对苯二甲酸污水好氧生物流化床预处理试验研究
2019-11-05何庆生刘献玲张建成曹玉红王贵宾范景福田小峰
何庆生,刘献玲,张建成,曹玉红,王贵宾,范景福,田小峰
(中石化炼化工程(集团)股份有限公司洛阳技术研发中心,河南 洛阳 471003)
近年来随着世界经济的高速发展,对苯二甲酸(PTA)作为大宗有机化工原料之一,其需求量激增,PTA生产装置被不断扩建[1-2]。在PTA生产过程中会产生大量污水,PTA污水属于有机物含量高、成分复杂的化工废水,其COD高达4 000~10 000 mg/L,污水的生化性能(BOD/COD)仅为0.1~0.2(一般大于0.3才有好的生化性能),属于难生物降解的污水,处理难度较大。
国内外PTA污水处理工艺主要有两种:一种是采用两级好氧生化处理;另一种是采用厌氧与好氧相结合的处理工艺。而厌氧与好氧相结合的处理工艺因其具有水力停留时间短、占地面积小、能耗低的特点而越来越受到重视[3]。某石化厂处理PTA污水的装置采用内循环(IC)厌氧反应器[4]。现有的好氧生化装置由曝气池和氧化沟两级工艺组成,但已不能满足生产需要,受制于占地面积,急需寻求一种占地面积小、处理效率高的好氧污水处理工艺替代现有的好氧装置[5]。因此,针对PTA污水特性研究开发低能耗、高效率的好氧生物流化床水处理工艺意义重大。
1 试验水质、水量与来源
1.1 污水来源与主要污染物
试验地点位于某石化厂PTA污水处理站内,污水主要来自涤纶部氧化装置和聚酯装置,所含主要污染物如表1所示。侧线试验用水采用IC厌氧反应器出水,处理后的水与氧化沟出水一起送至下游污水处理场。

表1 污水来源与主要污染物
1.2 污水水质
PTA污水COD高达4 000~9 000 mg/L,氨氮质量浓度一般为40 mg/L左右,经过IC厌氧反应器处理后,COD可降到1 000~4 600 mg/L,水质指标如表2所示。

表2 IC厌氧反应器出水水质
1.3 处理后的水质要求
在生物流化床进水COD为1 000~4 600 mg/L情况下,要求生物流化床处理后的污水水质达到COD不大于500 mg/L的企业标准,具体指标见表3。

表3 生物流化床出水水质要求
2 工艺流程
侧线试验工艺流程示意如图1所示。来自IC厌氧反应器的PTA污水,由增压泵输送到生物流化床,进行生化反应。加药罐中的营养液,由加药泵送入流化床。反应需要的空气由底部风线进入流化床。生化处理后的污水,溢流进入沉降罐,进行泥水沉降分离,清水从沉降罐顶部排出,沉降罐底部污泥一部分外排,一部分由回流泵返回流化床,完成一个循环。

图1 侧线试验工艺流程示意
3 结果与讨论
3.1 运行参数考察
3.1.1 反应温度对COD去除效果的影响通常情况下,温度越高反应速率越大,温度对生化反应也有较大影响。在进水COD为1 500~3 600 mg/L、pH为7左右、水力停留时间为7~8 h、溶解氧(DO)质量浓度为4.0 mg/L的操作条件下,考察温度对生物流化床COD去除效果的影响,结果见图2。

图2 反应温度对COD去除效果的影响■—出水COD; ◆—COD去除率。图3、图4同
从图2可以看出,当生物流化床温度在26~41 ℃之间波动时,随着温度升高,COD去除率呈现先升高后降低的趋势,当温度为35.4 ℃时,COD去除率最高。这是由于当温度小于35.4 ℃时,温度升高微生物活性也随之增加,COD去除率随之增加;当温度大于35.4 ℃时,温度升高微生物逐步呈现不适应情况,生物活性也随之降低。温度在26~41 ℃之间波动时,出水COD较为稳定,出水COD保持在300 mg/L之下,表明生物流化床对26~41 ℃之间温度波动有较好的适应能力[3]。
3.1.2 水力停留时间(HRT)对COD去除效果的影响通常情况下,停留时间越长,有机物被降解的比例越大,停留时间对COD去除有较大影响。在进水COD为1 100~2 600 mg/L、生物流化床内温度为35 ℃左右、pH为7左右、溶解氧(DO)质量浓度为4.0 mg/L的操作条件下,考察水力停留时间对生物流化床COD去除效果的影响,结果见图3。

图3 水力停留时间对COD去除效果的影响
从图3可以看出,当生物流化床停留时间在6~13 h之间波动时,随着停留时间延长,COD去除率呈现先升高后稳定的趋势,当停留时间为7 h时,COD去除率为转折点。这是由于当停留时间小于7 h时,停留时间延长微生物降解的有机物量增加,COD去除率随之增加;当停留时间大于7 h时,微生物难以降解污水中剩余的难生化的有机物,COD去除率逐渐稳定。侧线试验结果表明,当停留时间低于6.5 h时,出水COD高于500 mg/L,不能满足企业标准。因此,选择最佳水力停留时间为7~8 h。
3.1.3 COD波动对其去除效果的影响污水COD的波动可能会对微生物菌群稳定性造成冲击,从而影响COD处理效果。在进水COD为1 300~3 600 mg/L、生物流化床内温度为35 ℃左右、pH为7左右、水力停留时间为7~8 h、溶解氧(DO)质量浓度为4.0 mg/L的操作条件下,考察进水COD波动对生物流化床COD去除效果的影响,结果见图4。

图4 进水COD波动对处理效果的影响
从图4可以看出,当进水COD在1 300~3 800 mg/L之间波动时,随着进水COD增大,COD呈现先升高后稳定的趋势,总体上进水COD的波动不会对生物流化床处理效果造成影响,表明生物流化床对COD波动有较好的抗冲击能力。
3.2 连续运行效果考察
通过为期25天的稳定运行,在处理量为300~400 L/h、进水COD为1 000~3 600 mg/L、pH为7左右,反应温度为26~41 ℃、水力停留时间为7~8 h、进气量为5~7 m3/h的操作条件下,考察生物流化床连续运行条件下的COD去除效果、BOD去除效果及BOD去除容积负荷,结果分别见图5~图7。
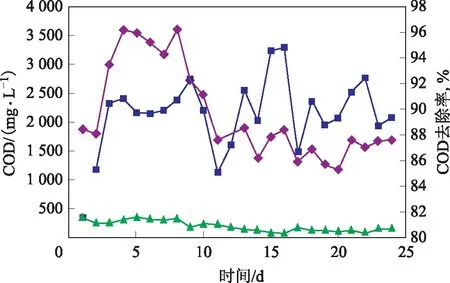
图5 生物流化床COD去除效果◆—进水COD; ▲—出水COD; ■—COD去除率
从图5可以看出,进水COD为1 000~3 600 mg/L,平均进水COD为2 146 mg/L,出水COD为94~363 mg/L,平均出水COD为218 mg/L,可以满足COD为500 mg/L的企业标准,COD平均去除率为91%,表明生物流化床对COD值波动冲击具有很好的适应性。

图6 生物流化床BOD去除效果◆—进水BOD; ▲—出水BOD; ■—BOD去除率
从图6可以看出,进水BOD为534~2 120 mg/L,平均进水BOD为952 mg/L,出水BOD为35~131 mg/L,出水BOD平均值为81 mg/L,BOD平均去除率为91%,表明生物流化床对去除污水中的有机物具有较高效率。

图7 生物流化床BOD去除容积负荷
从图7可以看出:生物流化床处理PTA污水的容积负荷为2.1~7.2 kg/(m3·d),平均容积负荷为3.82 kg/(m3·d),表明该装置对有机物有较高的容纳和抗冲击能力。
3.3 生物流化床直接预处理PTA污水效果考察
为进一步研究生物流化床反应器处理高浓度PTA污水的效果,将IC厌氧反应器进水直接引入生物流化床反应器,开展生物流化床工艺与(IC厌氧反应器+好氧氧化沟)工艺的对比研究[5]。通常IC厌氧反应器的进水COD为4 000~6 000 mg/L,出水COD为1 000~3 000 mg/L。生物流化床的操作条件为:pH为7左右,反应温度为26~41 ℃,水力停留时间为7~8 h,进气量为5~7 m3/h,其处理效果见图8。

图8 生物流化床直接预处理PTA污水的处理效果◆—进水COD; ▲—出水COD; ■—COD去除率
由图8可以看出,生物流化床进水COD为3 000~4 810 mg/L,出水COD为289 mg/L,经计算得到COD容积负荷为12.7 kg/(m3·d),COD平均去除率为92%。比较表明,生物流化床处理效率高于IC厌氧反应器,出水COD也远低于IC厌氧反应器,充分体现生物流化床处理该污水的技术优势。
4 结 论
(1)生物流化床处理PTA污水,适宜的反应条件为:温度为26~41 ℃,COD为1 000~4 810 mg/L,水力停留时间为7~8 h。
(2)生物流化床替代传统好氧工艺处理PTA污水,其BOD容积负荷为2.1~7.2 kg/(m3·d),平均容积负荷为3.82 kg/(m3·d),BOD去除率为91%,处理后的污水COD小于500 mg/L,达到企业标准。
(3)生物流化床可以替代(厌氧反应器+好氧氧化沟)工艺,直接预处理PTA污水,生物流化床COD容积负荷高达12.7 kg/(m3·d),COD平均去除率为92%。