钳工的马牙和浅槽技术
2015-11-23万勇刚
万勇刚
(甘肃钢铁职业技术学院 甘肃嘉峪关 735100)
钳工的马牙和浅槽技术
万勇刚
(甘肃钢铁职业技术学院 甘肃嘉峪关 735100)
马牙技术诞生于复合作业的锉配中,它的核心内容是以锯代锉、把大块残料分割为众多微小碎块,从而以最快的速度、最小的体力付出,应对最难下锉、最难攻克的残料。浅槽技术是一个沿相邻两边夹角的角平分线方向锯出浅槽,以槽代替清根的技术。
能锯不用锉 大块化整为零减小阻力 清根不用锉 用锯浅槽的方法来解决
怎样诠释钳工技术呢?钳工技术确实比较机械一些,直观、明了、易学、易掌握是它的特点。它不同于电子技术,讲究一些逻辑什么的。钳工讲究一些灵巧和窍门,图的是实在、实用。钳工技术是由许许多多小技术组成,其中马牙和浅槽技术就是钳工小技术之一。这两个小技术在钳工复合作业时应用十分广泛,而且非常实用有效。干过复合作业的学生都有体会,最难处理的要数如何去除残料和清根,在这两项上耗费的时间最长,如果有什么好办法来解决,所有的锉配难题都迎刃而解了。那么钳工的马牙和浅槽技术,就是真对学生的这一困惑而产生的良好的解决方法。它诞生于复合作业的锉配之中,也是一些经验积累,它源于物理学的接触面积小则阻力小及一切物体都要占位的原理。
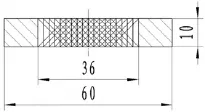
首先谈谈马牙技术。看下面一幅图:

这是一个典型的锉配母件,中间要加工出一个36×36的方孔。工艺安排是这样:在划完线之后,进行钻孔,在图示对角内侧位置钻2个Φ12孔,然后在其中一个孔中穿入12mm宽锯条,安装好锯弓,向两个对角进行两次锯割,两次锯割完成之后,卸下锯条,再把锯条穿入另外一个孔中,也向两个对角进行锯割,同样也锯割两次,由于没有用方锉修整Φ12的圆孔,锯条不能沿着方孔边沿进行锯割,因此产生如图所示阴影部分的四处残料。
残料面积过大的情况,直接用锉刀进行锉削,就会非常吃力,问题是耗费时间也长,同时也消耗过多的体力。学过钳工的学生都应该知道,钳工去除材料的方法有钻孔、锯割、锉削、刮削、研磨、錾削、磨削。从节省体力的角度来说,钻孔最省力,其次是锯割,最费力的是锉削和錾削。在砂轮机上磨削虽然省力,但只适用加工工件外部形状。在小工件加工内部孔的活,磨削施展不开。因此,去除大块残料要想又快又省力,就必须采用马牙技术。马牙技术的核心思想是:能上锯的尽量不用锉,再有就是将大块残料分割为多个微小的碎牙,以减轻锉削阻力。
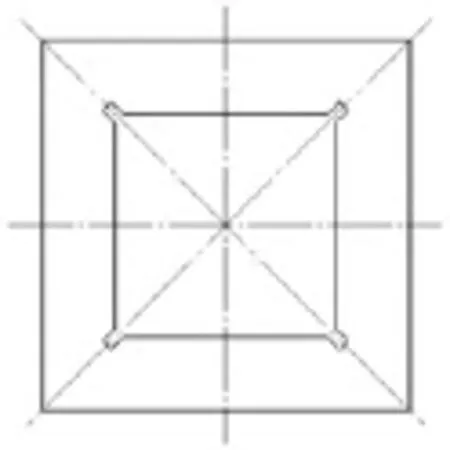
基于这一思想和理念,当我们在第二次穿插锯条完成两次对角锯割之后,不要急着取下锯条,紧接着进行四处残料的锯割。马牙技术的具体操作要领是:垂直于方孔的四条边线,一锯挨一锯的平行锯,但不能锯过边线,也可以倾斜角度锯,也可以打交叉锯,锯完之后感觉像一排排小牙似的,俗称马牙。如下面全剖视图中间部分所示:
方孔四边都有残料,因此,锯完一个方向,再把工件调转90°继续先平行、后交叉锯,之后再把工件调转90°、再调转90°,直至四处残料全部锯完为止,卸掉锯条,然后插入锉刀,进行锉削,此时就非常省力了,直至加工到线为止。
强调指出,锉配工件的形状各式各样,但无论锉配工件形状如何,都要想方设法,尽量使用马牙技术。马牙技术不仅适用于工件内部,同样也适应于工件外部。凡是能够锯到的地方就尽量上锯,给锉削留下尽量小的余量。
浅槽技术可以说是马牙技术的孪生兄弟,二者既有区别也有联系,二者的共同之处都是为了配合。浅槽技术也诞生于锉配过程中,起因是这样地:有棱有角的公件(凸件),要与母件(凹件)配合的严丝合缝,必要条件是母件两相邻边的结合部(根部)必须不能有圆弧存在,也要见棱见角,否则公件是镶嵌不进母件去的。但在实际锉削中,相邻边的结合部极难锉到位,这样就不可避免的会在根部产生圆弧,给配合带来麻烦和困难。使用常规手段,就得自制工具,把板锉在砂轮机上进行磨削,断面呈扁三角形,用它细心锉削,可以消除圆弧。但是,有的时候,往往容易把已经锉好的小平面剐伤,即便能去掉圆弧,配合效果也略显一般,表现在间隙过大,不够理想。早先,我们还在配合的转折处,采取诸如钻Φ2小工艺孔的方法,效果的确不错,但是钻头易断,有时如果没有钻床就无法完成钻小工艺孔,特别是在现场,上哪里去寻找钻床。
鉴于上述问题,我们采用以锯代钻的办法,在根部沿着对角线方向用手锯锯出适当深度的浅槽,如下图所示:
浅槽技术的要领是:槽的深度不宜过深,够用就行。一般地说,浅槽超过转角有1-2mm深即可。浅槽的宽度,视具体情况而定。可以用穿带锯条的根数决定,穿带一根锯条,可以产生1.2mm的槽宽,穿带两根锯条,就可以产生2.4mm的槽宽,一般的锯弓最多可以同时穿带3根锯条。
浅槽技术虽好,但也存在一个应力集中问题,工件容易从浅槽处断裂。为了解决这一问题,可以在锯出浅槽后,用圆形什锦锉修整,使豁口的应力减小,就不会断裂了。
强调指出,有的时候,我们碰到的工件,既是公件(凸件)也是母件(凹件)。也就是说一个工件,它上面的形状既有凹下的部分,也有凸起的部分。对于这样的非典型工件配合,使用浅槽技术的原则是:无论哪个件,只要有凹下部分,就要在其凹下处开浅槽。如果是90°的夹角,就需要沿45°方向锯。如果是60°夹角,就需要沿30°方向锯。以此类推。
钳工的马牙技术和浅槽技术,给我们的锉配的确带来许多方便,我们要传承和发扬,在钳工这个领域发明和创造出更多更好的实用技术。学无止境,艺无终结,要达到炉火纯青,仍需努力。
万勇刚(1958~):男,辽宁省海城市;职称:一级实习指导教师;学历:本科;主要研究方向:高等职业教育;技术等级:高级技师。
