周向槽处理机匣对单级压气机扩稳效果的数值研究
2020-03-11
(沈阳航空航天大学 辽宁 沈阳 110136;辽宁省航空推进系统先进测试技术重点实验室 辽宁 沈阳 110136)
引言
研究人员在研究失速先兆问题时发现,失速先兆于压气机叶尖间隙的复杂流动有密不可分的关系,在后来的实验研究和仿真模拟结果中也证实了这点。在压气机转子叶尖和机匣之间存在间隙,由于转子叶片吸力面和压力面之间压差的存在,驱动了流体流过叶尖间隙,形成了叶尖泄漏流,叶尖泄漏流于与主流道的流体相互混合,形成一个大尺度的回流,这就是叶尖泄漏涡[1-11]。Hoying[12]通过数值模拟的方式,对某一低速轴流压气机的转子进行了研究,它通过三维多通道非定常数值模拟,分析了提高背压时,叶尖间隙泄漏涡向相邻叶片移动时,对突发型失速的发生和发展有何影响。他还创新性的应用了两种数学方程结合的方式来进行仿真计算,即在边界层区域使用N-S方程计算,在其他部分使用Euler方程。Vo[13]通过数值仿真的方式,对某一轴流压气机进行了单通道与多通道的数值模拟,分析了叶尖间隙如何对轴流压气机稳定性造成影响,而且在多通道模型的仿真中,研究了突发型失速先兆的发生于发展过程。Crook[14]等人应用数值模拟的方法,采用简单的物理模型,模拟了机匣处理的扩稳效果,并进一步探究了扩稳机理,结果表明,转子叶片后部的高压气体被处理机匣结构吸入,并从转子叶片前部的机匣处理结构喷射处来,从而抑制了叶片顶端的泄漏涡引起的堵塞,从而实现扩稳。Hathway[15]在2007年总结了机匣处理对压气机影响的问题,深入的概括了最新的机匣处理研究进展,包括流动原理,机匣处理自循环技术等,提出了未来的机匣处理结构的设计方案和发展方向。张卓勋[16]等通过数值模拟的方式,对激波和泄漏的相互作用机理进行研究,观察到了在近失速工况下,流道种的低能流体的分布规律,验证了动叶压力面流体能量的降低主要使由于泄漏涡的破碎。吴艳辉通过通过数值仿真的方式,分析了转子叶片表面静压变化,对叶尖间隙中泄漏涡和二次涡等非定常流动进行了研究。
一、研究对象及数值方法
(一)研究对象
本文以跨声速压气机NASAStage35为计算模型基础,在原始机匣的基础上设计不同数目的周向槽。通过在软件中的相关模块进行参数化建模以及拟合优化后,生成了Stage35整级的计算模型[17]。其主要的结构参数和设计尺寸如表3.1所示。
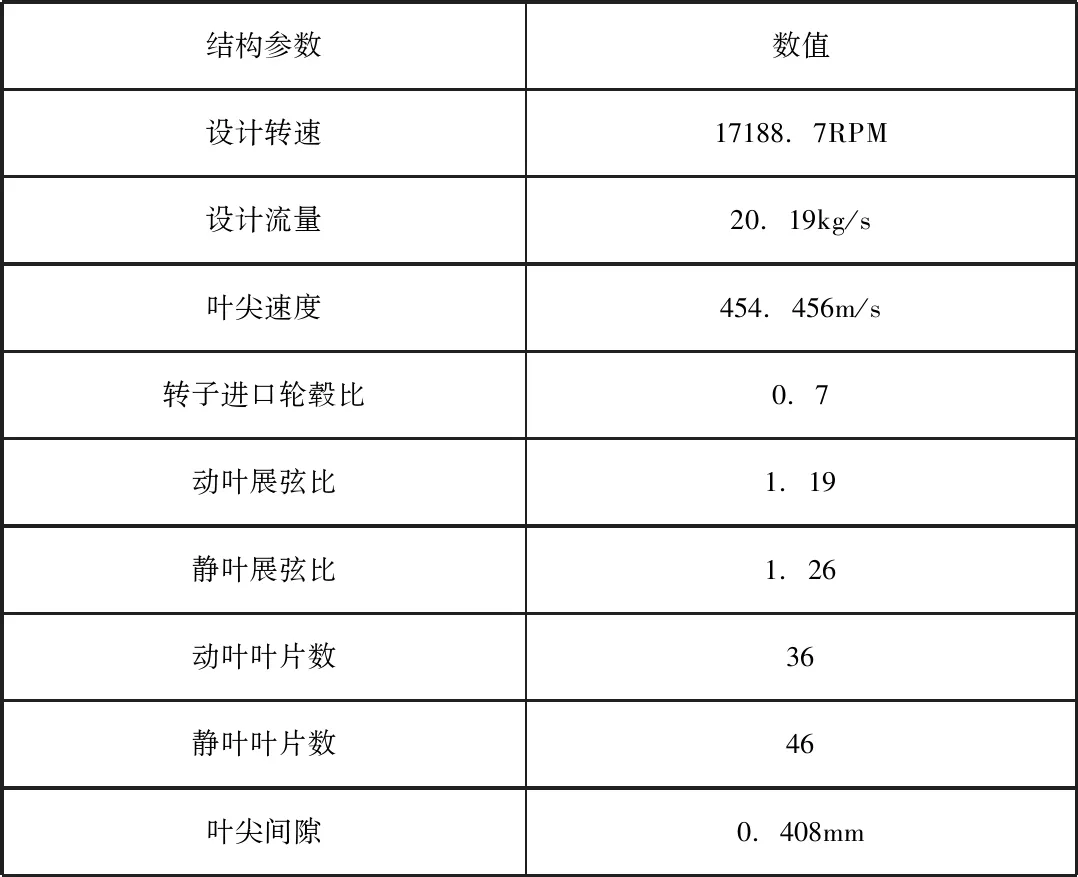
表1 Stage35主要结构参数和设计参数
(二)处理机匣结构
本文针对Stage35的机匣设计了3种周向槽处理机匣,处理机匣范围涵盖了转子叶片弦长的15%到60%。其中周向槽宽度为转子叶尖弦长的10%取4.3mm,深度为叶尖间隙的7倍取3mm,两个槽之间间距为5%转子叶尖弦长取2mm。每种处理机匣只有周向槽的数目不同,分别记为C1、C2、C3,如图1所示。

图1 各种结构的周向槽
(三)数值计算方法
本文采用旋转机械流体仿真软件NUMECA,求解器采用 Fine/Turbo模块,湍流模型使用Spalart-Allmaras模型,结合三维雷诺时均Navier-Stokes方程进行定常求解,空间离散采用中心有限体积法,时间离散采用四阶显示Runge-Kutta法,运用多重网格法、隐式残差光顺法和当地时间步长等方法加速收敛,提高计算效率和计算精度。工质采用可压缩理想气体,压气机入口总温给定288.2K、总压给定101325Pa,出口给定平均静压,其他位置用径向平衡方程处理,固体壁面均给定绝热无滑移条件,流场通道与周向槽两侧给定周期性边界条件。叶片主流通道和机匣结构采用定常单通道求解方式,处理机匣与光壁机匣均采用结构化网格。转子采用H&I网格,静子采用O4H网格,流道及周向槽采用H型网格,叶顶间隙、转子前后缘采用“蝶形”网格,转静子交界面采用周向守恒型交界面。

图2 计算网格拓扑结构
(四)参数定义
综合稳定裕度定义:
式中:m和为π*流量和总压比,下标d和ns分别为设计工况点和近失速工况点,设计工况点流量md为20.18kg/s。
(五)近失速工况点的确定
本文用逐渐增加背压的方法逐步逼近失速工况,当残差不收敛时即为失速。
二、计算结果及分析
(一)光壁机匣计算验证
用Stage35的试验数据与本文的原始机匣仿真模拟结果做对比,以校核计算模型的准确性。图3为Stage35仿真模拟与试验结果的特性对比图。在设计转速下,仿真模拟的最高效率为0.835,试验的最高效率为0.845,两者效率仅相差1.2%,仿真模拟的最大总压比为1.907,试验的最高效率为0.887,两者总压比仅相差1.0%。从图像来看,数值模拟与真实试验值结果非常接近,数据吻合较好,整体变化趋势相同。总压比的试验值略低于仿真值,绝热效率的试验值略高于仿真值,这也与其他学者用CFD仿真结算的结果一致。经过上述的对比分析,可以看出仿真结果与试验结果的特性曲线总体吻合较好,此仿真方法可信。

(a)总压比特性曲线

(b)绝热效率特性曲线
(二)不同阶梯状处理机匣对压气机总体性能的影响
图4为不同数目周向槽处理机匣的堵塞点流量、稳定裕度和峰值效率。由图4(a)单级堵塞点流量可知,原型的堵塞点流量最大达到了20.685kg/s,经过机匣处理后的堵塞点流量均有所下降,分别为20.647 kg/s、20.644 kg/s和20.641 kg/s,与原型机匣相比堵塞点流量分别下降了0.18%、0.20%和0.21%,并且堵塞点流量随着开槽数目的增加而降低。由图4.7(b)单级稳定裕度可知,原型的稳定裕度最小,为6.62%,经过机匣处理后的稳定裕度均有所增加,分别为8.12%、10.84和12.31%,比原型机匣的稳定裕度分别增加了24%、64%和85%,并且开槽数目越多压气机的稳定裕度越大,其中C3要比原型的稳定裕度增加近一倍。可见周向槽对提升压气机稳定裕度有明显的作用。由图4(c)单级峰值效率可知,原型的峰值效率最高,为0.8365,其余经过机匣处理的压气机峰值效率均有小幅下降,分别为0.8331、0.83134和0.82978,与原型机匣峰值效率相比分别下降了0.4%、0.6%和0.8%,并且峰值效率随着开槽数目的增加而降低,C3的下降幅度最大。综上所述,周向槽处理机匣能够在较少地增加损失的同时,有效提升压气机稳定裕度。

(a)堵塞点流量

(b)综合稳定裕度

(c)峰值效率
图5展示了原型和机匣处理后压气机的总压比和绝热效率特性曲线图。由图可见,机匣处理后的压气机较未经处理的稳定工作范围都有所增加,但总压比略偏低,绝热效率略有下降。在堵点时,机匣处理后的压气机总压比和绝热效率下降较小,总压比与原型机匣相比分别下降了0.148%、0.130%和0.093%,绝热效率与原型机匣相比分别下降了0.48%、0.70和0.79%堵塞流量也有所降低,与原型机匣相比堵塞点流量分别下降了0.18%、0.20%和0.21%。结合图4.7与图4.8的结果对比分析可知,C3型处理机匣在的稳定裕度扩大得最明显,比原型机匣增加了85%,峰值效率下降了0.8%,所以C3型处理机匣的效果最好。

(a)总压比

(b)绝热效率
(三)阶梯状周向槽处理机匣流场特性分析
根据上文对各阶梯状处理机匣总体性能的综合比较,本节将对原型机匣、C1型机匣、C2型机匣和C3型机匣进行叶尖及槽内流动分析。
1.相对马赫数云图
叶尖失速是现代跨声速轴流压气机失速的主要原因,其中叶尖流道堵塞是转子旋转失速的主要因素。图6分别展示了原型机匣和周向槽处理机匣在各自近失速工况点下99%叶高S1截面的相对马赫数云图。其中图6(a)里的实线表示相对马赫数为1的等值线,压气机进口来流速度均为超声速,在近失速工况下由于背压的增大,叶间通道中的激波位置向前缘靠近,在叶尖前缘形成了一道激波。通过原型机匣的相对马赫数云图不难发现,在叶尖通道中由于激波的作用存在相对集中的低速区,这些低速区堵塞了流体的正常流通。泄漏涡在激波的影响下破碎,发生回流,这就是造成叶尖失速的主要原因。在采用机匣处理后,激波过后的低速区面积减小且变得相对分散,激波后气流速度降幅缓慢,流场堵塞状况得到明显改善。应用周向槽处理机匣能够有效的抑制激波与泄漏涡相互作用而形成的堵塞区,其作用机制是,周向槽内的流体与叶尖间隙的流体进行了动量与能量交换,一部分激波被槽吸收,削弱了激波与泄漏涡干涉,所以效率会相应的有所下降,激波的位置、强度、特征在机匣处理前后有明显的变化。此外,在转子叶片的吸力面后半部分和静子叶片吸力面可以观测到边界层分离,由于逆压梯度的影响,形成了部分的低速区,使流场通道的堵塞更加严重,但跟泄漏涡破碎回流造成的堵塞相比影响较弱。与原始机匣相比,经过周向槽处理后的转子叶片吸力面边界层的分离点更加靠近叶片尾缘,这说明经过周向槽处理后的流道流通能力得到了加强。但是机匣处理后静子叶片上附面层的厚度几乎没有什么变化,机匣处理对静子流道的内的流动影响较小。

(a)原型

(b)C1

(c)C2

(d)C4
图6不同阶梯状周向槽处理机匣在失速工况点99%叶高S1截面的相对马赫数云图
2.熵值分布
图7为原型机匣和周向槽处理机匣在各自设计工况点下叶尖子午面熵及流线分布图。由图可知,原始机匣转子叶尖在20%至50%弦长范围内有明显的熵增区,且由流线可以看出有明显的回流区。引入周向槽后,转子叶尖处的回流转移到周向槽内,叶尖处的熵增区也向槽内转移,且高熵增区大都出现在槽内,说明与叶尖间隙区域的损失相比,更大的流动损失发生在槽内,是造成效率降低的主要原因。通过对比三种不同数目周向槽处理机匣的熵值分布及流线图可以发现,槽内熵增最大的位置是在槽顶部的左上角处,且熵增最大的槽为叶片弦长中部的第二个槽。所有的槽内都出现了回流区,这是由于周向槽抽吸作用将主流通道内的流体吸入又射出,改善了叶顶区域的流场,但是为了维持槽内回流需要消耗转子的能量,这些能量的耗散产生了流动损失,使熵增大,虽然回流中心的熵增与顶端性比较小,但范围较大。经过上述分析可以得出结论:周向槽内的复杂流动是处理机匣效率损失的主要来源,对最大效率有不利影响,但是周向槽的存在使回流区域转移,削弱了泄漏流的周向负动量,使转子稳定性得到加强。

图7 不同阶梯状周向槽处理机匣转子叶尖处熵以及流线分布
三、结论
(1)现代跨声速轴流压气机失速的主要原因是叶尖失速,叶尖泄漏涡破碎和叶片尾缘附近边界层分离导致的低速流团堵塞流道是引起叶尖失速的直接原因;
(2)周向槽结构可以抽吸或吹散叶尖通道中的低速流团,使泄漏涡破碎造成的堵塞区减小或消除,抑制了边界层的分离,强化了叶尖通道的流通能力,使失速发生的可能变小,促使压气机转子叶尖流场稳定裕度增大,但是气流在槽内生成的漩涡增加了流动损失,使压气机等熵效率略低;
(3)采用周向槽处理机匣有效地扩大Stage35单级稳定工作范围,在所采用的1-3个周向槽结构中,随着周向槽数目增多,扩稳效果逐渐增强,因此C3型处理机匣的扩稳效果最好;
(4)在叶片前缘附近,靠近叶尖压力面的低速流团一定程度削弱了气流的流通能力,此处的周向槽在减小低速流团的面积、增强槽内流体与主流的交换越能力方面起到最主要的作用。
