切丝质量故障及诊断方法的研究分析
2024-01-08姜鹏
姜 鹏
(江苏中烟工业有限责任公司淮阴卷烟厂,江苏淮安 223002)
0 引言
切丝机是烟草生产的重要设备,切丝工序对烟草生产的质量影响较大,只有保证切丝质量,才能确保烟草产品的质量。切丝的过程就是对叶片的加工过程,切丝机的工艺任务就是将烟片切割成符合特定要求的叶丝,并且要保证具有较高的纯净度和较好的耐加工性,叶丝颜色不能过深,也不能出现严重的粘连现象。切丝机主要由进料机构和切丝刀头两部分组成,引起切丝质量问题的主要有切丝机、加工工序等因素,通过分析切丝质量故障成因,提出切丝质量故障的诊断方法,以保证切丝质量。
1 切丝设备
切丝机是卷烟制丝的重要生产设备,主要是将处理后的烟片切割成要求宽度的叶丝。从刀片的装置、运动方式来看,可以将切丝机分为3 种类型:①直切式:直切式切丝机仅有一把刀片,切割方式通常为上下往复,物料断续输出;②旋转式:旋转式切丝机刀片在旋转刀盘上,呈现为扇形,刀盘的旋转轴线与物料输送的方向保持平行,刀片刃口的旋转轨迹呈现为一个平面,与刃口直线保持平行,在旋转刀盘的带动下,刀片连续切割物料;③滚刀式:滚刀式切丝机刀片安装在刀辊圆柱面上,刀辊的旋转轴线与物料输送方向保持垂直,刀片的刃口旋转成为圆柱面,在旋转刀辊的带动下,刀片连续切割物料[1]。从刀片的安装方式和刀辊轴线方向,又可以将滚刀式切丝机分为3 种,即直刃倾斜、直刃水平、曲刃水平滚刀式。
切丝机主要有刀辊、刀门、电控、喂料、送料、传动等装置。切丝机运行时,喂料可以分为水平、垂直两种方式,将物料送至送料系统中,压紧并送至刀门,经旋转刀片切割成为叶丝(图1~图2)。

图1 滚刀式切丝机垂直喂料结构示意
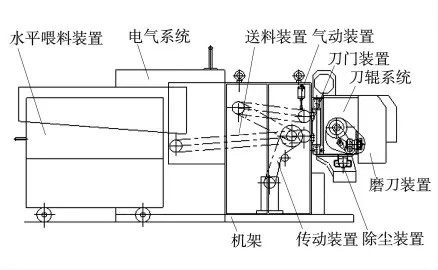
图2 滚刀式切丝机水平喂料结构示意
2 切丝质量故障分析
2.1 切丝跑片
切丝跑片指的是切丝之后出现一些宽度超过规定要求的烟丝或者跑片,这对于卷制的质量影响比较大,并且也会影响燃吸的质量。在切丝机出口振动输送机上可以看出切丝跑片,但也有部分情况并不是跑片,由于在烟饼中烟叶分布呈现不规则,部分烟叶皱成一团,切后展开较大属于正常现象。出现切丝跑片的原因比较多,主要分为以下7 种:①刀片与各刀门的间隙过大。当下刀门间隙较大时,刀片在切割烟饼时,烟饼会出现在下刀门外面,没有刀门的夹持,就容易从刀片、刀门的间隙掉下去,未被切成丝状,从而形成跑片。如果侧刀门的间隙比较大,在刀片切割挤压下,烟饼会慢慢从刀片、侧刀门之间挤出来,也未被切成丝,从而形成跑片;②刀门磨损。刀门磨之后会增加刀门的间隙,从而导致跑片。刀门刃口磨损之会变得较为钝化,变成圆弧状,降低刀门的夹持作用,从而造成跑片;③刀片崩刃。在切丝期间,若遇到一些小的硬物,会使得刀片崩刃,崩口处失去刀刃而无法切丝,在切割中会将烟料拉扯下来,导致跑片;④刀门压力不稳定。由于上刀门的压力不够,降低了铜排链和上刀门的压缩力度,无法保证烟饼的结实程度,并且减小对于烟饼的夹持力,从而形成跑片;⑤刀片不锋利。由于刀片刃口的锋利度不够,在切丝中无法完全切断烟料,直接将其拉扯出来,导致跑片;⑥物料水分偏低。烟料的水分较少,比较干,在压缩之后比较容易发生膨胀,增加刀门夹持难度,烟叶的韧性也会增加,很难完成切割,导致跑片;⑦进料偏向一侧。在进料期间,料仓的烟料分布不均匀,偏向其中一侧,导致两侧烟料不一样多,或者出现两边少、中间多的情况,在压缩烟料时,料高的一侧顶住排链,料低的一侧压实度不够,影响烟饼的结实度。在刀门处,对于松散一侧没有较强的加持力,切丝期间可能会直接成片扯出来,形成跑片。
2.2 切丝宽度不均匀
烟草切丝过程中,在刀辊的带动下,临近的两把刀片会匀速输出刀门,对烟饼进行切割,以切出相同宽度的叶丝。这个过程与刀片的转速有一定的关系,若刀片匀速转动,切口会保持齐平,但刀片转速不均匀,就会影响切丝宽度,生产的烟支较硬[2]。切丝宽度的允许误差为±0.1 mm,但由于设备的因素,可能使得切丝宽度超出误差允许范围。导致切丝宽度不均匀主要与以下因素有关:①单把或若干把刀片不进给。切丝刀片的进给量不一致,可能是单把或者多把刀片不进给;②物料在铜排链上打滑。由于铜排链比较脏,烟垢较多,在铜排链送料时,减小与烟饼的摩擦力,烟饼推向刀门的速度不稳定,时快时慢,切削到的烟饼有时多时少,导致宽度不一;③铜排链运行不稳定。铜排链出现磨损,导致其运动速度不稳定,并且影响烟饼的推进速度,最终影响切丝的宽度;④垂直喂料装置推板摆幅过大。推料板向前推动的时候,对烟料有推动作用,向后拉开时没有推进,在这两个过程中,烟料的前进速度不一,垂直喂料装置中推板摆幅过大、频率较低时,作用会更加明显;⑤单侧送料。布料板没有调整好,导致料仓中烟料分布一侧多一侧少,料少的一侧压实度不够,烟料较为松散,烟饼两侧的前进速度不一样,造成同一刀切下的烟丝宽度不同。
2.3 切丝粘连
切丝过程中,由于受到多种因素的影响,导致出现粘连现象,切丝后烟丝不松散而粘在一起,不利于后续加工,若不及时解决,会导致烟丝成团,烘烤时无法保证其内部水分均匀分布,最终影响烟草的生产质量。切丝粘连主要与以下因素有关:①刀门压力过大。当刀门压力较大,挤出烟叶中的水分、烟油,在烟饼压缩之后出现粘连,经过切割,依旧很难保证烟丝松散;②物料水分过大。当物料水分比较大的时候,压缩烟叶后容易出现较为严重的粘连,切丝后很难将烟丝分散;③刀片刃口不锋利。如果刀片刃口过于钝化,切丝时容易对烟饼形成压力,使得烟饼出现粘结,导致切丝粘连;④下刀门磨损。下刀门磨损情况下,刀门刃口成为圆弧状,刀片切过时容易造成挤压现象,使得烟丝粘结难以分散。
2.4 切丝过细
切丝过程中出现切丝过细主要与以下因素有关:①物料在铜排链上打滑。铜排链打滑是引起切丝过细的原因之一,由于铜排链比较脏,在送料期间,与烟饼的摩擦力变小,烟饼向刀门推进速度时快时慢,烟叶加料之后吸收不均匀,导致烟叶的水分不均匀,造成铜排链打滑,切出的叶丝比较细;②上刀门压力过大。刀门压力过大,刀门处烟饼推进的阻力比较大,导致铜排链送料难度增加,容易出现送料打滑,排链速度、刀辊转速配比没有发生变化,但实际烟饼推出刀门的速度与排链的速度相比较小,最终导致切丝过细[3]。
3 切丝质量故障的诊断排除
3.1 跑片故障诊断排除
从切丝现状来看,跑片质量故障的出现主要与物料水分过低有关,以至于在进料期间无法保证进料的均匀性,并且设备的零件故障,对于切丝质量也有较大的影响,容易形成跑片。在物料上,可以在切丝之前,调整加料工序相关参数,以保证烟丝温度,进而避免跑片的出现。在设备方面,需要在切丝前仔细检查,合理调整刀片和各个刀门之间的间隙,特别是要调整下刀门的间隙,保证满足工艺的要求[4]。对于砂轮的进给结构,应全面进行检查,发现故障零件应及时更换;刀片的进给线路也要仔细检查,及时更换损坏的零件。若布料板出现故障,应第一时间进行调整,确保喂料工序正常进行,确保料仓中的烟料均匀分布;对于推料板的位置、摆幅,应做好相应的调整工作,可以适当加大摆动的频率。对于崩刃的刀片,一旦发现刀上出现缺口,就要及时更换新的刀片;对于磨损严重且已经影响切丝质量的刀门,应及时更换新的刀门;对于上刀门的压力,应适当增加[5]。
3.2 切丝宽度不均匀质量故障诊断排除
切丝宽度不均匀主要和铜排链打滑、刀片进给故障等多种因素有关,为了排除这一故障,需要了解造成切丝宽度不均匀的成因,及时采取有效措施排除故障。对于铜排链打滑问题,应及时将上面的烟垢清理干净,并检查铜排链是否跑偏;全面检查排链传动链轮链条,发现有磨损的零件及时更换;对于刀片进给故障,应及时检查是否有个别刀片不进给的情况,方法是检查刀刃磨削面有没有烟垢,若藏有较多烟垢,导致没有亮面,就说明这把刀不进给,通过手摇进刀扳手,确定该刀的进刀情况;对于进刀偏斜问题,做好检查工作,判断是否进刀偏斜,然后将压力板打开检查,差看是否有单边进刀螺杆磨损的情况,或半螺母磨损的情况,一旦有这种情况就应及时更换新的零件,若两个半螺母不在同一高度,就需要进行调整,保证高度持平;对于推料板摆动幅度,应及时调整,适当减小摆幅,并加大摆动的频率;对于布料板,按照规定要求进行调整,保证物料在料仓中均匀分布[6]。
对于推料板的摆动幅度、角度问题,应依据不同的烟料特性,经过多次调整之后再确定摆动幅度、角度的大小。若物料比较松散,可以将推料板的摆动幅度调大一些,将摆动角度调小一些;若物料结实度较高,则将推料板摆动幅度调小一些,将摆动角度调大一些(图3)。摆动幅度的具体调整方法为:将手柄松开,抬起拉杆脱开传动;将齿轮防护罩拆下来,将螺丝全部松开,推动偏心轮滑槽中的偏心调节块,当其移动至齿轮的中心后,摆动幅度则减小,当移动到齿轮的边缘,摆幅增加,调整之后将螺丝全部拧紧,并重新装上防护罩。摆动角度的调整方法为:将螺帽松开,转动拉杆并调节其长度,以改变摆动角度;将螺丝松开,然后推动推料板到特定位置,也能调整摆动角度;将手柄松开,抬起拉杆脱开传动,然后将颗螺丝钉松开,移动推料板及摆动轴,更改位置以及摆动角度。
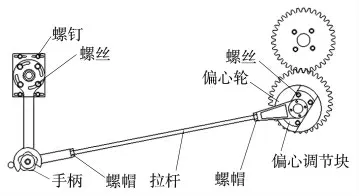
图3 推料板传动示意
3.3 切丝粘连故障诊断排除
切丝粘连主要是由于送料中水分大、下刀门磨损等因素造成的,对此,在切丝之前应合理调整设置,降低物料水分,保证烟料中的水分达到规定要求。调节上刀门压力,确保压力适中。对于出现严重磨损的下刀门应及时更换,避免影响切丝。喂料装置应在切丝之前进行调节,以保证送料期间烟叶均匀分布在料仓中。做好刀片进给检查工作,观察砂轮磨刀是否正常,检查期间一旦发现有损坏的零件,应及时更换新,以保证刀片刀刃的锋利度,避免粘接现象的出现[7]。
3.4 切丝过细故障诊断排除
切丝过细主要是因为上刀门压力大和物料在铜排链上打滑造成的,导致切割后的烟丝宽度不符合设定值。对于该质量故障现象,应减小刀门的压力,并及时清理铜排链的表层烟垢,保证其表面的清洁度及加料加湿的均匀性。
4 结束语
切丝品质在烟草生产中起着重要作用,影响切丝质量的因素较多,常见的切丝质量故障主要有切丝宽度不一致、跑片、切丝过细、切丝粘连等。为了保证切丝质量,针对不同的质量故障提出相应的措施,有效排除故障,提升切丝质量,进而保障烟草产品质量。
