同轴变速三螺杆挤出机的三维流场分析
2023-11-07刘宏鑫王丽艳郭树国
刘宏鑫,王丽艳,郭树国
(沈阳化工大学 机械与动力工程学院,沈阳 110142)
0 引言
螺杆挤出机是食品工业中重要的挤出设备,具有运输、混炼、加热和膨化等功能,被广泛应用于谷物加工、饲料生产和医药产品等领域[1-2]。
三角形排列的三螺杆挤出机有3个啮合区,具有挤出物料多、啮合区数量多和挤压面积大等优点[3]。朱向哲等[4]与庞军舰等[5]对传统三螺杆挤出机进行研究与试验,验证了三螺杆挤出机比单、双螺杆挤出机具有更好的输送和剪切能力。但传统三螺杆挤出机仍然存在物料混合能力差的缺陷。
本文设计一种新型三螺杆挤出机,在传统三螺杆中加入行星轮元件,实现螺杆同轴不同速的特点,延长物料停留时间,打破螺杆固有的剪切模式,解决螺杆混合能力差的问题。以流体力学为依据,使用ANSYS软件进行有限元分析[6],并与传统三螺杆挤出机进行对比,分析其压力场、速度场等参数,为三螺杆挤出机的优化提供重要依据。
1 模型与参数
1.1 SolidWorks模型与ANSYS流道模型
图1为同轴变速三螺杆的三维模型,螺杆为右旋螺纹螺杆,同向啮合。螺杆由变速段和输送段组成,总长为450 mm,一段为普通输送段,长225 mm;二段为变速输送段,长90 mm;三段为普通输送段,长135 mm。螺杆外径为80 mm,螺杆内径为60 mm,螺距为45 mm。
图2为变速段螺杆中行星轮元件的三维模型,其中心主动齿轮齿数为20,传动小齿轮齿数为10,从动齿轮套齿数为40,模数都为1。

图2 行星轮元件SolidWorks模型Fig.2 Planetary wheel element SolidWorks model
使用Mesh模块,采用四面体单元进行网格划分,网格节点数194 456,元素数854 219。
1.2 基础状态假设
选择豆粕作为试验物料。豆粕是幂律流体中的膨胀流体,视为不可压缩的理想流体。豆粕充满流道并对螺杆挤出机的流道作出以下假设:流道为稳态、等温流场,流道内的豆粕与机筒内壁、螺杆表面无滑移。豆粕参数:密度2 112 kg/m3,黏度1 930 Pa·s,恒定温度80 °C[7]。
1.3 数学模型
根据螺杆的实际工作条件,在使用ANSYS有限元分析时,对螺杆做出如下定义:
(1)三螺杆普通输送段的转速n=120 r/min;
(2)三螺杆变速输送段的转速n=60 r/min;
(4)进口速度u=0.05 m/s;
(5)出口压力Ρ=1 MPa;
(6)螺杆表面与机筒内壁无滑移[8]。
对大国的不信任和防范是吴努政府的另一个基本心理,这是缅甸中立不结盟外交取向形成的重要原因。对于大国,吴努直言:他们都是为了自己的利益而不是其他人利益而行事的,所以不要让缅甸成为他们的傀儡,也绝不能完全相信他们,把缅甸的命运交到他们手里。[86]1957年,缅甸副总理吴巴瑞、吴觉迎在北京与毛泽东的会谈中,解释说缅甸害怕大国“是十分自然的,因为从历史上看大国总是欺侮小国。缅甸处在大国之间”。[87]
忽略流体的体积力,连续性方程可简化[9]:
运动方程:
幂律流体本构方程:
式中 νx,νy,νz——x,y,z方向上的速度分量,m/s;
Ρ——静压力,Pa;
τij——直角坐标系下剪切应力矢量;
μ——物料黏度,Pa·s;
γ——剪切速率,s-1;
n——幂律指数。
联立式(1)~(5)方程后可以得到流道的速度场以及压力场分布情况。
2 仿真结果与分析
2.1 压力场
三螺杆挤出机的宏观压力场如图3所示。

图3 三螺杆挤出机的宏观压力场Fig.3 Macroscopic pressure field of three-screw extruder
压力场可以反映螺杆的建压能力,压力差越大,螺杆建压能力越强,运输能力越好[10]。在传统三螺杆中,压力从进料口到出料口逐渐递增;在压力分界面处,过渡平缓无波动。而在新型同轴变速三螺杆中,压力出现先下降再上升的现象。在三螺杆变速段中,由于加入行星轮,导致变速段螺杆的转速减半,物料进入变速段螺杆后,转速减小,压力也随之减小。当物料进入普通段螺杆后,转速变大,压力也随之变大。压力在螺杆建压过程中出现不规律变化,导致新型三螺杆压力差高于传统三螺杆,提高了螺杆的运输能力。在压力分界面处出现表示物料回流的波浪形状的线条,是因为带行星轮的变速段螺杆反向旋转,起到反向螺纹的作用,使物料回流。故螺杆具有更好的剪切、混合和运输性能。
2.2 速度场
2.2.1 宏观速度场
图4为传统三螺杆与同轴变速三螺杆的速度矢量图。在传统三螺杆中,物料从进料口运动到出料口的过程中,运输速度变化缓慢,螺杆的剪切模式不变,故物料无法被反复剪切和混合。
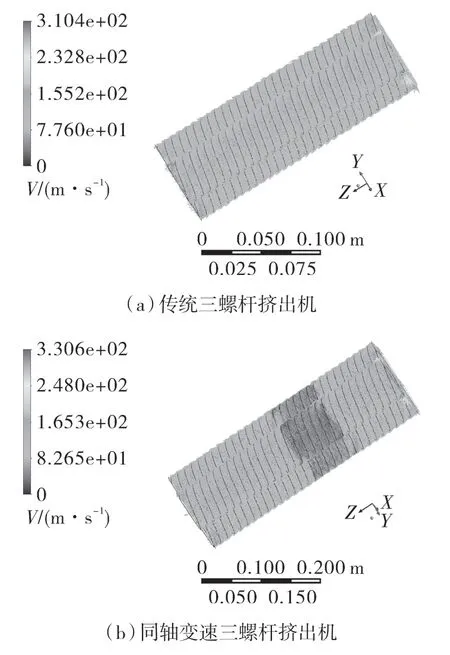
图4 三螺杆挤出机的速度矢量图Fig.4 Velocity vector diagram of three-screw extruder
在同轴变速三螺杆中,物料的运输速度有明显的下降区域。物料被运输到变速段时,由于变速段螺杆的转速是运输段的一半且反向旋转,导致物料减速并且出现回流现象。在这2种因素的作用下,物料在螺杆运输的时间延长,混合更均匀。
2.2.2 轴向速度场
使用ANSYS分析同轴变速三螺杆时,沿流道轴向方向加入一条速度监测线,得到如图5所示的速度变化图。可以发现,物料在输送过程中,有一段速度突然减小,该区域为三螺杆的变速段。在行星轮的作用下,变速段螺杆的运输速度减半,增加物料的运输时间,提高三螺杆挤出机的剪切与混合性能。

图5 速度变化图Fig.5 Speed velocity diagram
2.3 速度流线图对比
图6为传统三螺杆与同轴变速三螺杆流道的速度流线图,可以反映物料的运动情况。
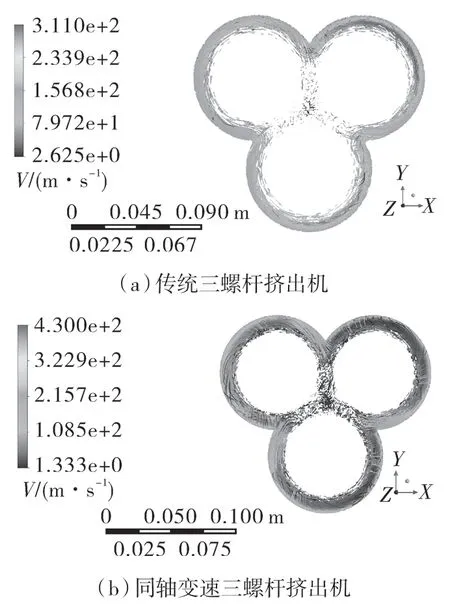
图6 三螺杆挤出机的速度流线图Fig.6 Velocity flow diagram of three-screw extruder
在传统三螺杆中,每层流线之间横向滑移,混杂现象不明显,故物料混合性一般。而在同轴变速三螺杆中,由于变速段螺杆反向旋转,导致物料回流,使流线相互交错,杂乱无序。流线在螺杆啮合区域相互交错,证明物料在三螺杆啮合区域有交换的过程,可以相互混合,表明同轴变速三螺杆可以提高物料的混合能力。
3 试验验证
为了验证同轴变速三螺杆的有效性以及有限元分析的准确性,选择SYSLG30-IV型三螺杆挤出膨化机作为试验设备,选择豆粕作为试验物料进行试验研究。现场挤出试验如图7所示。

图7 现场挤出试验图Fig.7 Field extrusion experiment diagram
在试验时,为避免其他因素对试验结果产生影响,将挤出机的相关参数设为定值:加热区设置为恒温80 ℃,进料速度为5 kg/h。试验中用秒表分别记录螺杆在转速为80,100,120,140,160 r/min时,物料从进料口到出料口的时间,并与相同转速下的传统三螺杆挤出机进行比较,通过比较物料的运输时间反应物料的停留时间,所得结果如表1所示。在相同转速下,同轴变速三螺杆挤出机的物料运输时间长,表明同轴变速三螺杆可以延长物料的运输时间,等同于延长物料的混合时间,提高三螺杆挤出机的物料混合性能。随着螺杆转速的增加,螺杆运输物料的速度也增加。并且在不同转速情况下,同轴变速三螺杆的物料停留时间都要长于传统三螺杆。
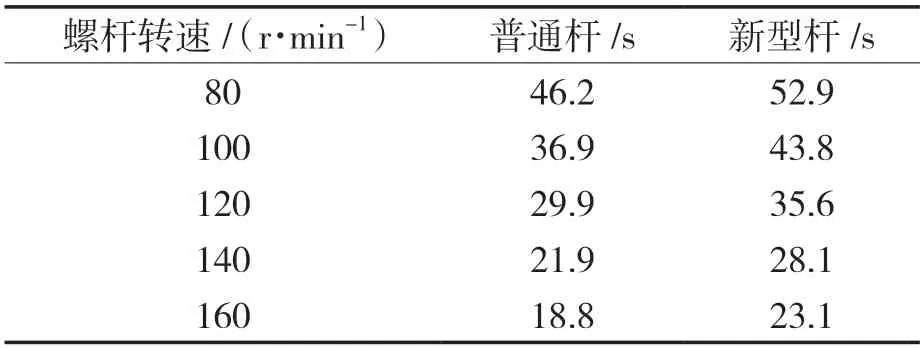
表1 不同转速下2种三螺杆的挤出时间Tab.1 Extrusion time of two kinds of three-screw extruders at different rotating speeds
4 结语
使用ANSYS软件对同轴变速三螺杆进行有限元分析,以及试验验证同轴变速三螺杆的物料停留时间,并与传统三螺杆进行比较。对比分析可知:在三螺杆中加入行星轮元件组合成变速输送段螺杆,可以降低螺杆的转速从而延长物料的运输时间;还可以使物料回流,打破物料固有的层流运动,实现湍流运动,增强螺杆的剪切、混合和运输能力。证明在螺杆中加入行星轮元件可以解决螺杆物料混合性能差的问题。本文没有给出同轴变速三螺杆的最佳参数,需进一步研究从而找到最佳的工艺参数。
