI)公司PROTOS70技术后,由国内烟机厂制作,集机、电、气、液、核、光于一体,具有高生产率、高可靠性的滤嘴卷烟自动生产线,设计能力为7000支/min。
ZJ17型卷接机组由YJ17型卷烟机和YJ27型滤嘴接装机组成。其中YJ17型卷烟机又分成供料成条机和卷制成形机两大部分[1]。YJ17型卷烟机供料成条机的功用是把送丝系统送来的烟丝松散和去除铁、杂、签、梗块后制成符合烟支单位长度重量一致的烟丝条送到卷制成形机部分,卷制成形机部分把烟丝条裹上卷烟纸后上胶、封口、烘干、切割成双倍长度烟支,再由蜘蛛手机构传送给YJ27型接装机的进烟鼓轮。接装机将双倍长度烟支一切二并分离,在两支烟之间放入滤嘴段、包上水松纸粘合,再切成两支符合规格长度的滤嘴烟支,由调头鼓轮把双排滤嘴烟支并成滤嘴方向一致的单排滤嘴烟支,经检测鼓轮检测后,剔除不合格烟支,最后将成品滤嘴烟支输出接装机,传送给装盘机,完成了滤嘴烟支生产的卷接工艺。
ZJ17型卷接机组速度高,整体布局紧凑合理,维修方便,造型美观,自控功能齐全,噪声较低,而且配有完善的在线检测系统,能有效地控制烟支重量,剔除不合格烟支。机组还配有微机、显示器及键盘等设备,可方便地进行人机对话和显示、贮存瞬时的和累计的生产、管理依据。
1 存在的问题
烟草行业市场竞争的日益加剧和顾客对产品要求的不断提升,要求必须持续改善卷烟产品质量,追求产品质量零缺陷。皱纹是卷制与包装质量中的C类质量缺陷,也是最常见的卷烟质量缺陷之一,在日常质量检测中是外观部分的主要扣分项[2]。为此,对卷烟皱纹问题进行调查研究,以进一步确定烟支皱纹产生的原因,并实施改进,从而减少皱纹烟支数量,达到提升产品形象的目的,增加企业的质量效益。本文将主要针对ZJ17型卷接机组进行论述,以解决该机型烟支皱纹缺陷率较高的问题。
通过近期成品检测数据来看,ZJ17型卷接机组烟支皱纹缺陷率相对较高,统计了三个月16组设备烟支皱纹缺陷率情况,见下表。

表1 烟支皱纹缺陷率统计表
由上表可知,9组ZJ17卷接机组3-5月平均烟支皱纹缺陷率为0.203%,高于其他三种机型,存在较大质量隐患。
2 原因分析
从烟支生产过程来看,YJ17型卷烟机和YJ27型滤嘴接装机都可能产生烟支皱纹。按照生产流程,对设备逐一进行分析。
2.1 YJ17型供料成条机产生烟支皱纹的原因
YJ17型供料成条机速度高,烟条速度可达490m/min,具有完善的风力系统和气功系统,采用二级梗丝分离,而且配有完善的检测系统,能有效地控制烟支重量。本机由传动系统、供料系统、梗丝分离系统、吸丝成形系统、烟支重量控制系统、回丝系统、液压系统、风力系统等组成。
传动系统是机器的主要动力与运动传递系统。供料系统是为机器提供原料烟丝,并将其松散均匀、去除铁质杂物后输送至梗丝分离系统。梗丝分离系统将供料系统提供的烟丝进行梗、丝分离后,将均匀的烟丝送至吸丝成形系统的吸丝道,分离后的烟梗、杂物送至二次分选装置进行二次分离。吸丝成形系统将梗丝分离系统提供的均匀、无杂、无梗的烟丝吸附于吸丝带上形成均匀的烟丝束,经平准器修削后形成重量均匀并带有紧密端的烟丝条,输送至YJ17型卷烟机卷制成形机的烟枪进行卷制。烟支重量控制系统对吸丝成形系统形成的烟丝束进行修削,完成烟支的重量控制。回丝系统将平准器劈下的多余烟丝输送至回丝贮料区。液压系统完成供料部件的液压驱动任务,由液压装置组成。风力系统为机器提供足够的负压和正压,完成风力吸丝、梗丝分离、风力除尘的任务。
如果供料成条机安装位置过低,则会将卷烟纸压得过紧,产生皱纹,皱纹沿烟条方向,呈直线型。但是根据烟支实际情况,皱纹沿烟支圆周方向,呈环形,因此排除了供料成条机。
2.2 YJ17型卷制成型机产生烟支皱纹的原因
YJ17型卷烟机卷制成形机的功用是把供料成条机输送过来的符合工艺要求的烟丝条,用印刷好商标的卷烟纸包裹后,经过上胶、封口、烘干、切割成双倍长度烟支后,再由蜘蛛手机构传递给YJ27型接装机。本机由传动系统、供纸印刷系统、卷制成形系统、烟支切割系统、烟支输送系统、风力系统、气动控制系统等组成。
传动系统是机器的主要动力与运动传递系统。供纸印刷系统提供印有商标的卷烟纸。卷制成形系统完成对烟丝条的卷制成条,提供合格烟条。烟支切割系统将卷制成形的烟条切割成双倍长度的烟支。烟支输送系统将烟支切割系统切割成的双倍长度的烟支输送至YJ27型接装机。风力系统为机器提供冷却风和负压风,完成机组电控系统的冷却降温任务和协助完成烟支输送的任务。气动系统执行机器的自动操作。
YJ17型卷制成型机的卷制成形系统、烟支切割系统、烟支输送系统均可能产生烟支皱纹。卷制成形系统的烟舌高度调整过低,则会将卷烟纸压得过紧,产生皱纹,皱纹沿烟条方向,呈直线型,根据烟支实际情况,皱纹沿烟支圆周方向,呈环形,因此排除。烟支切割系统的喇叭嘴和烟支输送系统的蜘蛛手吸爪位置调整不当会使产生圆周方向的皱纹,但是从YJ27滤嘴接装机对烟支进行取样,并未发现烟支皱纹,因此进行排除。
2.3 YJ27型滤嘴接装机产生烟支皱纹的原因
YJ27型滤嘴接装机的作用是将卷烟机卷制成的双倍长度烟支制成滤嘴卷烟。卷烟机将双倍长度烟支传递到接装机的进烟鼓轮后,被切割成等长两支,然后分开一段距离,中间放入滤嘴段,形成“组烟”,再粘上水松纸片,搓接成双倍长度滤嘴卷烟,再切割成两支单长滤嘴卷烟,机械手将双排滤嘴卷烟排成滤嘴朝向一致的单排,经检测后,剔除不合格的,最后将成品滤嘴卷烟输出接装机。本机由主机架和传动系统、烟支供给、滤嘴卷烟调头、滤嘴卷烟检测剔废与出烟、润滑系统等部分组成。
对接装机来说,烟支、滤嘴段、水松纸是组成滤嘴卷烟的三大物料,三种物料分别按不同的路线供给,汇合后沿一条路线制成滤嘴卷烟。根据滤嘴卷烟制作过程的特点,将YJ27型接装机整个工艺流程分为以下四个阶段。一是烟支供给阶段,共分4道工序,分别是接收双倍长度烟支、轴向对中、烟支分切、烟支分离。二是滤嘴段供给阶段,共分9道工序,分别是接收滤棒、取料、滤棒对正、滤棒分切、滤嘴段错位、检测、滤嘴段并行、滤嘴段对正、加速。三是水松纸供给阶段,共分12道工序,分别是装入纸盘、接纸、检测、卷曲水松纸、牵引、轴向对正、上胶、抬纸、检测、预热、切割、分离。四是滤嘴卷烟成形阶段,共分16道工序,分别是接收滤嘴段、检测、接收烟支、烟支吹拢、并拢对正、粘贴纸片、搓接、激光打孔、最后分切、剔废、调头、漏气检测、松头和缺滤嘴检测、剔除、取样、出烟。
YJ27型滤嘴接装机产生烟支皱纹的原因主要是导轨对烟支压缩过紧、鼓轮负压不稳定、鼓轮交接不准确。通过检查,机组所有导轨调整均满足要求,鼓轮风阀无堵塞情况,烟支能正常进行交接。分段检查烟支产生皱纹的情况,最后确定问题点为出烟轮。
2.3.1 出烟轮负压
出烟轮上均布承烟槽,承烟槽中加工有吸风孔。机组的负压吸风通过风阀和吸风孔作用于烟支上,将烟支吸附在出烟轮的承烟槽中进行传递。当烟支传递到下一个工位(烟支板)时,风阀将机组负压吸风阻断,烟支在惯性作用下继续向前运动,此时,烟支板将烟支从出烟轮承烟槽中剥离,进行堆码,最后向包装机输送[3]。
如果出烟轮负压关闭时间过早,将使烟支在出烟轮顶部堆叠,烟支相互挤压,造成烟支皱纹,甚至产生横烟、乱烟,严重时造成烟支堵塞,致使设备停机。
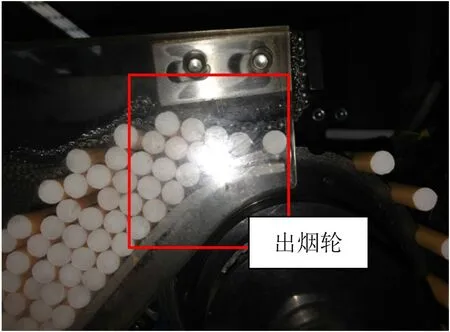
图1 出烟轮烟支堆积示意图
2.3.2 出烟轮承烟槽与烟支的接触面积
出烟轮承烟槽的大小(即承烟槽圆弧半径)决定了其与烟支的接触面积,该参数由设计给定,但是在设备运行过程中发现,烟支板偶尔会出现不能将烟支从承烟槽中有效剥离的情况,使烟支产生皱纹

图2 出烟轮与烟支板结构示意图
3 解决措施
3.1 延迟风阀断风时间
针对出烟轮负压关闭时间过早的问题,将风阀负压吸风区域面积增大,使烟支在越过出烟轮顶部后,与烟支板接触时再阻断负压吸风(风阀增加的开口面积按出烟轮与烟支板安装位置实际测得)。

改进前 改进后负压风区在纵轴线上关闭 加宽负压风区,与纵轴线呈50度夹角images/BZ_312_1342_1248_1632_1465.pngimages/BZ_312_1856_1246_2127_1474.png
改进后,烟支在出烟轮上堆码的高度降低,减少了烟支之间的相互挤压碰撞。
3.2 减小出烟轮承烟槽与烟支的接触面积
由于出烟轮承烟槽圆弧半径为设计给定尺寸,不能改动,因此采用减小出烟轮直径的方式来间接减小承烟槽与烟支的接触面积,以保证烟支交接顺畅。
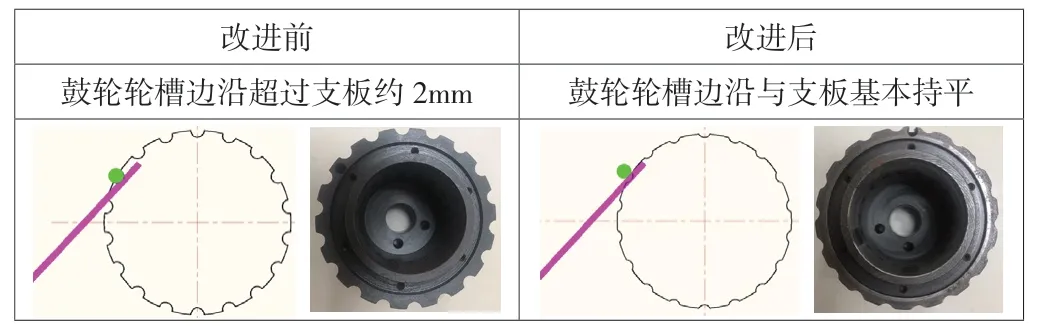
改进前 改进后鼓轮轮槽边沿超过支板约2mm 鼓轮轮槽边沿与支板基本持平images/BZ_312_1278_1935_1540_2125.pngimages/BZ_312_1555_1935_1746_2120.pngimages/BZ_312_1786_1936_2044_2124.pngimages/BZ_312_2059_1935_2247_2121.png
改进后,出烟轮直径减小,益于烟支板将烟支从出烟轮承烟槽中剥离。
4 效果检查
经过3个月运行观察,改造后设备运行正常,无相关设备故障隐患发生。ZJ17型卷接机组烟支皱纹缺陷率从0.203%下降到了0.134%。
5 结语
随着市场的发展,卷烟工业企业对烟机技术的要求越来越高。某些烟厂提出进口PROTOS70、国产ZJ17卷接机组生产出来的烟支外观普遍存在布带皱纹较重的问题以及在高速生产时存在烟支空缩头现象。因此,我们对提高ZJ17卷接机组烟支质量进行了一些改进设计,现已逐步推广。
