枕式包装机纠偏控制系统设计
2022-07-27申九菊
申九菊
枕式包装机纠偏控制系统设计
申九菊
(河南工业贸易职业学院,郑州 450000)
针对传统枕式包装机纠偏控制系统在应用过程中容易出现跑偏的现象进行纠偏控制研究。采用单片机的工作原理设计枕式包装机纠偏控制电路,并给出纠偏控制电路的3种脉冲频率。根据机器视觉的控制规则,结合枕式包装机纠偏控制器工作原理设计枕式包装机纠偏控制器,并根据纠偏需求,设计CCD传感器与调频稳压电路。采用域纠偏控制系统相关的工具箱设计枕式包装机纠偏控制率参数。基于枕式包装机纠偏控制的数学形式计算枕式包装机纠偏控制增量,结合增量式控制原理设计枕式包装机纠偏控制程序,完成系统的软件设计。基于机器视觉的枕式包装机纠偏控制系统不仅可以提高枕式包装机纠偏控制精度,而且系统响应时间能够稳定在2 s以内。所设计的纠偏控制系统能够提高纠偏控制精度,并且缩短了系统响应时间,提升了系统的性能。
机器视觉;枕式包装机;纠偏控制;控制率参数
枕式包装机相较于传统的包装机具有多种优势,如机械自动化程度比较高、机器的整体结构美观、操作和维修也比较方便等[1],但也存在无法自动纠偏等不足。基于机器视觉控制的枕式包装机纠偏控制系统,可以弥补枕式包装机在实际操作中控制不足等问题,它主要是利用双变频器控制,促使枕式包装机的自动控制能力增强,解决机械转动偏离正确轨道的问题,使包装产品过程具有一定的灵活性[2-3]。
针对枕式包装机自适应能力差造成的轨道偏差问题,赵璐等[4]研究出一种基于神经网络的智能枕式包装机纠偏算法,根据枕式包装机的工作过程构建机械拉膜工作跑偏模型,利用传感器对机器跑偏量进行采集,并采用神经网络系统对采集的枕式包装机跑偏量进行分析,然后根据结果对跑偏信号进行修正,实现枕式包装机的智能纠偏。仿真试验结果表明,基于神经网络的智能枕式包装机纠偏算法,能够有效地解决枕式包装机自适应能力差造成的轨道偏差问题。吕俊霞等[5]提出一种基于机器视觉的枕式包装机纠偏控制方案,其主要原理是利用机器视觉获得包装薄膜的实际跑偏位置,计算出枕式包装机的跑偏值,采用视觉模糊控制构建纠偏控制模型,利用模型对枕式包装机进行仿真试验。试验结果表明,基于机器视觉的枕式包装机纠偏控制方案能将纠偏误差控制在±0.5 mm内,具有较高的纠偏控制能力。
在使用枕式包装机对商标图案进行高速包装过程中,包装材料受多种因素影响,可能会造成牵引辊等设备偏离正常运转轨道,以及受生产线过长等因素影响,最终导致包装材料“跑偏”的现象,这对包装质量造成非常大的影响,只能停机整顿。因此,为了不影响企业的生产效率,纠正枕式包装机在运作过程中出现的偏离轨道现象,提出并设计基于机器视觉的枕式包装机纠偏控制系统。
1 系统硬件设计
1.1 枕式包装机纠偏控制电路设计
枕式包装机纠偏控制电路见图1。枕式包装机纠偏控制系统选用89C51双变频器作为控制中心,双变频器在使用过程中最大的优点就是具有4KFlash储存空间,而且还有4组8位的I/O,5个中心控制开关,以及2个16位控制器和128 M储存字节[6]。因此,双变频器作为控制中心很容易与控制系统融合,不仅价格便宜,而且还具有操作智能和灵活等优点。封切刀作为纠偏系统的信号源,主要由2个光电传感器CPS1和CPS2组成,利用机器视觉采集色标信号,并对其进行纠偏检测[7]。3个光电传感器在双变频器的运作下分别与P1.0、P1.1和P1.2端口相连,其中P521的主要功能是抗磁力干扰。单片电机选用双频混合进电机,结合驱动器实现电机变频控制,促使双频混合电机的最大电流量达到6 A,实现单片电机最大扭矩为10 N·m、矩角为1.8°。
满足上述条件的单片电机驱动器具有较的强抗扰能力,不仅运行平稳,而且性能好、噪音小[8]。将双变频器P1.3口与封切信号端SJ–260连接在一起,单片电机的2个纠偏端口DIR与P1.4相连。当系统正常运行时,双变频器接收单片电机的3个传感器信号,利用P1.3端口控制110BYG的运转速度,设定标准参数连接主机控制器,对枕式包装机进行即时轨道修正,最终实现枕式包装机纠偏控制电路的设计。在枕式包装机纠偏控制电路中,P1.3接口处输出的脉冲信号状态见图2。
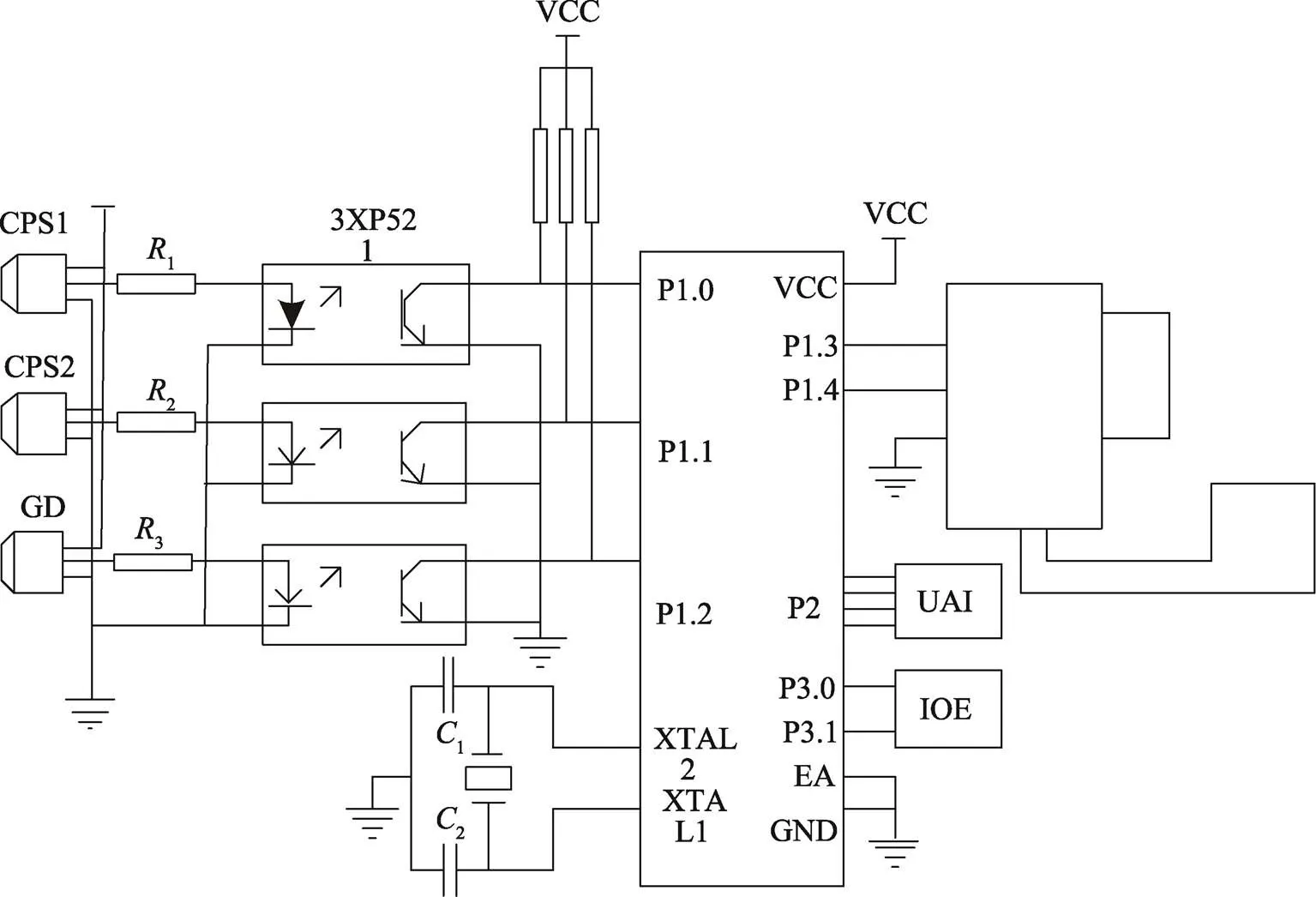
图1 枕式包装机纠偏控制电路
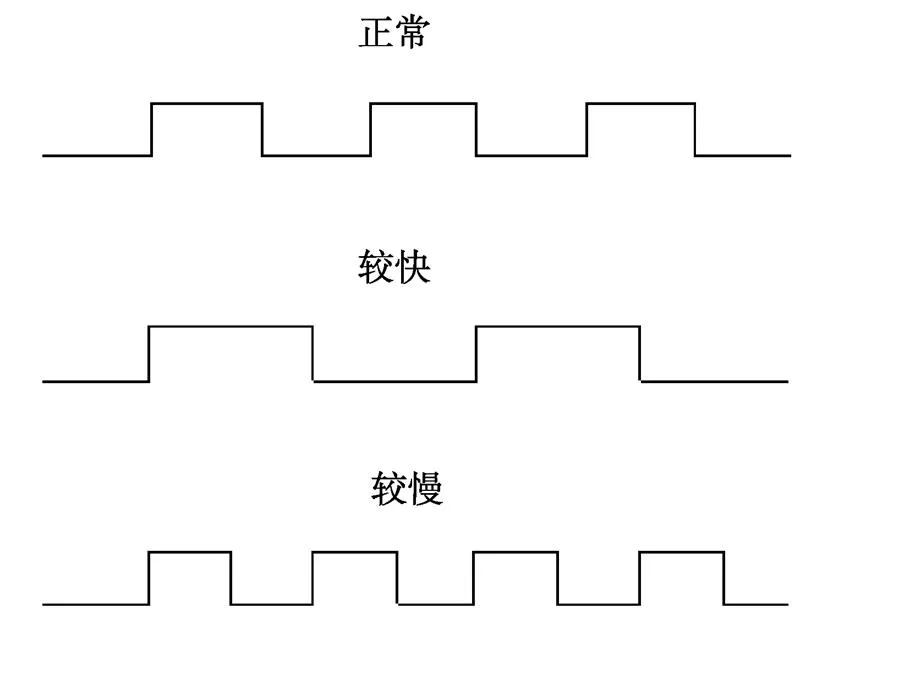
图2 枕式包装机纠偏控制电路的3种脉冲频率
根据枕式包装机纠偏控制电路图,给出了脉冲信号在P1.3接口的状态,完成了枕式包装机纠偏控制电路设计。
1.2 枕式包装机纠偏控制器设计
在枕式包装机纠偏控制系统中,一共包含4个纠偏控制器,它们在设计方法上基本一致,因此文中只介绍其中一个纠偏控制器。采用机器视觉的控制方法[9]来设计枕式包装机纠偏控制器,其控制原理见图3。
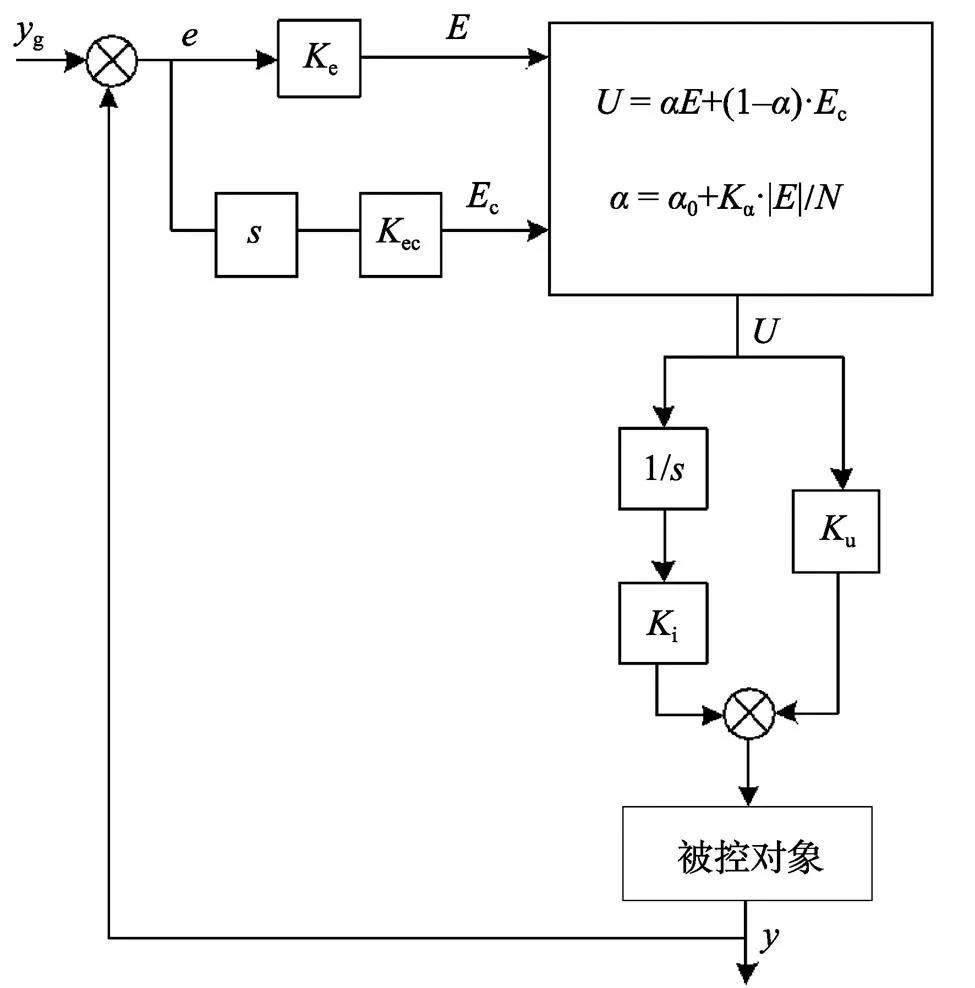
图3 枕式包装机纠偏控制器工作原理
假设表示枕式包装机纠偏控制系统的误差,c表示控制误差变化率,表示枕式包装机纠偏控制量,那么机器视觉的控制规则表示为:
(1)
式中:为机器视觉的修正函数,式(1)描述了误差变化情况对枕式包装机纠偏控制的权重,由于会受到修正因子0和量化因子α的影响[10],因此当枕式包装机纠偏控制器运行时,采用ITAE指标对枕式包装机纠偏控制器参数进行寻优,即:
(2)
式(2)中误差函数经过加权处理之后的面积,可以反映出枕式包装机纠偏控制系统的响应速度和稳态误差[11],那么将式(1)描述成离散形式,见式(2)。
(3)
机器视觉修正函数在寻优过程中需要满足约束条件:
(4)
1.3 CCD传感器设计
纠偏控制系统实现对枕式包装机实际位置的纠偏需要准确采集待包装物体的位置信息,而在此次纠偏系统研究中,采用CCD传感器采集待包装物体的实际位置信号,并通过485通信模块将位置信号实时传输到纠偏控制器中。CCD传感器的主要结构包括CCD驱动电路、数据采集和485通信模块等。CCD传感器结构见图4。
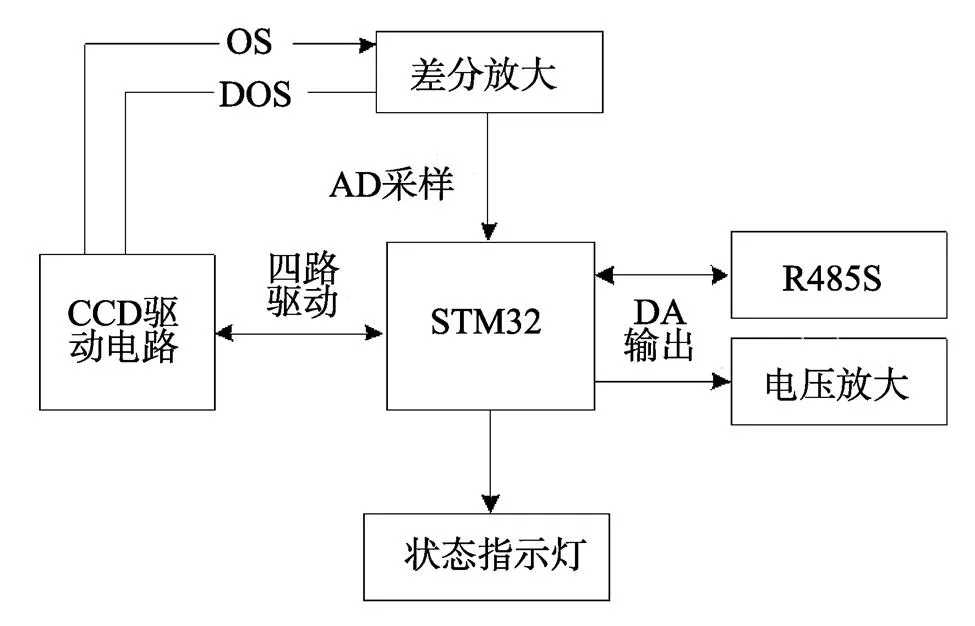
图4 CCD传感器结构
1.4 调频稳压电路设计
为了使纠偏系统的运行更加稳定,在系统硬件设计中加入了调频稳压电路。此次设计的调频稳压电路以IR21531半桥驱动芯片,该芯片的前端结构为可调周期振荡器,后端为可调死区时间,包括1个高压和1个高速驱动器,用来对功率进行控制。调频稳压电路结构见图5。
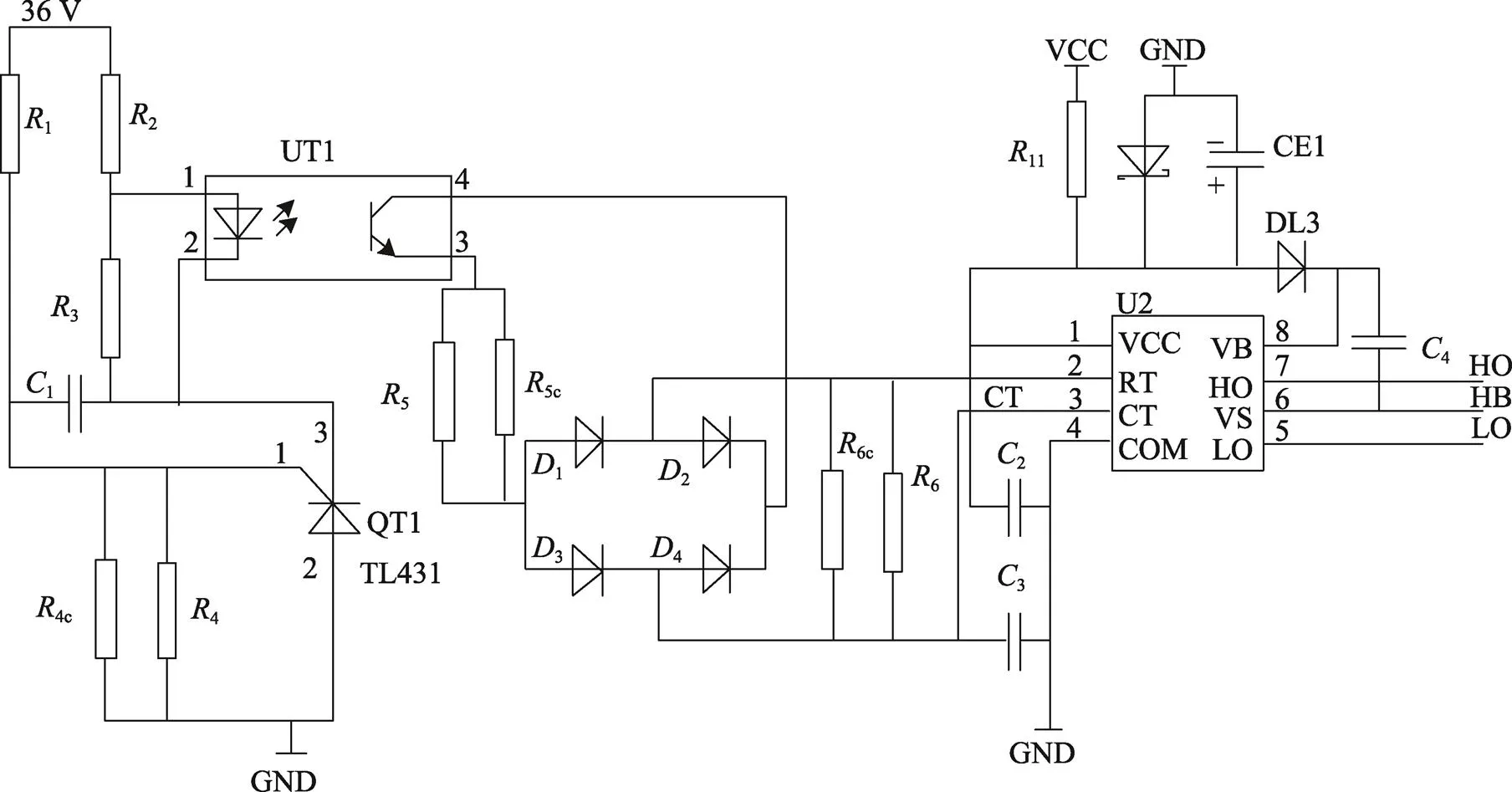
图5 调频稳压电路
2 系统软件设计
2.1 控制率参数设计
采用域纠偏控制系统相关的工具箱设计枕式包装机纠偏控制率参数,具体步骤如下。
1)根据枕式包装机纠偏控制系统硬件的控制电路和纠偏控制器[12],建立枕式包装机纠偏控制系统的仿真模型。
2)确定纠偏控制指令分配系数。
为了挖掘出枕式包装机的纠偏能力,在纠偏控制过程中,要保证枕式包装机方向舵和前轮可以同时偏转到枕式包装机纠偏控制系统总体设计的最大值[13]。假设枕式包装机方向舵的偏转范围为,前轮的偏转范围为,得到纠偏控制指令分配系数为:
(5)
3)当枕式包装机处于工作状态下,采用仿真工具箱提供的数值方法配平步骤1建立的仿真模型,获取纠偏控制的工作点。
4)在纠偏控制工作点处,采用仿真工具箱中的线性化工具对仿真模型进行小扰动线性化处理,分别得到由到的传递函数和由到的传递函数。
5)根据枕式包装机纠偏控制系统的性能指标要求,在机器视觉的基础上,按照由内到外的顺序,确定参数、和的值。
6)将设计完成的参数导入步骤1的仿真模型中进行仿真验证,判断参数是否满足枕式包装机纠偏控制系统的性能指标要求,如果不满足性能指标要求,重复操作步骤5和步骤6。
2.2 枕式包装机纠偏控制程序设计
枕式包装机纠偏控制的数学形式见式(6)—(7)。
(6)
(7)
为了加快枕式包装机纠偏控制系统在运行过程中的响应速度,采用机器视觉的控制方式[14],即:
(8)
根据式(8)计算结果,保持枕式包装机纠偏控制系统的采样周期不变,在确定纠偏控制参数的基础上,根据测试得到的偏差值,获取枕式包装机纠偏控制增量,将控制增量与前一个时刻的输出值相加[15],得到当前时刻的纠偏控制增量,得到的递推公式见式(9)。
(9)
与传统的枕式包装机纠偏控制相比,将增量控制方式应用到枕式包装机纠偏控制中,可以适当减少计算过程中的难度,加快枕式包装机纠偏控制系统的响应速度,增量式控制原理见图6。
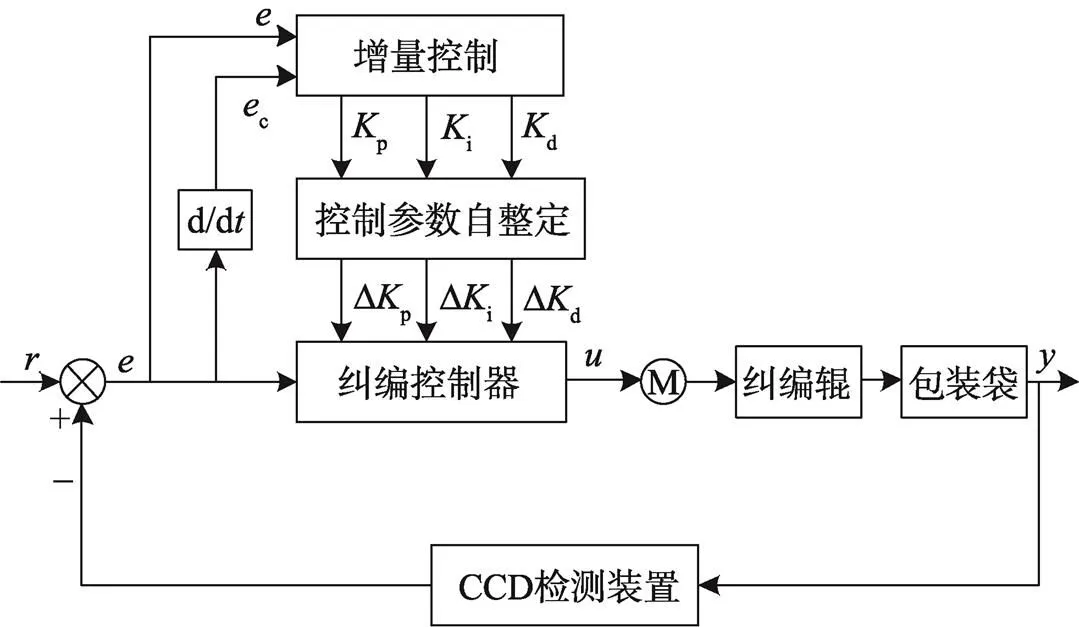
图6 增量式控制原理
增量式控制是由参数自整定和模糊控制2部分组成,在机器视觉的基础上,采用偏差变化率和偏差可以在线调整参数、和。
综上,采用域纠偏控制系统相关的工具箱设计枕式包装机纠偏控制率参数,基于枕式包装机纠偏控制的数学形式计算枕式包装机纠偏控制增量,结合增量式控制原理设计枕式包装机纠偏控制程序,最终完成系统的软件设计。
3 测试分析
为了验证基于机器视觉的枕式包装机纠偏控制系统的性能,设置的参数见表1。
表1 实验参数
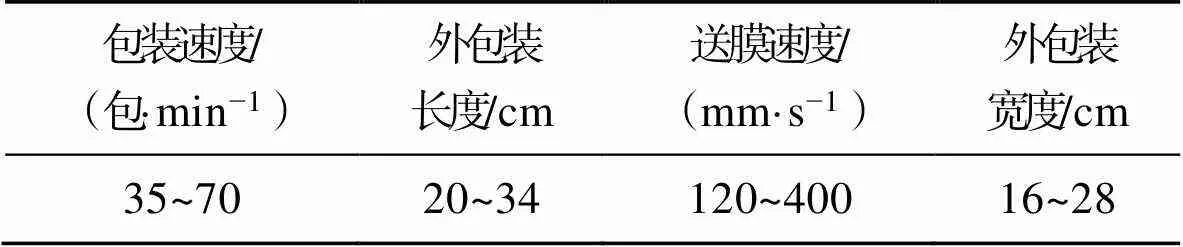
Tab.1 Experimental parameters
引入文献[4]的枕式包装机纠偏控制系统和文献[5]的枕式包装机纠偏控制系统与文中系统进行对比,测试了3个枕式包装机纠偏控制系统的控制精度和响应速度。
3个枕式包装机纠偏控制系统的控制精度测试结果见图7。从图7的测试结果可以看出,3种枕式包装机纠偏控制系统的纠偏控制误差测试结果存在很大差异,文献[4]和文献[5]的系统得到的检测结果与枕式包装机的实际位置间偏差较大,而基于机器视觉的枕式包装机纠偏控制系统的纠偏控制误差相对较小,原因是文中设计的纠偏控制系统能够调整纠偏参数,从而提高了枕式包装机纠偏控制的有效性。
3个枕式包装机纠偏控制系统的响应速度测试结果见图8。采用系统响应时间来衡量系统的响应速度,从图8的实验结果可以看出,运行文献[5]的控制系统时,随着纠偏控制信号频率的变化,系统响应时间变化虽然很稳定,但是响应时间却很长,系统响应时间最长达到了9.55 s;运行文献[4]的控制系统时,系统响应时间比文献[5]的枕式包装机纠偏控制系统短,但是系统响应时间越来越长;当运行基于机器视觉的枕式包装机纠偏控制系统时,系统响应时间变化很稳定,只有当纠偏控制信号频率在1 500 Hz左右时,系统响应时间接近7 s,可能是枕式包装机纠偏控制程序此刻出现了中断问题。
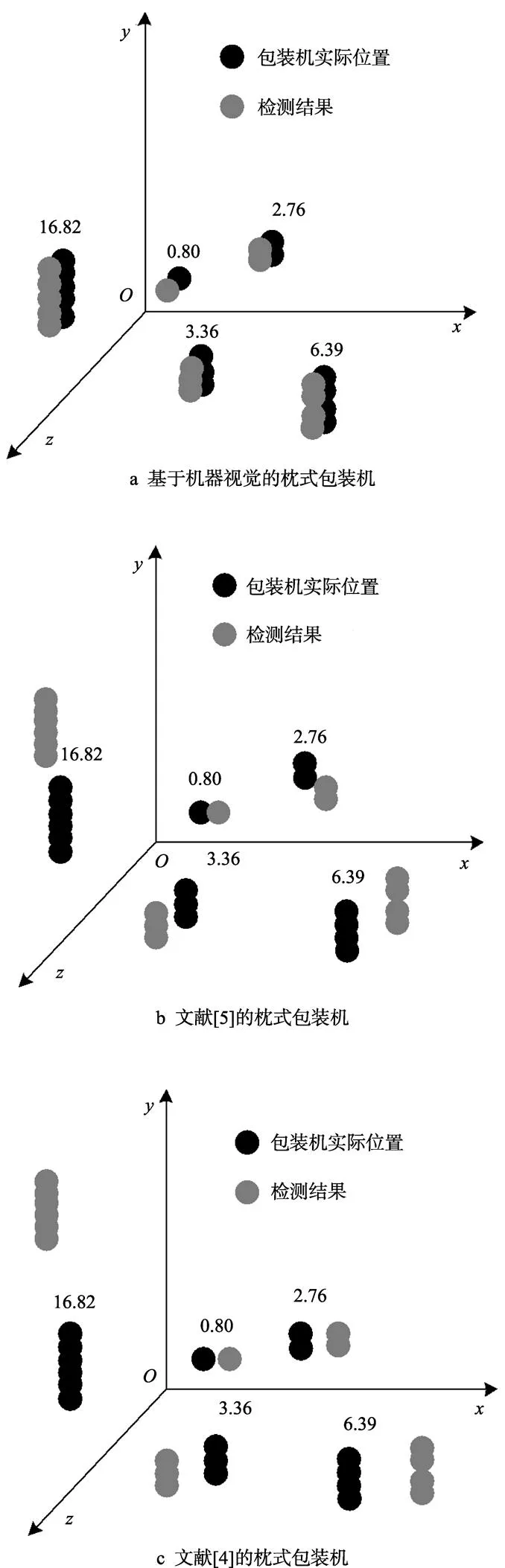
图7 纠偏控制精度测试结果
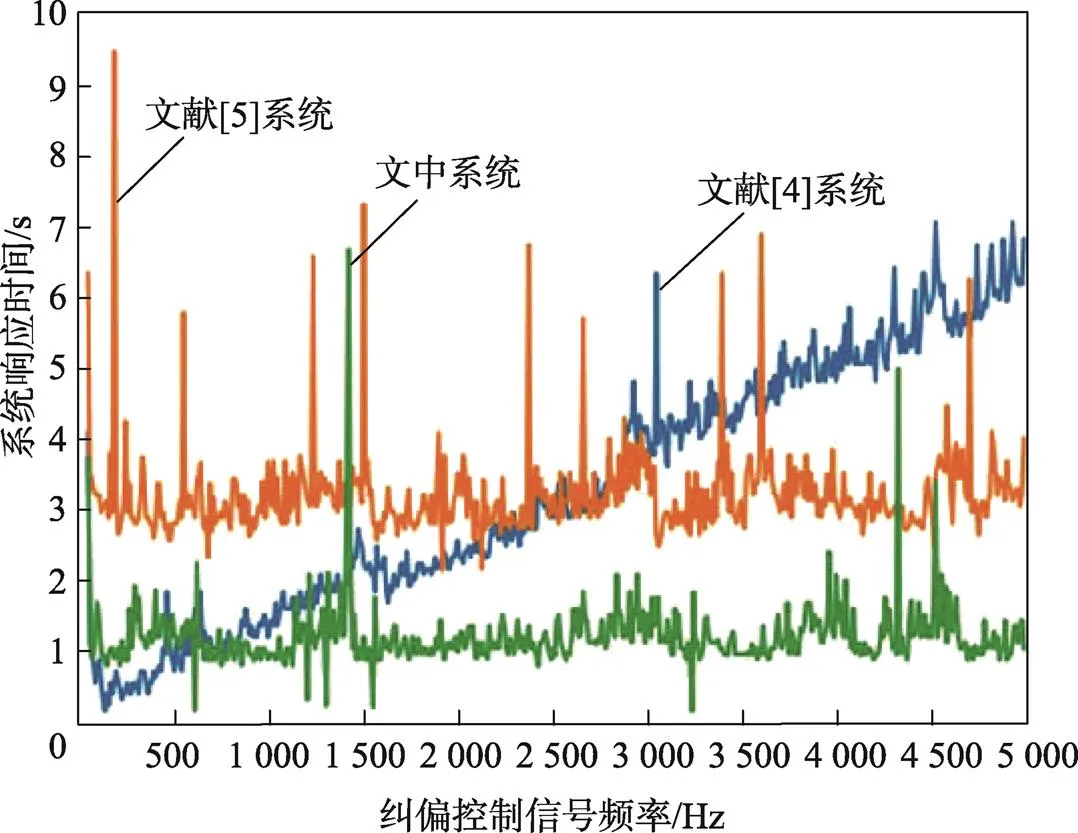
图8 系统响应速度测试结果
4 结语
文中提出基于机器视觉的枕式包装机纠偏控制系统设计,采用机器视觉对枕式包装机纠偏控制系统的硬件和软件进行了设计,实现了枕式包装机的纠偏控制。从理论和实验两方面对系统的性能进行验证,实验结果表明,所设计的纠偏系统具有较高的纠偏控制精度,且系统响应速度较高,因此,说明所设计系统在控制精度和响应速度方面具有更好的性能,能够更好地保障枕式包装机的包装效果。
[1] 刘淑晶, 刘金华, 吴乐, 等. 背负式磁导航AGV纠偏控制系统设计[J]. 高技术通讯, 2018, 28(7): 620-626.
LIU Shu-jing, LIU Jin-hua, WU Le, et al. Design of Knapsack AGV Robot Based Magnetic Navigation Deviation Control System[J]. Chinese High Technology Letters, 2018, 28(7): 620-626.
[2] 林潘忠, 孙蓓蓓, 郎文昌. 往复式高速枕式包装机多轴控制模式研究[J]. 食品与机械, 2019, 35(11): 104-107.
LIN Pan-zhong, SUN Bei-bei, LANG Wen-chang. Multi-Axis Control Mode of Reciprocating High-Speed Pillow Packing Machine[J]. Food & Machinery, 2019, 35(11): 104-107.
[3] 卢君宜, 朱东. 焊缝自适应跟踪控制系统设计[J]. 焊接, 2018(9): 61-64.
LU Jun-yi, ZHU Dong. Control System Design of Adaptive Welding Seam Tracking[J]. Welding & Joining, 2018(9): 61-64.
[4] 赵璐, 杨伟兵. 小袋食品包装机袋膜纠偏控制系统设计[J]. 食品工业, 2020, 41(2): 210-213.
ZHAO Lu, YANG Wei-bing. Design of Bag Film Correction Control System for Small Bag Food Packaging Machine[J]. The Food Industry, 2020, 41(2): 210-213.
[5] 吕俊霞, 焦欣欣. 鲜切蔬菜包装过程袋膜纠偏控制系统设计[J]. 包装工程, 2019, 40(21): 205-210.
LYU Jun-xia, JIAO Xin-xin. Bag Film Design of Deviation Correction Control System in the Process of Fresh-Cut Vegetable Packaging[J]. Packaging Engineering, 2019, 40(21): 205-210.
[6] 王志江, 薛坤喜, 吴定勇, 等. 基于视觉传感的机器人焊缝纠偏控制系统[J]. 机械工程学报, 2019, 55(17): 48-55.
WANG Zhi-jiang, XUE Kun-xi, WU Ding-yong, et al. Robotic Weld Seam Correction Control System Based on Visual Sensing[J]. Journal of Mechanical Engineering, 2019, 55(17): 48-55.
[7] 张旭辉, 周创, 张超, 等. 基于视觉测量的快速掘进机器人纠偏控制研究[J]. 工矿自动化, 2020, 46(9): 21-26.
ZHANG Xu-hui, ZHOU Chuang, ZHANG Chao, et al. Research on Deviation Correction Control of Rapid Tunneling Robot Based on Vision Measurement[J]. Industry and Mine Automation, 2020, 46(9): 21-26.
[8] 孙立新, 王传龙, 高菲菲, 等. 基于麦克纳姆轮的磁导航AGV纠偏控制研究[J]. 机床与液压, 2019, 47(23): 38-40.
SUN Li-xin, WANG Chuan-long, GAO Fei-fei, et al. Research on AGV Deviation Correction Control of Magnetic Navigation Based on Mecanum Wheel[J]. Machine Tool & Hydraulics, 2019, 47(23): 38-40.
[9] 张克平, 田佳壮, 李妙祺, 等. 基于PLC气动式水果套网包装机自动控制系统设计[J]. 中国农业大学学报, 2019, 24(3): 117-125.
ZHANG Ke-ping, TIAN Jia-zhuang, LI Miao-qi, et al. Design of Automatic Control System of Pneumatic Fruit Packaging Machine Based on PLC[J]. Journal of China Agricultural University, 2019, 24(3): 117-125.
[10] 詹宇, 胡佳宁, 李东明, 等. 基于PLC的自走式打捆机控制系统设计[J]. 黑龙江畜牧兽医, 2019(17): 113-116.
ZHAN Yu, HU Jia-ning, LI Dong-ming, et al. Design of Control System of Self-Propelled Baler Based on PLC[J]. Heilongjiang Animal Science and Veterinary Medicine, 2019(17): 113-116.
[11] 吉建佳, 王慧艺, 佘晓磊. 线束自动包缚机控制系统设计[J]. 机械设计与制造, 2018(3): 174-177.
JI Jian-jia, WANG Hui-yi, SHE Xiao-lei. Design of the Control System of the Full Automatic Wire Harness[J]. Machinery Design & Manufacture, 2018(3): 174-177.
[12] 熊中刚, 刘忠, 霍佳波, 等. 基于积分分离式PID控制算法的机械自动控制系统设计[J]. 信阳师范学院学报(自然科学版), 2020, 33(1): 138-143.
XIONG Zhong-gang, LIU Zhong, HUO Jia-bo, et al. Design of Mechanical Automatic Control System Based on Integral Discrete PID Algorithm[J]. Journal of Xinyang Normal University (Natural Science Edition), 2020, 33(1): 138-143.
[13] 孟庆松, 李飞飞, 王东, 等. 基于嵌入式的FFU控制系统设计[J]. 现代电子技术, 2019, 42(21): 163-166.
MENG Qing-song, LI Fei-fei, WANG Dong, et al. Design of Embedded FFU Control System[J]. Modern Electronics Technique, 2019, 42(21): 163-166.
[14] 冯硕. 基于PLC的全自动粮食包装机电气控制系统的设计[J]. 农机化研究, 2019, 41(12): 199-203.
FENG Shuo. Design of Electric Control System for Automatic Grain Packaging Machine Based on PLC[J]. Journal of Agricultural Mechanization Research, 2019, 41(12): 199-203.
[15] 王继东, 孙建延, 胡美玲. 带式输送机智能控制系统的设计与研究[J]. 机械强度, 2019, 41(3): 748-752.
WANG Ji-dong, SUN Jian-yan, HU Mei-ling. Design and Research of Intelligent Control System for Belt Conveyor[J]. Journal of Mechanical Strength, 2019, 41(3): 748-752.
Design of Deviation Correction Control System for Pillow Packaging Machine
SHEN Jiu-ju
(Henan Industry and Trade Vocational College, Zhengzhou 450000, China)
The work aims to study the deviation correction control system of traditional pillow packaging machine to solve the deviation in application. Based on the working principle of single chip microcomputer, the deviation correction control circuit of pillow packaging machine was designed, and three pulse frequencies of the deviation correction control circuit were given. According to the control rules of machine vision and the working principle of the deviation correction controller of pillow packaging machine, the deviation correction controller of pillow packaging machine was designed. According to the deviation correction requirements, CCD sensor and frequency modulation and voltage stabilizing circuit were designed. The toolbox related to the domain deviation correction control system was adopted to design the deviation correction control rate parameters of pillow packaging machine. Based on the mathematical form of deviation correction control of pillow packaging machine, the deviation correction control increment of pillow packaging machine was calculated. Combined with the incremental control principle, the deviation correction control program of pillow packaging machine was designed, and the software design of the system was completed. The deviation correction control system of pillow packaging machine based on machine vision could not only improve the deviation correction control accuracy of pillow packaging machine, but also stabilize the system response time within 2 s. The designed deviation correction control system can improve the deviation correction control accuracy, shorten the system response time and improve the performance of the system.
machine vision; pillow packaging machine; deviation correction control; control rate parameter
TB486
A
1001-3563(2022)13-0231-07
10.19554/j.cnki.1001-3563.2022.13.030
2021‒08‒18
申九菊(1975—),女,河南工业贸易职业学院讲师,主要研究方向为机电一体化、电机控制。
责任编辑:曾钰婵
