燃气表表接头焊接结构及焊接方法设计
2024-02-22权亚强梁永增任长清
张 磊, 权亚强, 梁永增, 任长清
(成都秦川物联网科技股份有限公司, 四川 成都 610100)
1 概述
燃气表的防爆安全对于保障燃气用户的生命财产安全以及社会公共安全具有重要意义。燃气表防爆安全涉及多个方面,包括物理安全(机械安全、电气安全、阀控安全、安全切断)和信息安全(功能安全、通信安全)等内容,其中机械安全是物理安全和信息安全的基础,是燃气表质量的关键保障。本文重点关注机械安全。
2 燃气表机械安全
燃气表外观见图1。燃气表的机械安全涉及多个关键机械结构,包括:上下壳体之间的密封连接结构、表接头与上壳体之间的密封连接结构、机芯输出轴与上壳体之间的密封连接结构、内置阀门控制线及其他传感器控制线穿过壳体的密封结构。上下壳体之间的密封连接结构主要形式有密封面整体涂胶压封、法兰及橡胶垫圈密封连接等。表接头与上壳体之间的密封连接结构主要形式有传统铆接、焊接等。机芯输出轴与上壳体之间的密封连接结构主要形式有轴传动的动密封、磁耦合传动的静密封等。内置阀门控制线及其他传感器控制线穿过壳体的密封结构主要形式有导线整体穿出方式、内外接线柱方式等。

图1 燃气表外观
上下壳体完成密封装配后,在性能检定和安装过程中很少出现密封受损或失效现象,使用中其密封性不会再受到外界应力的影响。机芯输出轴与上壳体之间的密封连接结构在完成组装后,无论在性能检定还是安装使用过程中,均不会再受外力影响,仅与管道内介质的工作压力有关,只要在使用中没有长时间处于或超过最大允许工作压力,在燃气表生命周期内基本上都能保持良好的密封状态。内置阀门控制线及其他传感器控制线穿过壳体的密封结构与燃气表上下壳体的密封一样,属静态密封,装配完成后,在燃气表生命周期内基本上能保持良好的密封状态。
对于表接头与上壳体之间的密封连接,在性能检定或安装过程中,表接头需要与检测台的气源管道或用户天然气管道连接,连接过程中表接头的外螺纹需要与管道的内螺纹紧密连接,会给表接头与上壳体连接的部位施加扭矩,造成密封连接部位变形,当该变形超过弹性变形范围时,部分变形不能恢复,给密封连接造成损害,这也是国内外燃气表产品规定扭矩和弯矩限值的主要原因。一般规定家用燃气表表接头可承受的扭矩为110 N·m,弯矩为40 N·m,这主要是针对传统的采用橡胶圈密封的铆接表接头。由于铆接是由表接头与上壳体之间过盈配合实现的,为保证其配合面及端面气密性,设置了O形橡胶密封圈(简称橡胶密封圈)。
上壳体一般在表面处理后进行铆接且过盈量并不大,因此不能承受很大的扭矩,而且橡胶密封圈在承受扭矩后会受到切向力,发生圆周方向的形变。而在燃气表安装等过程中,大扭矩无法完全避免,且燃气表使用多年后,橡胶密封圈所受的持续应力和变形会引发密封圈分子链断裂或降解,橡胶密封圈失去弹性,环境中的氧化作用、热老化(厨房环境温度较高)、机械应力和化学物质的影响也会进一步削弱橡胶密封圈的性能,使其变硬、脆化,并导致表面裂纹和划伤,最终导致橡胶密封圈性能下降、弹性丧失和寿命缩短,严重时会引起燃气泄漏。
3 表接头与上壳体的连接方式
3.1 传统铆接
传统铆接结构见图2。传统铆接工艺是先将金属垫圈(其作用是限制上壳孔铆接后的扩张)从燃气表上壳体内部套在上壳体的翻边孔外壁上,然后将套有橡胶密封圈的表接头轴孔端从上壳体的翻边孔外部压入,再将表接头轴孔端压铆翻边,表接头轴孔端和金属垫圈就分别牢牢地固定在了上壳体翻边孔的内壁和外壁上。由于翻边孔本身很薄,所以能够承受的扭矩不大,还需要表接头轴外壁与翻边孔内壁之间的过盈配合提供紧固力。有的设计采用了连体式垫圈,连体式垫圈指2个表接头所使用的金属垫圈是连接在一起的,这样垫圈与壳体相对固定,起到了加强固定的作用。
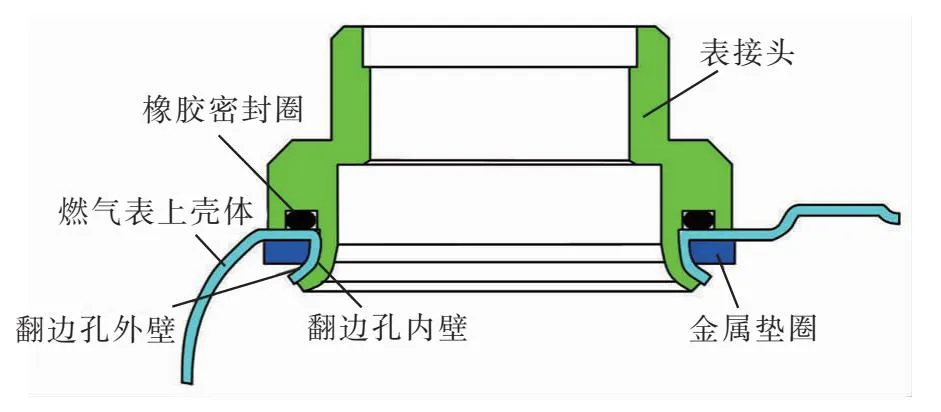
图2 传统铆接结构
生产实践中,橡胶密封圈易受到高速冲压产生损伤导致密封性不良,由于表接头的台阶面与上壳内翻边孔周围外表面的接触面小且存在一定倾斜,导致橡胶密封圈在环形缝隙处的挤压变形不一致,且有可能受到周围油水等液体的浸入,产生溶胀损害密封。表接头轴孔端铆接时扩张度难以控制,导致垫圈产生的抱紧力一致性差,表接头扭矩不稳定而造成合格率不高,且难以检测,在连接时如果用力过大,表接头可能相对垫圈产生转动,或者表接头带动翻边孔外壁和垫圈转动。总体上讲,传统铆接技术应用于表接头和上壳体的连接存在以下缺陷:
① 橡胶密封圈在使用过程中可能受到打滑、损伤等影响,其密封性能容易受损,从而可能导致泄漏问题。
② 传统铆接方式在连接过程中往往无法保证橡胶密封圈与表接头之间的压缩一致性,这可能导致橡胶密封圈在不同部位承受不均匀的应力,从而影响密封性能的稳定。
③ 橡胶密封圈本身易受温度、化学物质等影响,长期使用容易出现老化、硬化现象,从而使其弹性和密封能力下降。
3.2 焊接
焊接是将表接头与上壳体连接处采用高温熔化的焊接材料进行连接,焊接工艺的发展使得表接头与上壳体的连接更为牢固,同时焊接过程中还可以通过调整焊接参数来实现精确装配,大大提高了产品的合格率。此外,焊接方式还可以有效避免传统铆接方式中密封圈受高速冲压损伤导致的密封性不良问题,确保燃气表在使用过程中的稳定性和可靠性。但焊接过程中可能出现焊接不均匀、焊线过薄的问题,对技术、工艺的要求较高,需在焊接过程中引入自动化和智能化技术,如智能焊接机器人和焊接质量在线检测系统等,以提高焊接工艺的标准化和一致性,一般技术实力较强的企业才会选择焊接。表接头与上壳体焊接连接特点如下:
① 密封性好。采用焊接连接后,上壳体和表接头能够熔为一体,可以承受大扭矩。
② 强度和硬度高。提高了燃气表的耐用性和安全性,焊接接头强度可以接近母材强度,承载能力高。
③ 可通过控制焊接电流、焊线位置、焊接时间等参数实现焊接质量的精细化控制,有效保障焊接强度和密封性。
4 表接头焊接结构
表接头与上壳体的焊接需要在细微之处下功夫,我公司的燃气表表接头焊接结构已获得专利[1]。表接头不仅要与上壳体紧密结合,更要确保表接头能够与垫圈完美熔合,达到最佳的密封效果。
表接头结构见图3。第一凸环与表接头本体是通过对坯料进行车削加工而成的,这样的设计能够有效保障表接头本体的尺寸精度以及形状一致性。

图3 表接头结构
垫圈结构见图4。垫圈由金属制成,存在第二凸环,通过专用模具冲压成型,垫圈的作用是提高表接头与垫圈之间的抗扭矩、抗弯矩强度,提升稳定性。这种结构一是方便焊接,二是能够有效提升垫圈的机械强度,从而提高燃气表的安全性能。垫圈的使用寿命较长,即使在恶劣的使用环境下,也能保持正常工作状态。

图4 垫圈结构
燃气表上壳体、表接头、垫圈焊接前的结构见图5。上壳体处于表接头本体的第一凸环和垫圈的第二凸环之间。完成焊接后,三者熔为一体,确保了表接头牢固地固定在上壳体上,并且在长时间使用后仍然保持良好的密封性能,有效避免了漏气问题。
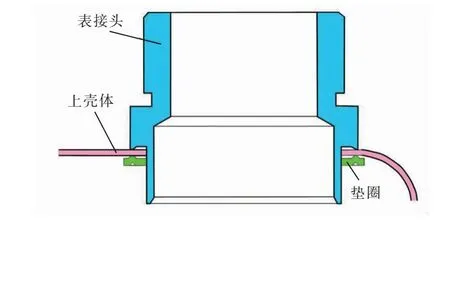
图5 上壳体、表接头、垫圈焊接前的结构
5 表接头焊接装置、流程、效果
5.1 表接头焊接装置
燃气表表接头焊接装置(已获得专利)[2]属于中频逆变电阻焊接设备,装置结构见图6。结构包括工作台、焊接台、气动装置、2个下电极杆、2个下电极头、下压台(图中未给出)、上电极杆、上电极头。工作台上设有滑轨,焊接台固定于滑轨上通过气动装置左右滑动,焊接台上垂直固定2个下电极杆,下电极杆上固定有下电极头。下压台位于焊接台上方且下表面垂直固定上电极杆,上电极杆头部固定上电极头,上电极头位置对应下电极头。
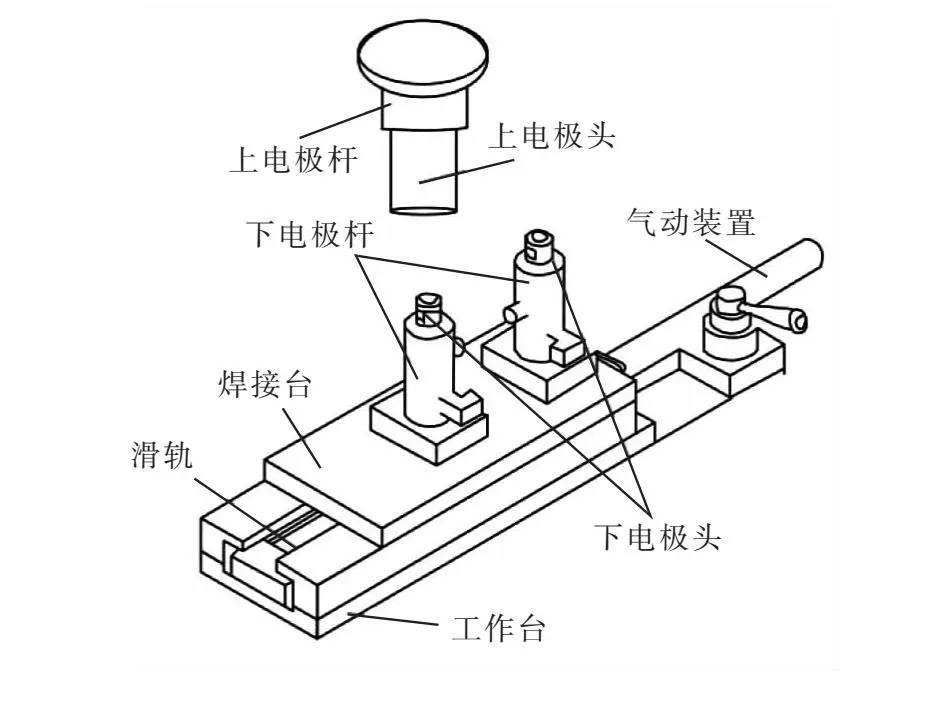
图6 燃气表表接头焊接装置结构
5.2 表接头焊接流程
① 准备工作
将两个垫圈分别固定在两个下电极头上,然后取燃气表上壳体,调整上壳体上进气口和出气口的位置,使得进气口和出气口分别正对着两个下电极头,将上壳体也固定在下电极头上。此外,准备工作还包括对表接头、垫圈、上壳体进行清洁和检查以及进行焊接台安全检查和评估等。
② 安装表接头
将表接头放置在上壳体的进气口和出气口内,并调整其位置,使得表接头上的第一凸环与垫圈上的第二凸环对准。
③ 上电极头位置调整
调整上电极头的位置,使其对准其中一个下电极头,以保证上电极头能够准确接触到燃气表表接头的焊接区域。
④ 焊接
电流通过上电极(包含上电极杆、上电极头)、表接头、上壳体、垫圈流到下电极(包含下电极杆、下电极头),形成回路。由于表接头、垫圈与上壳体的接触面积小,电阻大,产生高温高热,再通过上电极向下的压力将这3个部件牢固地焊接在一起。完成一个表接头焊接后,下压台上升,气动装置控制焊接台移动至下一个表接头,重复焊接过程。焊接过程中要注意保持适当的焊接温度和压力,以保证焊接质量。
⑤ 焊接完成后的检查
燃气表两个表接头均完成焊接后,还需对焊接区域进行检查和处理,以确保焊接工作的完成度和可靠性。
5.3 焊接效果
根据金属材料的属性、材料厚度以及接触面积等因素,在焊接过程中对电流、焊接位置以及焊接时间进行精确控制,成功克服了薄壁金属(上壳体材料)焊接易出现穿孔的技术难题。表接头、上壳体及垫圈熔为一体,降低了由于安装不当或意外受力导致燃气表接头泄漏的风险,进而保证了燃气表的密封性能。
采用该焊接技术,实现了焊接处可承受的扭矩达250 N·m以上,远高于国家标准GB/T 6968—2019《膜式燃气表》和欧洲标准EN 1359:2017《膜式燃气表》规定的扭矩限值110 N·m。实验表明,采用焊接连接的燃气表,当扭矩达到250 N·m时不会发生变形和密封性能降低的情况,扭矩达到320 N·m时也只会发生轻微变形,密封性能仍然完好。
6 结束语
采用焊接技术使燃气表的整体密封性能得到提升,大幅降低了燃气泄漏的可能性,焊缝结构致密稳定,具备显著的安全性和可靠性。