空调翅片用精密高速伺服数控冲床辅助机构设计*
2014-01-10龙晓斌李志伟夏琴香中山市奥美森工业有限公司广东中山58455华南理工大学机械与汽车工程学院广东广州5064
龙晓斌,李志伟,夏琴香,龙 川(.中山市奥美森工业有限公司,广东中山 58455;.华南理工大学机械与汽车工程学院,广东广州 5064)
空调翅片用精密高速伺服数控冲床辅助机构设计*
龙晓斌1,李志伟2,夏琴香2,龙 川1
(1.中山市奥美森工业有限公司,广东中山 528455;2.华南理工大学机械与汽车工程学院,广东广州 510641)
为了实现翅片高速冲压的自动化要求,设计了一套精密高速伺服数控冲床辅助机构。重点介绍了辅助机构的整体设计及开卷、浸油、送料、拉料、吸附和集料等装置的设计。通过分析悬臂式结构和开卷张力形成特点,设计出由减速电机、开卷滚筒和装料轴组成的开卷装置;为满足铝箔上油和去除多余油料的要求,设计出一款由辊轴和毛毡组成的浸油装置;为满足冲压初期送料要求,对辊轴送料精度进行分析后设计出由空心辊轴、伺服电机和气缸组成的送料装置;为了满足能够冲压不同翅片要求及避免铝箔涂油后由于粘连现象不利于送料的情况,设计了一个拉料步距可调的拉料机构;根据压差吸附原理、翅片和换热器外形特点,设计出能够吸附和收集翅片的吸附装置和集料装置。
精密高速;伺服;辅助机构;空调翅片;数控冲床
翅片是空调、冰箱、汽车等热交换器中冷凝器及蒸发器的有效强化换热零件,布置于换热装置表面,通过增大换热装置的换热表面来提高装置的换热效率[1]。上世纪90年代,空调器开始进入中国家庭,并在2000年后开始大规模普及,目前空调已经是日常生活中必不可少的家电产品。国内空调市场竞争日趋激烈,作为空调换热器重要组成部分,翅片的高效自动化生产对企业降低成本、提高竞争力有着重要意义[2]。空调翅片生产工艺过程较复杂,大多采用多工位级进模由冲床提供动力冲压而成。
冲床属于点位控制机床,在中间行程中不进行加工。大多情形下加工的产品单一,模具无需经常更换,所以在传统的冲床中一般采用继电器控制,送料一般采用手工送料,但这种方式存在着效率低、速度慢、精度不能保证和安全隐患等方面的问题[3]。
随着国内、国际市场竞争日趋激烈,尤其是随着工业技术的迅速发展,冲压制件外形越来越复杂、工艺要求越来越高,传统的冲床已经不能满足需求,数控冲床应运而生[4]。辅助机构是实现冲床自动化工作的重要保障。辅助机构的自动化程度高低,直接影响着冲压生产效率、生产节拍以及冲压生产整体自动化水平,只有辅助机构的自动化程度和冲床相匹配,才能实现冲压生产的完全自动化[5]。
根据铝箔材料特性和数控冲床冲压翅片的特点,本文设计一款适用于冲压翅片的精密高速伺服数控冲床的辅助机构,以实现铝箔的自动取送料、翅片的集料和码垛,从而实现冲床冲压自动化。
1 冲床辅助机构整体设计
1.1 冲床辅助机构整体设计
数控冲床自动化的目标就是尽可能的减少人的直接参与,尽最大限度地降低操作人员的劳动强度。冲压自动化主要包括材料供给、制品及废料的排出、模具更换、冲床的调整与运行、冲压过程异常状况的监视等作业过程的自动化[6]。本文设计的辅助机构主要实现铝箔材料的供给、冲压、翅片成品的排出及收集等过程的自动化。
冲压翅片所用的铝箔最初是并未展开的卷状材料,而冲床上的多工位级进模冲压需要展开的铝箔,在整个冲床系统开始的地方需要一道开卷工序。
为了能够提高翅片冲压质量及有效保护模具,在铝箔进入冲床进行冲压之前需要涂上润滑油[7],所以在开料工序之后、冲压工序之前需要一个浸油工序。
在翅片的生产过程中,铝箔带料的输送是必不可少的工序。在高速精密级进模具的冲压中,带料一般都是由送料机构送进冲压区进行冲压。虽然送料机构送料使用方便、调节迅速[8],但是本文设计的辅助机构所要输送的铝箔进入冲床之前需要涂上润滑油,润滑油的吸附作用会使铝箔和模具的凹模面产生粘连现象,而且该铝箔很薄(厚度为0.095~0.12 mm)且较软,致使铝箔本身的刚度不能克服润滑油产生的吸附力和铝箔与模具凹模面之间产生的摩擦力,从而不能使铝箔保持平整状态,铝箔会产生波浪形弯曲而导致发生乱料现象,那么就不能进行正常的冲压,所以不能在翅片冲压输送铝箔时采用送料装置送料的方式,而要采用拉料的方式,所以本文设计的冲床需要在冲压工序后有拉料工序来实现铝箔带料的输送。
在铝箔带料的料头一端开始进入冲床进行冲压时,铝箔还未到达拉料装置的位置从而拉料机构不能够进行拉料工作,此时的送料动力和送料步距需由专门的送料装置提供和控制,即在冲压工序前还需要一道送料的工序把铝箔送进冲压区进行冲压。为了防止铝箔由于和模具粘连而发生乱料现象,操作人员需要在送料装置每次送料的间歇期间用一根拨料杆把铝箔挑起而防止铝箔和模具发生粘连。当送料装置把铝箔的料头送到拉料装置时,送料装置不再工作,操作人员此后无需拨料,而拉料装置则开始工作。
翅片从多工位级进模冲压出来后为了便于后续的胀管工艺还需要按照换热管中翅片的排列方式收集码垛,即最后还需要集料工序完成翅片制件的生产。本文设计一款吸附装置首先把翅片吸附起来,随后再使吸附起来的翅片落入位于正下方的集料装置上实现翅片的收集和码垛。
由上述分析可知,翅片从最初的卷状铝箔至翅片制件的完成,需要经过开卷、浸油、送料、冲压、拉料、吸附和集料工序。为了完成这些工序,需要相应的装置来实现。基于翅片生产的整个工艺流程,初步拟定把辅助机构分为6个部分:开卷装置、浸油装置、初始送料装置、拉料装置、吸附装置和集料装置(如图1所示)。

图1 空调翅片冲压冲床整体示意图
1.2 冲床辅助机构的主要参数
合理地选择冲床辅助机构的工作参数能够在保证整个冲床正常工作的同时减少能耗、节约成本。根据冲床中的多工位级进模所能冲压的带料尺寸选用的铝箔卷料宽度为1 250 mm、直径为1 500 mm;根据所要生产的换热器尺寸设计吸附装置的吸料长度为1 100 mm,而集料装置的集料高度为900 mm。冲床辅助机构的主要参数如表1所示。

表1 数控冲床辅助机构的技术参数 mm
2 开卷、浸油和送料装置的设计
2.1 开卷装置设计
开卷设备大致有三种:悬臂式开卷机、双圆柱头式开卷机和双锥头式开卷机。其中悬臂式开卷机具有刚性大,开卷张力大等优点,适用于较薄带材的开卷[9]。本文设计一种类悬臂梁开卷机(如图2所示)。装料轴一端通过轴承座固定在开卷机架上,相当于悬臂梁固定的一端。而其另一端为了方便铝箔卷料安装时进出由活动支架支撑。

图2 开卷装置
为了防止铝箔卷料在装料轴上打滑和松动而造成在卷料惯性转矩下的铝箔堆积和卷料偏离中心情况的发生,卷料和装料轴之间需要有一定的开卷张力。开卷张力的形成主要由三种方式:机械式、磁粉制动器式和直流拖动式[9]。机械式的特点是结构简单,出故障后便于维修;磁粉制动器式可以通过调整激磁电流来调节张力大小,易于实现自动控制,但是最大张力受制于制动器最大力矩;直流拖动式一般用于大中型带材的情况。本文所要开卷的铝箔卷料直径为1 500 mm,而宽度为1 250 mm,为了机构更加精简,所以设计通过机械式结构产生开卷张力的装料轴(如图2所示)。通过转动手轮带动芯杆转动,芯杆的转动会使和芯杆以螺纹连接的伸缩套在轴向移动,而胀条和伸缩套通过楔形卡块连接,从而伸缩套的轴向移动会使胀条产生径向移动,随着胀条往外移动并且和铝箔卷料内壁接触,则开卷张力随之产生。在开卷过程中,当拉料滚筒停止拉料时,为了防止装料轴继续转动而造成铝箔材料过多堆积,设计一个通过气缸推杆夹紧刹车盘来使装料轴止动的刹车机构使装料轴能够随时停止转动。
铝箔从相互紧靠的主动拉料滚筒和从动拉料滚筒之间穿过,在由减速电机驱动滚筒的牵引下自动开卷(如图2所示)。该滚筒的转动是连续的,而多工位级进模冲压翅片是间歇性的,滚筒的转动和翅片在级进模之间的移动并不同步。如果拉料滚筒转速过大,会使铝箔在开卷装置和冲床之间堆积过多;如果拉料滚筒转速过小,则会使铝箔因不能满足模具进料的需求被拉扯绷直而容易断裂。本文在开卷装置和浸油装置之间设计一个铝箔传感器检测装置(如图1所示),当位于开卷装置和浸油装置之间的铝箔高度高于一定值时,滚筒转动开卷放料;当铝箔高度低于一定值时,滚筒停止转动,从而保证在开料装置和浸油装置之间始终保持有一定的铝箔材料。
2.2 浸油装置的设计
浸油装置的作用就是让铝箔能够涂上润滑油,压油辊的作用就是把铝箔压入油面以下以便让铝箔沾上油料(如图3所示)。但铝箔沾上了过多的油料会增加铝箔和模具凹模面之间的吸附作用而不利于铝箔的输送,且过多的油料也会造成生产上的浪费,所以设计一个滤油毛毡把铝箔多余的油料刮掉。由于铝箔较软,很容易和四周接触产生摩擦而被刮花,所以设计前段压辊、压杆和中部导向压辊来给铝箔提供导向作用,防止铝箔和四周发生接触摩擦。

图3 浸油和送料装置
2.3 初始送料装置的设计
2.3.1 初始送料装置结构设计
在冲压翅片最初的阶段,铝箔料头的一端还未到达拉料装置的时候,如果没有初始送料装置,铝箔的移动要靠操作人员亲自用手深入模具里进行拉扯完成,增加操作人员的危险系数。为了增加在开始冲压时人工操作的安全系数,本文所设计的初始送料装置使得铝箔在冲压的开始阶段能够按一定的冲压步距送料。
送料装置的机构形式主要有5种,分别是钩式送料装置、凸轮钳式送料装置、杠杆送料装置、夹持送料装置和辊轴送料装置。钩式适用于带孔一类的材料,而凸轮钳式、杠杆式则需要所送材料具有一定厚度[10]。本文要冲压的是很薄的带式铝箔,采用辊轴送料装置(如图3所示)。
铝箔从两个辊轴间穿过,上面的辊轴为从动轮,其两端分别有气缸控制上下的位置。当压辊气缸推杆往下推出时,主动辊轴、从动辊轴分别和铝箔有了沿径向的排斥力。位于下端的主动辊轴为了实现定长送料选用伺服电机直接驱动,当其转动时辊轴和铝箔间产生的摩擦力牵引铝箔向前运动。
2.3.2 初始送料装置送料精度分析
由于多工位级进模冲压翅片时是间歇性的,则铝箔的移动也是间歇运动,那么要求初始送料时送料辊轴的转动也是间歇性的。设送料辊轴的转角为φ,送料辊轴半径为R,则每次送料的步距为S=R·φ,公式两边取微分则有△S=△R·φ+ R·△φ。由于铝箔与辊轴之间以摩擦力传动,二者间有可能发生相对滑动,设滑动量为△V,则送料的步距误差为△=△S+△V=△R·φ+R·△φ+△V=△R+△φ+△V[11]。式中:△R为送料辊轴半径变化引起的送料步距误差,由辊轴制造与装配误差造成;△φ为送料辊轴转角变化引起的步距误差,主要由于送料辊轴启动和停止时由于机构惯性造成的;△V为送料辊轴与条料间相对滑动引起的步距误差,主要由于辊轴和铝箔之间摩擦系数不够大、辊轴间的压力太小造成。
所以本文通过提高辊轴的制造与安装精度、将辊轴设计成空心结构以减少滚轮的转动惯量、在不刮花铝箔表面的情况下提高辊轴表面粗糙度和适当增加辊轴间的压力这些措施来提高初始送料装置的送料精度。
3 拉料、吸附和集料装置设计
3.1 拉料装置的设计
冲床拉料机构根据拉料动力的不同可分为气动、液压和机械三大类。气动送料机构采用压差式气动原理工作,但机构工作噪声较大、影响冲压工作环境。液压送料机构反应较缓慢,液压缸自身不能准确定位,还需要其它机构辅助定位。机械送料机构具有送料准确可靠、机构冲击与振动少、噪声低和稳定性好等优点[12],本文设计的辅助机构所适用的精密高速伺服数控冲床对翅片的送料精度、送料速度和工作环境有较高要求,所以本文采用机械式拉料机构。
冲床可以根据实际生产需要在不同的主轴转速下冲压翅片,当冲床完成一次冲压后,拉料机构需要把翅片往前拉一段相应的位移,所以拉料机构的拉料节拍需要和翅片的冲压节拍同步。本文设计的冲床适用于4步进的多工位级进模,则要求拉料机构的电机在转动一周时模具拉料移动条的拉料行程为4个翅片孔距的大小(如图4所示)。当翅片需要在非4倍孔距长度地方切断的时候,模具拉料移动条在上一个拉料行程结束时直接回程到剩余需要拉动的翅片孔处,此回程过程中电机的转动方向和拉4个孔距时的转向一致,但只需转动一个小于一周的转角;随后模具拉料移动条需往前拉料直到拉料行程结束的地方,此时电机的转向和回程时相反,但是转动角度的大小一样。在整个拉料的过程中,要求电机能够快速的改变转向和转速的大小,所以需要采用伺服电机。
为了避免传动链过长带来的传动滞后,拉料伺服电机的主轴直接和偏心轮连杆连接(如图4所示),通过摆臂和抱紧夹使连接轴转动,连接轴的转动通过摆杆和连杆转变为模具拉料移动条的直线运动而最终实现翅片向前移动的动作。

图4 拉料装置
拉料机构每次使翅片前进的距离为拉料步距,该步距大小除了和每次拉料的步进数有关外,还取决于翅片的孔距大小。而不同空调的换热器翅片不同,为了使冲床能够适应不同的翅片的冲压,在摆臂上设计长孔来实现抱紧夹在摆臂上的位置调节(如图4所示),不同的位置对应不同的摆臂有效长度,而摆臂有效长度的改变会使连接轴的最大转角发生变化,不同的最大连接轴转角对应不同的模具拉料移动条的行程(即拉料步距),从而实现拉料步距的调节。
3.2 吸附和集料装置的设计
铝箔冲压完经过拉料和切断后就成为了片状的翅片。翅片和铜管要组成空调换热器还需最后的胀接工艺,而胀接前需要把翅片按照空调换热器的形状码垛起来。而要码垛成换热器所需形状,则需翅片每次在同一高度地方悬空停留后落入接料架而堆叠起来。吸附装置的作用就是确保翅片能悬空停留,并且随后落下。
目前,吸附工件的方法主要有磁性、静电和压差吸附的方法[13]。翅片为抗磁性金属材料且质量很小,难以用磁性或静电吸附的方法,所以本文设计一个靠压差吸附的方法的吸附装置(如图5所示)。通过拉料机构使翅片进入吸附板而翅片翻边孔部分则嵌入吸附板的凹槽内(如图6所示)。吹风电机使吸附装置内腔口部的空气流速增加,则内腔的空气压强低于外界大气压。吸附板的吸口联通腔内和外界空气,而翅片两长直边的边缘部分堵住吸附板的吸口,从而外界和内腔的气压差使得翅片获得吸附力。当摆门打开时,内腔和外界不存在气压差而使翅片在自身重力的作用下落入位于其下方的集料装置的集料针上(如图7所示)。当冲床的冲压速度很快时,这时仅仅依靠翅片的自由落体不能满足生产速度的要求,所以设计吸附板和气缸相连,在摆门打开的同时气缸直接把吸附板往下压料,使翅片更快的落入下面的集料针上。

图5 吸附装置

图6 吸附板
为了便于集好料的翅片的装卸,把集料装置设计成可以拉出小车的形式(如图7所示)。该集料小车通过集料架的上下移动控制集料的高度。当一部小车集满后,通过底部液压缸把另一部尚未集料的小车移入集料的工位从而实现自动换车集料。
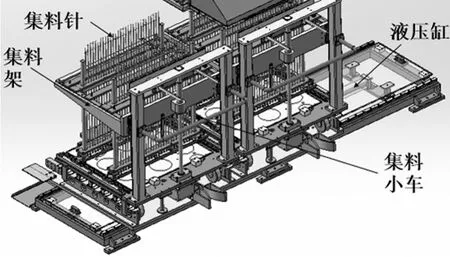
图7 集料装置
4 结论
为了实现冲床高速冲压的自动化,设计一款适用于冲压翅片的精密高速伺服数控冲床的辅助机构,结论如下。
(1)开卷装置采用类悬臂梁结构,通过楔形卡块、伸缩套和胀条组成的机械式结构产生开卷张力;设计出减速电机驱动的双滚筒拉料装置来提供开卷牵引力,通过传感器检测铝箔的高度调节电机的转速。
(2)设计出能够让铝箔涂上油料和把多余油料滤掉的浸油装置。
(3)设计出由伺服电机驱动、压辊气缸提供压料力的双辊轴送料装置;计算分析影响送料精度的因素,通过提高辊轴制造和安装精度、适当提高辊轴表面粗糙度和设计空心辊轴来提高送料精度。
(4)设计出通过伺服电机驱动的拉料机构,采用通过改变抱紧夹在摆杆位置来调节摆杆有效长度的结构实现拉料距离的改变。
(5)采用压差法设计出翅片吸附装置,通过气缸连接控制吸附板来加快翅片落料速度;设计出小车形式的接料装置,通过底部液压缸实现自动换车集料。金加工技术,2011(05):55-57.
[2]http://news.xinhuanet.com/yzyd/jiadian/20131213/ c_118544004.htm.
[3]南雷英,戚春晓,孙友松.冲压生产自动送料技术的现状与发展概况[J].锻压装备与制造技术,2006(02):18-21.
[4]焦连岷.冲床的数控改造及全自动送料装置的研制[D].南京:南京理工大学,2007.
[5]孙发松,张宏超.金属板材加工设备发展新动向[J].锻压技术,2004(4):1-4.
[6]程艳辉.基于ARM9的数控冲床自动送料运动控制系统设计[D].青岛:中国海洋大学,2010.
[7] http://baike.baidu.com/link? url=NXAifwNgmWQRV⁃FempswLbPcWzyrTNX1uyVW1B7ebdUtleg0JKMelfC⁃Am6_f_CB_5YJQgnVQ515VYMN5qAuKzPa[EB/OL].
[8]王万新.空调翅片自动冲片机的PLC控制系统设计[J].锻压技术,2009,34(05):37-39.
[9]杨文元,费玉石.带材精整机组中开卷机的设计与计算[J].机械设计与制造,1999(04):39-40.
[10]陈晓斌,段海峰.冲床自动送料机构设计[J].装备制造技术,2012(08):50-56.
[11]冯利民.提高自动压力机送料精度的实践[J].机械研究与应用,2004,17(04):36-37.
[12]吴宏元,王铁丽.一种可变步距自动送料机构的设计及应用[J].机械设计与制造,2000(03):54-55.
[13]潘继生,李扬,黎勉,等.一种新型真空吸附装置的研究[J].机电工程技术,2012,41(07):57-59.
[1]靳林宝.空调铝箔翅片成型过程缺陷简析[J].轻合
Auxiliary Mechanism Design of Precise High-Speed Servo CNC Punching Press Used for Air Conditioner Fin
LONG Xiao-bin1,LI Zhi-wei2,XIA Qin-xiang2,LONG Chuan1
(1.Zhongshan OMS Industrial Co.,Ltd,Zhongshan528455,China;2.School of Mechanical&Automotive Engineering,South China University of Technology,Guangzhou510641,China)
A set of servo CNC punching press was designed to realize the precise high-speed automotive stamping of the air conditioner fin.The design of the overall structure of the auxiliary mechanism and the devices of the decoiling,the oil-immersion,feeding,pulling, adsorption and collecting were mainly introduced.The decoiling device combined of reduction motor,decoiling rollers and loading shaft was designed based on the analysis of the feature of the cantilever structure and the forming feature of decoiling tension;the oil-immersion device combined of rollers and felt was designed to meet the requirements of oiling of aluminium foil and removal of excess oil;the feeding device combined of hollow shaft,servo motor and cylinder was designed based on the feeding accuracy analysis of rollers to meet the requirement of feeding aluminium foil at the beginning of stamping process;the pulling device with the adjustable pulling step facility was designed to meet the requirement of different fins'stamping and avoid the feeding resistant due to adhesion caused by oiling;the adsorption and collecting devices used for adsorbing and collecting the stamped fins were designed,according to the differential pressure adsorption principle and the shape characteristics of the fin and heat exchanger.
Precise high-speed;servo;auxiliary mechanism;air conditioner fin;CNC punching press
TG659
A
1009-9492(2014)05-0018-06
10.3969/j.issn.1009-9492.2014.05.004
龙晓斌,男,1968年生,湖南桂阳人,大学本科,工程师。研究领域:机电一体化。已发表论文2篇。
(编辑:阮 毅)
*广东省教育部产学研结合重点项目(编号:2012B091000128)
2014-03-28