精梳锡林前区齿距对纺纱质量的影响
2023-11-16薛庆
薛 庆
[金轮针布(江苏)有限公司,江苏南通,226143]
精梳机用整体锡林是精梳机的核心梳理部件,其功能是通过梳理纤维丛,排除纤维丛中的棉结、杂质和短绒,提升纤维的平行度、伸直度和分离度。随着对精梳机高速高产及精梳梳理质量要求的不断提高,在整体锡林梳理面增大的同时,针齿的密度也在不断提高,以提升整体锡林的梳理度及梳理效果。目前精梳机整体锡林共有4 个或5 个梳理区,位于前面的第1、第2 梳理区的主要作用是穿刺纤维层,并对纤维层进行穿刺和梳理,同时排除纤维层中的棉结、杂质和短绒,为后区梳理做准备;中部和后部梳理区的主要作用是排除纤维丛中的细小棉结、杂质和短绒,并进一步提升精梳棉网的清晰度以及纤维的平行度、伸直度和分离度。因此,整体锡林前排齿距既要考虑穿刺梳理,又要考虑齿形设计与密度配置[1-7]。
为了探讨整体锡林前部第1、第2 梳理区针齿的轴向齿距对精梳梳理效果的影响,我们在锡林速度为380 钳次/min 时,采用90°、5 个梳理区的整体锡林,并分别改变第1、第2 梳理区锡林针齿的轴向齿距进行纺纱试验,并对其精梳及纺纱质量进行对比与分析。
1 试验方案
本次试验采用新疆细绒棉,精梳小卷定量64.73 g/m,总棉结54 粒/g,纤维棉结46 粒/g,16.5 mm 重量短绒率13.7%,16.5 mm 根数短绒率30.4%,上四分位长度31.2 mm,杂质14 粒/g。精梳工序主要工艺参数:锡林定位37,落棉隔距10 mm,给棉方式采用前进给棉,给棉长度5.2 mm,搭接刻度0,总牵伸15.20 倍,后区牵伸1.65 倍,锡林速度380 钳次/min,顶梳针齿密度26 齿/cm。
精梳锡林梳理弧面采用90°、5 个梳理区,如图1 所示。具体针齿配置方案如表1 所示。
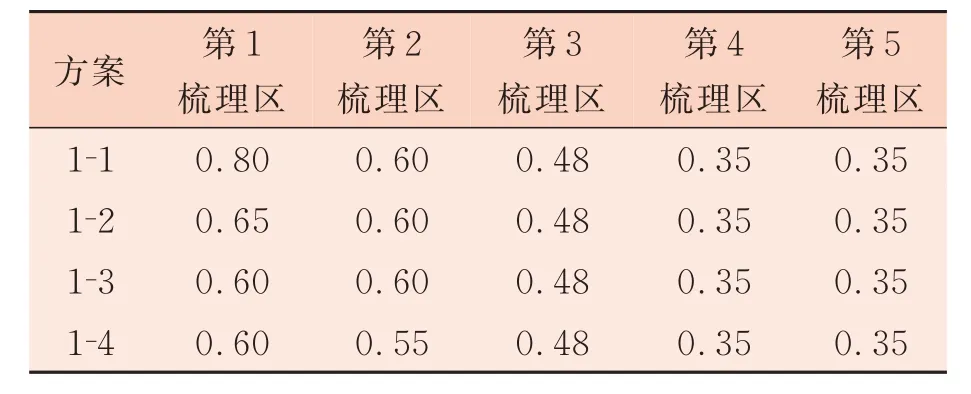
表1 锡林各梳理区轴向齿距 单位:mm
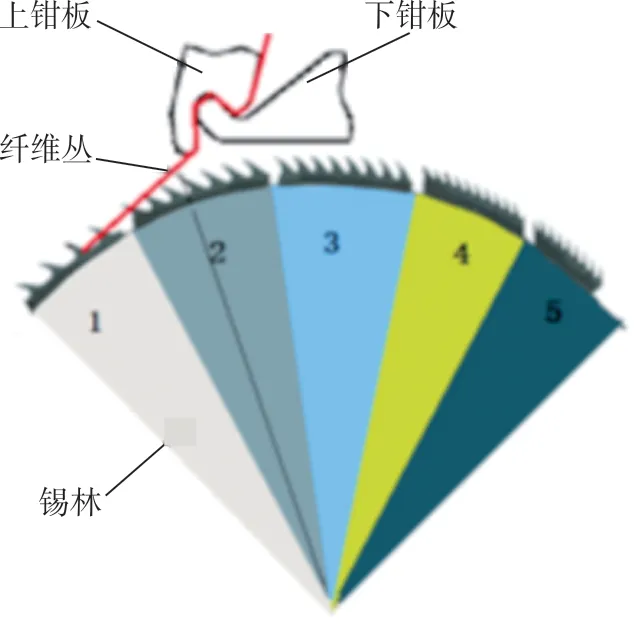
图1 精梳锡林结构
试验1:在针齿周向齿距不变条件下,改变第1 梳理区的轴向齿距,进行精梳及纺纱质量的测试。第1 梳理区轴向齿距分别设置为0.80 mm、0.65 mm、0.60 mm,而第2、3、4、5 排的轴向齿距度保持不变(表1 中的方案1-1、方案1-2、方案1-3)。试验2:在锡林针齿周向齿距不变的情况下,改变第2 梳理区的轴向齿距,进行精梳条质量及纺纱质量的测试。第2 梳理区的轴向齿距分别设置为0.60 mm、0.55 mm,而第2、第3、第4、第5排的轴向齿距保持不变(表1 中的方案1-3 和方案1-4)。
2 试验结果与分析
2.1 精梳质量分析
根据表1 的试验方案进行纺纱生产,测试得到精梳落棉率及精梳条的质量指标如表2 所示。

表2 精梳落棉率及精梳质量指标
由表2 可以看出:
(1)减少锡林第1 梳理区针齿的轴向齿距,精梳条棉结总数增加,精梳落棉率有增大的趋势,但精梳条的短绒含量及上四分位长度无明显变化。方案1-3 与方案1-1 相比,精梳条的总棉结数增加24%。
(2)当锡林第2 梳理区针齿的轴向齿距减小时,精梳条中棉结总数明显减少,精梳条短绒含量、精梳落棉率等指标无明显变化;方案1-4 与方案1-3 相比,精梳条的总棉结数减少19%。
2.2 成纱质量分析
根据表1 的试验方案进行纺纱生产,测试得到成纱质量指标如表3 所示。

表3 成纱质量指标测试结果
由表3 可以看出:
(1)当精梳锡林第1 梳理区针齿的轴向齿距由0.80 mm 减小至0.60 mm 时,成纱的千米细节、粗节及棉结数量明显减少,成纱断裂强力增大,成纱条干有改善的趋势,成纱毛羽H值无明显变化。
(2)方案1-3 与方案1-1 相比,成纱的IPI值(即成纱千米细节、粗节及棉结之和)减少32%。成纱质量改善的原因:当减小锡林第1 梳理区针齿的轴向齿距时,使第1 梳理区的针齿密度加大,即第一个工作周期参与梳理的针齿数量增多,有利于棉层中的纤维束分解,提高精梳条中纤维的分离度和平行度,使后道工序牵伸过程中纤维变速点集中与稳定,从而使成纱的千米细节、粗节、棉结及条干CV值减小,成纱均匀度提高。成纱均匀度的改善,使纱线强力弱环减少,成纱强力提高。
(3)当精梳锡林第2 梳理区针齿的轴向齿距由0.60 mm 减小为0.55 mm 时,成纱的千米细节、粗节及棉结数量明显增大,成纱断裂强力及成纱毛羽减小,成纱条干CV值增大;方案1-4 与方案1-3 相比,成纱的IPI值增大49%。
对表2 和表3 的纺纱质量指标综合分析,方案1-3 为最优。
2.3 精梳条棉结及成纱棉结分析
由表2 和表3 中的测试结果表明:精梳条中的棉结数量随着第1 梳理区轴向齿距的减小有增大趋势,而成纱中的棉结数量随着第1 梳理区轴向齿距的减小显著减小,它们之间没有明显的相关关系,主要原因有以下两个方面。
第一,棉结的测试方法及棉结定义不同:精梳条中的棉结是采用USTER AFIS PRO 2 型单纤维测试仪测试的,其棉结定义为两根以上相互纠缠在一起的纤维结,可分为纤维棉结及籽屑棉结两类;而成纱棉结是采用USTER ME 型条干均匀度测试仪测试的,其棉结的定义为直径大于成纱直径2 倍的棉结、极短的粗节、棉籽壳及杂质等。
第二,成纱过程纤维对棉结的包覆作用:精梳条中的大部分细小棉结在加捻卷绕过程中会被包覆于纱体内而不被显露;所纺的纱号越粗,纱体包覆的棉结越多;因此只有附于纱体外面的精梳条棉结才能最终成为成纱棉结。
3 结论
当精梳锡林第1梳理区的轴向齿距由0.80 mm向0.60 mm 减小时,即增大第1 梳理区轴向齿密,精梳条棉结数量有增加趋势;成纱的IPI值显著减小,成纱断裂强力提高,成纱条干CV值减小。当精梳锡林第2 梳理区的轴向齿距由0.60 mm 减为0.55 mm 时,增大第2 梳理区轴向齿密,精梳条棉结数量减少;第1、第2 梳理区轴向齿距的改变对精梳条短绒含量、纤维上四分位长度及精梳落棉率无显著影响;成纱的IPI值显著增加,成纱断裂强力降低,成纱条干CV值增大。因此,适当减小锡林第1 梳理区轴向齿距,有利于提高成纱质量。