TC4钛合金与316L不锈钢感应钎焊接头的组织与性能
2023-10-29王宗科张贵锋张誉
王宗科,张贵锋,张誉
(西安交通大学金属材料强度国家重点实验室,710049,西安)
钛和钛合金是20世纪50年代发展起来的轻质高强耐蚀金属,已被广泛应用于航空航天、核工业以及能源化工等领域[1-2],但由于加工难度高、价格昂贵且焊接性能差,限制了其在民用等领域的扩大普及[3]。不锈钢强度高、易于加工、价格便宜且焊接性能好,但耐腐蚀性能却不及钛合金[4]。因此,将不锈钢与钛合金焊接起来使用,可克服钛合金难加工、成本高的缺点,实现结构轻量化与长效防腐[5]。然而,两者熔焊极易开裂,一是Fe在Ti中的溶解度极小,易形成Fe-Ti金属间化合物(FeTi、Fe2Ti、FeTi2),二是焊接接头残余热应力较大,三是在焊接快冷条件下易生成较硬的针状αTi和锯齿状αTi[6],进一步加剧了热应力的危害。
钎焊[7]与搅拌摩擦钎焊[8-9]均可用于异种金属的大面积搭接焊。目前有关钛合金与不锈钢钎焊的报道中,所用钎料以Ag基居多,其次是Ti基,而钎焊方法多为真空钎焊[10-11]。Yang等[12]用Ag70.5Cu27.5Ti2钎料钎焊TC4钛合金与316L不锈钢,获得了高达190 MPa的抗剪强度。其研究结果表明:在较低温度下钎焊,接头内主要为塑性较好的Ag基固溶体,温度升高会加剧Cu向TC4基体中扩散,则Ag基固溶体将逐渐被Ti-Cu金属间化合物取代,导致接头硬度陡增而强度降低。为了缓解硬脆金属间化合物对接头强度的负面影响,Lee等[13]预先在纯Ti表面镀Ag,用Ag-28Cu钎料钎焊STS不锈钢与镀银纯Ti,发现Ag镀层阻止了Ti的溶解和扩散,抑制了接头中Ti-Cu金属间化合物的形成,且纯Ti侧生成了塑性较好的TiAg相,接头的抗拉强度最高可达440 MPa。由于非晶钎料具有成分均匀、成形性好、熔点低[14-15]的优点,Xia等[16]用Ti37.5Cu37.5Zr12.5V12.5Ni12.5非晶钎料钎焊TC4钛合金与316L不锈钢,得到的抗剪强度最大值为65 MPa,且发现Ti向不锈钢中扩散,形成了由Fe2Ti、τ+α(Fe,Cr)和γ(Fe,Ni)构成的过渡区。同时,断裂分析表明裂纹在Ti-Cu-Fe/Fe2Ti的界面萌生,并向Fe2Ti、τ+α(Fe,Cr)反应层内扩展。为了抑制Fe-Ti类金属间化合物的形成,已有高熵钎料与熔焊用高熵焊丝的报道。朱瑞等[17]用等摩尔分数的Ti-Zr-Hf-Cu-Ni高熵钎料钎焊TC4钛合金316L不锈钢,得到的抗剪强度最高为205 MPa,且研究结果表明,高熵钎料的迟滞扩散效应抑制了钎缝内FeTi层的形成。在钛合金与钢熔焊用焊材开发方面,徐锦锋等与翟秋亚等报道了多种高熵焊材,如Ti-Fe-Cu-Ni-X(X=Al、V、Cr、Co)[18-19]。此外,为降低热应力,Chu等[20]和罗海龙等[9]分别报道了在Ti/Fe的界面引入Cu-Nb与Cu中间层的研究方法。
钛合金与不锈钢钎焊的关键在于钎料的选择。现阶段,Ag基钎料使用最多,其钎焊温度低(720~950℃),接头内脆性金属间化合物较少,且钎缝中存在大量Ag基固溶体,热应力危害小,接头强度较高,但贵金属Ag(约5 000元/kg)用量多,成本较高。Ti基钎料应用较为广泛,接头内易形成硬脆的Fe-Ti金属间化合物,导致接头强度不高[16],另外Ti基钎料制备困难,常用非晶箔材价格昂贵(高达20 000元/kg)。本文所开发的Cu-Mn-Ni系钎料,不含稀有金属元素与贵金属元素,且对钛合金与不锈钢的润湿性优异。而且,钎焊时通过感应电源加热和低成本氩气保护,无需真空,操作简便,是一种经济且高效的钎焊方案。采用上述方案,本文从润湿性、接头组织与力学性能等方面研究了Cu-Mn-Ni钎料钎焊TC4钛合金与316L不锈钢的可行性,并阐明了其界面反应的特征与机制。
1 试验及方法
试验母材采用市售厚度均为3 mm的TC4钛合金和316L不锈钢,成分如表1所示。钎料采用自研的Cu-Mn-Ni改进型专利钎料箔带(Cu-30Mn-8Ni-Si-B),厚度为30 μm,通过急冷甩带工艺加工而成。

表1 母材的化学成分
为探究使用Cu-Mn-Ni钎料钎焊TC4钛合金与316L不锈钢的可行性,参照标准GB/T 11364—2008,在焊前采用座滴法评价其对母材的润湿性。首先,将TC4钛合金和316L不锈钢母材加工成尺寸为15 mm×15 mm×3 mm的小型板状试样,之后用1 000#砂纸打磨母材试样表面,最后置于无水乙醇中经超声清洗10 min。取0.1 g钎料置于板状母材试样中心位置,采用高频感应电源加热和氩气保护,加热温度和保温时间分别为1 000℃和1 min。通过测量钎料液滴边缘与母材试样的接触角,观察界面组织以评价其对母材的润湿性。
钎焊前将钎料预置于TC4钛合金试块与不锈钢试块之间进行装配,如图1所示。接着,将装配完毕后的试样放入图2所示的钎焊装置中,预先通入流动氩气,待装置内空气排出后开始升温,达到钎焊温度后保温一定时间。试验中,设置钎焊温度T分别为900、930和960℃,保温时间为1 min。

图1 钎焊试样示意图Fig.1 Schematic diagram of brazing sample
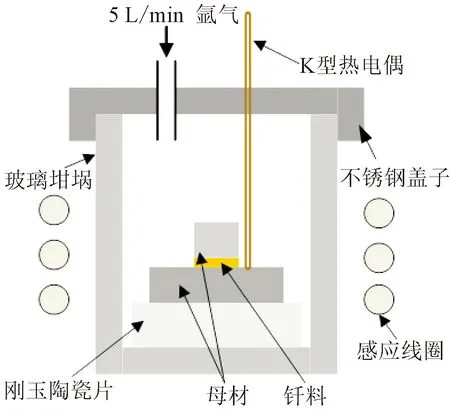
图2 钎焊装置示意图Fig.2 Schematic diagram of brazing device
采用图3所示装置[21]测试接头的室温抗剪强度,加载速率为0.5 mm/min,每个工艺参数下测试3个接头。采用扫描电子显微镜(SEM)和能谱(EDS)观察分析钎料润湿结果、接头组织和元素分布以及断口形貌,使用显微硬度计测试接头的显微硬度,外加载荷为0.98 N,保压15 s,测试点间距为30 μm。
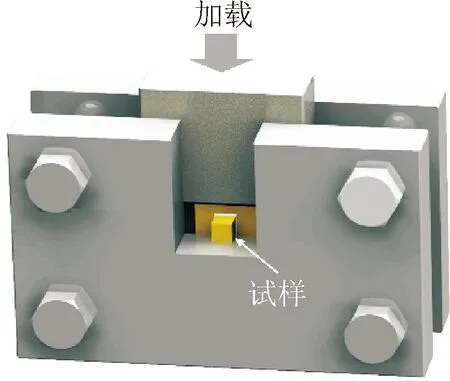
图3 抗剪测试装置示意图[21]Fig.3 Schematic diagram of shear test apparatus[21]
2 结果与讨论
2.1 钎料的润湿性评价
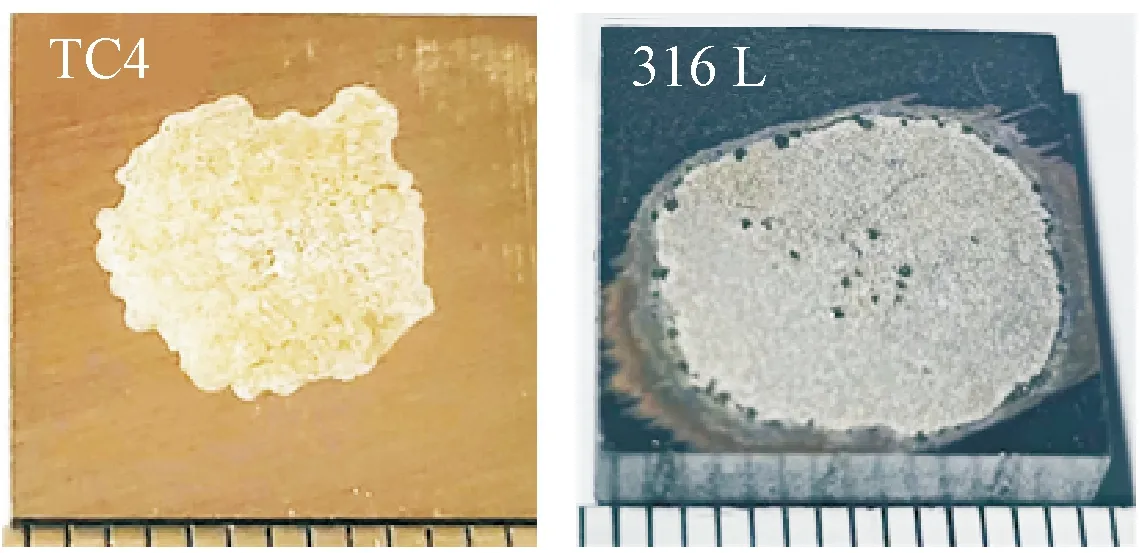
图4给出了座滴法测试Cu-Mn-Ni钎料对TC4钛合金和316L不锈钢的润湿结果。图4(a)为钎料在两种母材表面铺展的俯视图,可以看出钎料液滴呈球冠状铺展在两种母材表面,说明该钎料对两种母材均表现出良好的润湿铺展性。图4(b)和(c)给出了钎料在两种母材表面铺展的横截面图,可以看出钎料与TC4钛合金和316L不锈钢的界面结合致密,测量后得到两侧的接触角分别为8°、12°与7°、6°,均小于文献报道的20°[11],能满足工程一般要求,故使用该钎料钎焊TC4钛合金和316L不锈钢具备可行性。值得注意的是,TC4钛合金发生了显著的溶解反应,深度达0.4 mm,这源于加热温度超过了Ti-Cu的共晶温度。而钎料与316L不锈钢的界面非常平直,说明钎料与不锈钢的反应能力较TC4钛合金稍差。
图4(d)和(e)分别为钎料在TC4钛合金和316L不锈钢界面处的高倍组织形貌,表2为图4中各点的EDS点扫描结果。从图4(d)中可以看出,近TC4钛合金母材侧存在着厚度为5 μm的反应层,EDS点扫A点显示:该层中Ti的摩尔分数达69.7%,Cu的摩尔分数达10.6%,Mn的摩尔分数达7.4%,可判定其为βTi,这是因为Ti在1 000℃时可溶解13%摩尔分数的Cu和25%摩尔分数的Mn[22],当钎料熔化后,Cu、Mn元素通过扩散进入TC4钛合金母材,而Cu、Mn作为βTi稳定元素能够降低βTi→αTi的转变温度(882℃),并保持βTi的稳定性[23],因此反应层确定为βTi。在反应层上方,凝固钎料的内部析出了大量白色块状相和少量灰色粒状相,EDS点扫描显示,块状相(B点)和粒状相(C点)中主要元素都为Ti,而块状相中Cu、Mn、Ni元素的含量更高。显然,TC4钛合金向液态钎料内发生了溶解,导致液相的成分由富Cu基变为富Ti基,而高温下Cu在Ti中的溶解度较高,优先生成βTi,降温过程中Cu在Ti中的溶解度降低,从而析出了Ti2Cu,因此块状相为(βTi+Ti2Cu),粒状相为βTi。图4(e)为钎料与316L不锈钢界面处的高倍组织形貌,结合EDS点扫D点结果可知,大部分凝固钎料以(Cu,γMn)固溶体的形式结晶析出。此外,根据EDS点扫E点结果,少量富Mn相以υ(Mn,Si)的形式出现在晶界。在钎料内部以及近316L不锈钢界面处,结晶出了形状规则的深色相,EDS点扫F、G点后显示:Fe、Mn为其主要元素,结合Fe-Mn二元相图分析[22],确定该析出相为αFe+γ(Fe,Mn)。析出相中Mn的摩尔分数接近19%,表明316L不锈钢基体被液态钎料溶解,然后在降温时析出。此外,EDS点扫H点显示:316L不锈钢表层扩散影响区的成分与上述深色结晶相相近,表明Mn元素扩散进入了316L不锈钢中,这将有利于钎料润湿316L不锈钢母材。
(a)钎料在母材表面铺展俯视图

(b)钎料在TC4钛合金表面铺展横截面图
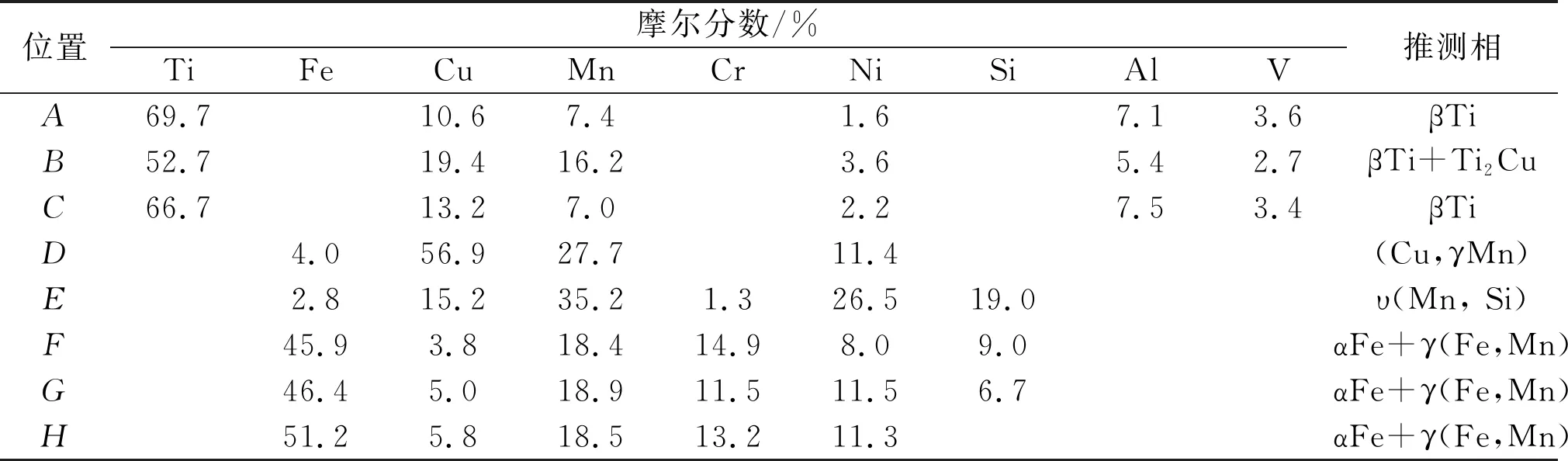
表2 图4中各点的EDS点扫描结果
2.2 接头显微组织及元素分布
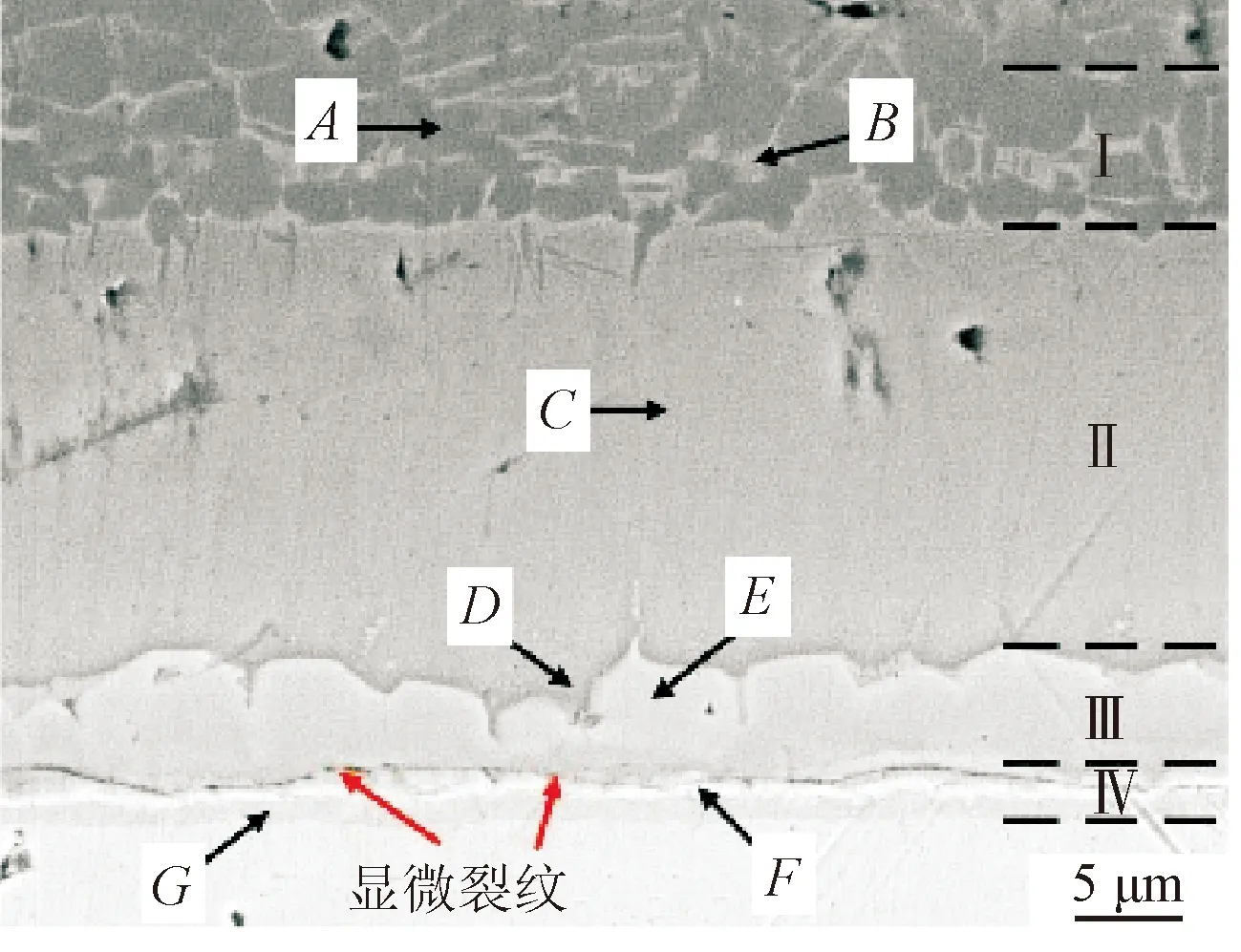
钎焊温度930℃、保温1 min后接头的显微组织背散射(BSE)照片如图5所示,表3为图5中各点的EDS点扫描结果。从图5(a)低倍照片可见,即使不施加钎焊压力,靠上方TC4钛合金块的自重也可实现润湿,且钎缝的组织致密,部分液相被挤出形成了钎角。钎缝中心区域高倍组织形貌如图5(b)所示,可以看出钎缝与两侧母材的界面结合完好。根据组织形态特点,将接头分为4个区域:靠近TC4钛合金侧的扩散层Ⅰ与扩散层Ⅱ、钎缝中心区域Ⅲ和靠近316L不锈钢侧的扩散层Ⅳ。扩散层I中出现了白色块状晶界相和灰色粒状基体相,EDS点扫A点显示:Cu元素主要出现在晶界相中,另外还含有少量βTi稳定元素Mn和Ni。而EDS点扫B点显示:基体相中Ⅴ含量低于晶界相,且不含Cu、Mn、Ni元素,因此可以确定晶界相为βTi,基体相为αTi。扩散层Ⅱ的厚度约为25 μm,通过EDS点扫C点,分析其由βTi构成,同时该层含有少量Cu、Mn、Ni元素,体现了钎料中元素向TC4钛合金基体中的扩散特征。由图可见,扩散层I和II的组织构成存在差异,是因为扩散层II距离钎缝中心更近,钎料中元素尤其是Cu元素的扩散程较短,更易形成βTi。区域Ⅲ为自上而下生长的结晶组织,厚度约为5 μm,由深色ⅢU层和灰色柱状ⅢD层构成。通过EDS点扫D点得知,ⅢU层为βTi+Ti2Cu组织且含有少量Fe、Cr元素,表明316L不锈钢已发生了溶解。EDS点扫E点显示:ⅢD层中主要元素为Ti和Cu,摩尔分数之比接近2∶1,结合Ti-Cu相图[21]可以确定该层为Ti2Cu,此时Ti已成为区域III中的主要元素,表明TC4钛合金发生了显著溶解,导致钎缝由Cu基变为Ti基。扩散层IV由ⅣU层和ⅣD层构成,ⅣU层厚约1 μm,EDS点扫F点显示其主要元素为Fe和Ti,原子比接近1∶1,结合Ti-Fe相图可以确定ⅣU层为FeTi金属间化合物。FeTi相的形成表明,Fe和Ti元素在浓度梯度的作用下于界面处发生互相扩散,Fe元素向液态钎料中发生了溶解扩散,使得316L不锈钢侧金属液中的Fe含量增加,在达到一定数值后凝固形成了FeTi相。结合EDS点扫G点结果,可以确定扩散层ⅣD为γFe扩散层,同时该层含少量Ti、Mn元素,表明Ti、Mn元素能扩散入316L不锈钢基体中。综上所述,钎焊温度930℃、保温1 min后接头的组织构成为TC4/(α+β)Ti/βTi/(βTi+Ti2Cu)+Ti2Cu/FeTi/γFe/316L。值得注意的是,TC4钛合金侧界面完好,而316L不锈钢侧分段则出现了显微裂纹,是因为钎料所含Cu、Mn、Ni作为βTi稳定元素,使TC4钛合金侧的组织变为塑性较好的βTi,焊接后该处的界面结合良好;而在316L不锈钢侧界面处,则形成了FeTi金属间化合物层,由于热应力作用层内萌生了平行于界面的显微裂纹,部分裂纹更易扩展入上侧的结晶Ti2Cu相内,而不易扩展入塑性较好的γFe层内。所以,316L不锈钢母材侧应为接头的薄弱区域。

(a)全部接头组织(100倍)
(b)钎缝中心区域组织(5 000倍)

表3 图5中各点的EDS点扫描结果
为探究钎焊温度对接头组织的影响,图6和图7分别给出了保温时间为1 min,钎焊温度为900和960℃时接头的BSE显微组织形貌。表4和表5分别为图6和图7中各点的EDS分析结果。从图6(a)的低倍照片可以看出,当钎焊温度为900℃时接头两侧母材溶解不均匀,左侧多而右侧较少,且由于温度较低、保温时间较短,钎缝附近的母材溶解不充分,形成了润湿不良的空洞缺陷。图6(b)为钎缝中心区域高倍组织形貌,结合表4中结果可知,钎焊温度为900℃时,接头的组织构成与930℃相类似,均由TC4/(α+β)Ti/βTi/(βTi+Ti2Cu)+Ti2Cu/FeTi/γFe/316L构成,且显微裂纹同样出现在结晶Ti2Cu相和相邻的FeTi层内。钎焊温度为960℃时,接头的低倍组织形貌如7(a)所示,可以看出接头界面结合完好,钎缝较厚且分布均匀。放大钎缝中心区域如图7(b)所示,钎缝中心呈粗大共晶组织特征,溶解反应剧烈,总厚度剧增至150 μm。继续放大近316L不锈钢侧如图7(c)所示,钎缝中形成了由白色相和灰色相组成的粗大共晶组织,EDS点扫A点显示:白色相中主要元素为Ti、Fe、Cu,结合Ti-Fe-Cu三元相图[24]分析,确定白色相为βTi+FeTi。显然,温度升高加剧了Fe向钎料内溶解,凝固过程中由于Ti-Fe混合焓变化量比Ti-Cu大[25],因此优先反应生成了FeTi相(非此前的Ti2Cu相)。EDS点扫B点表明:灰色相中Fe、Cu的含量虽低于白色相,但仍维持在较高水平,由于Fe、Cu为βTi稳定元素,可确定该物相为βTi。316L不锈钢侧的扩散层也由两层构成,上方扩散层的厚度约为5 μm,EDS点扫C点显示:其主要元素为Ti、Fe,摩尔分数之比接近1∶1,从而确定该层为FeTi金属间化合物。结合EDS点扫D点结果可知,在FeTi层下方形成了γFe扩散层,厚度约为5 μm。因此,钎焊温度为960℃时的接头组织构成为TC4/(α+β)Ti/βTi/βTi+(βTi+FeTi)/FeTi/γFe/316L,此时接头的脆性特征明显,在FeTi结晶相和FeTi扩散层间与层内均出现了多条平行于界面的裂纹,这是因为在此温度下钎焊,Fe、Ti元素向钎料内的溶解加剧,钎缝内生成了粗大的FeTi相,且靠近316L不锈钢界面形成了FeTi扩散层,在热应力作用下层内萌生了多条平行裂纹,并扩展入结晶FeTi相内,最终在结晶βTi相中停止扩展。

(a)全部接头(100倍)

(b)钎缝中心区域(5 000倍)
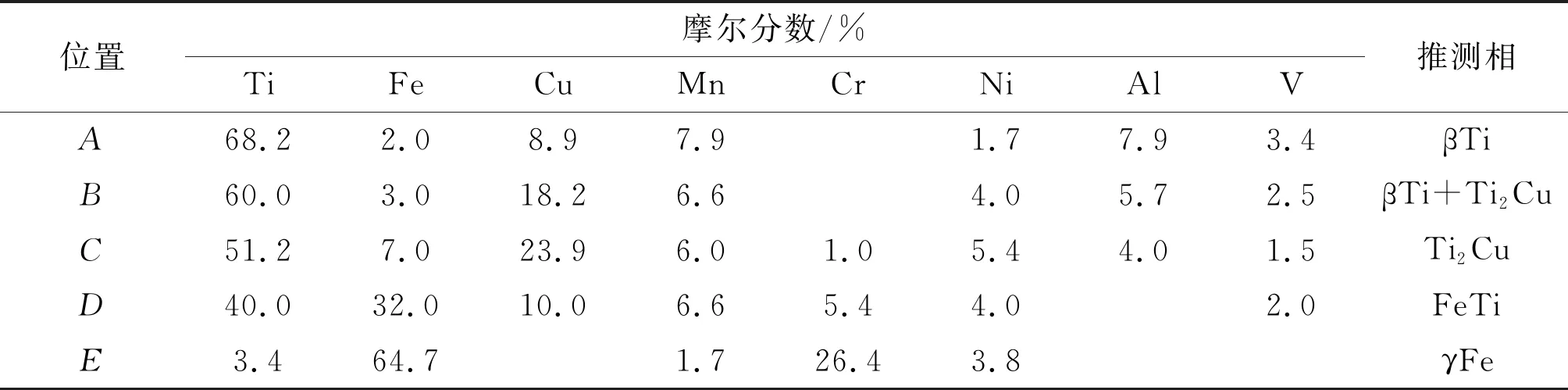
表4 图6中各点的EDS点扫描结果

(a)全部接头(100倍)

(b)钎缝中心区域(1 000倍)

表5 图7中各点的EDS点扫描结果
2.3 接头力学性能
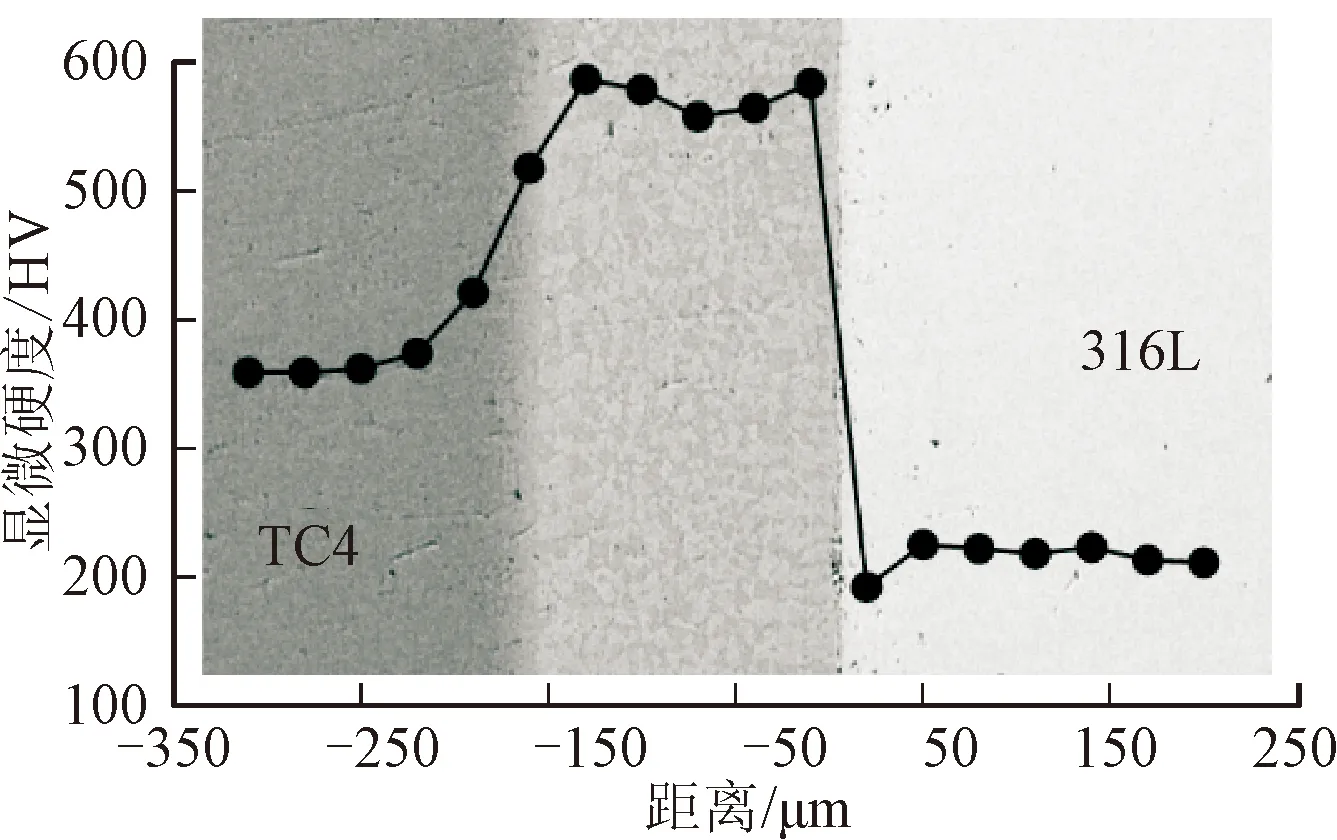
不同钎焊温度下、保温1 min后接头的显微硬度分布如图8所示。可见随着钎焊温度升高,TC4钛合金和316L不锈钢母材的硬度变化均不明显,分别为360和210 HV。但在钎焊温度为900和930℃时,由于钎缝中生成了较硬的Ti2Cu相,其硬度要明显高于母材,约为500 HV。当钎焊温度为960℃时,由于结晶FeTi相的硬度高于Ti2Cu相,钎缝的硬度最高可达600 HV,且高硬度值分布范围最宽。在靠近316L不锈钢侧,硬度陡降并基本保持不变,表明钎料对316L不锈钢的溶解反应不及TC4钛合金剧烈。
(a)T=900℃
(c)T=960℃
为了探究钎焊温度对TC4钛合金与316L不锈钢力学性能的影响,图9给出了不同钎焊温度下、保温1 min后接头的抗剪强度。如图所示,随着温度升高,接头的抗剪强度先增大后减小,当钎焊温度为930℃时,抗剪强度达最大值155 MPa,与文献[10-11]报道的数值大致相同。结合上文分析,此温度下接头中无润湿不良缺陷,且TC4钛合金侧界面结合良好,因而抗剪强度较高。此外,本文使用的Cu-Mn-Ni系钎料不含Ti元素,接头中的FeTi扩散层只能依靠TC4钛合金母材的溶解形成,因而FeTi层厚度较薄,约为1 μm,远低于文献报道的10~30 μm[16]。与此同时,波浪状的FeTi薄层也在一定程度上避免了应力集中,提高了接头的抗剪强度。钎焊温度较低(900℃)时,钎缝的冶金结合变差,中心区域出现了润湿不良缺陷,导致抗剪强度降低至85 MPa。当钎焊温度为960℃时,接头的抗剪强度最低,这是因为温度升高加快了接头两侧母材的溶解,使得钎缝明显增厚,尤其是316L不锈钢开始大幅溶解,使钎缝中结晶Ti2Cu相转变为更硬更厚的FeTi相,同时FeTi扩散层也增厚,这都加剧了热应力危害,导致多条平行微裂纹在FeTi层内萌生扩展,抗剪强度降至最低值40 MPa。
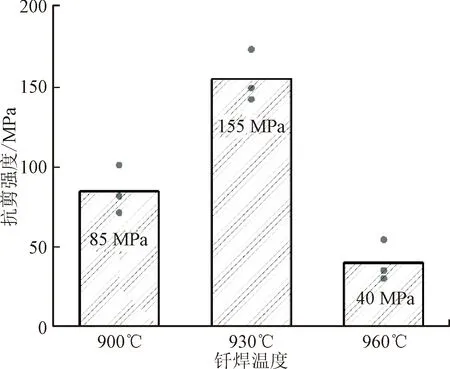
图9 不同钎焊温度下保温1 min接头的抗剪强度Fig.9 Shear strength of joints at different brazing temperature for 1 min
2.4 接头断裂分析
不同钎焊温度下、保温1 min接头的SEM断口形貌如图10所示。表6为图10中各点的EDS点扫描结果。由图可见,当钎焊温度为900℃时,断口相对平滑,局部可以观察到解理台阶,EDS点扫A、B点表明,断口处有Ti2Cu、FeTi相的存在。当温度为930℃时,微小起伏与解理台阶并存于断口处,EDS点扫C、D、E点显示断口处有γFe、Ti2Cu和FeTi相存在,可以判断断裂发生在316L不锈钢侧的FeTi、γFe扩散层与结晶Ti2Cu相内。在960℃的温度下,断口出现多条平行裂纹且断裂路径光滑平整,呈现为典型的脆性断裂,EDS点扫F、G点显示断口有FeTi相,可以判断断裂位于316L不锈钢侧的FeTi层和结晶FeTi相内。以上观测结果表明,断裂主要发生在316L不锈钢侧,这与前文得到该处为接头薄弱区域的结论相吻合。

(a)T=900℃

(c)T=960℃

表6 图10中各点的EDS点扫描结果
根据接头的显微组织、力学性能和断口形貌,归纳出不同钎焊温度下保温1 min接头的断裂模型,如图11所示。由图可见,当钎焊温度较低时(900和930℃),接头的断裂方式相类似。316L不锈钢侧FeTi扩散层的硬度最高,而钎缝中共晶Ti2Cu相的硬度次之。在热应力作用下,FeTi层内萌生出断续的显微裂纹,并局部扩展入较厚的结晶Ti2Cu相内,但不易扩展入塑性较好的γFe相内。抗剪切试验中,裂纹在FeTi层和结晶Ti2Cu相的界面之间萌生,向前扩展时遇到平行于界面的断续显微裂纹,并继续向FeTi层内扩展,由于FeTi薄层呈起伏波浪状,裂纹会穿过FeTi层向上方的Ti2Cu相和下方的γFe层中扩展,扩展速率逐渐降低。由于γFe相的塑韧性较好且具有一定止裂能力,因此大部分裂纹出现在FeTi层和共晶Ti2Cu相中。当钎焊温度较高时(960℃),钎缝中更硬脆的结晶FeTi相代替了Ti2Cu相,同时FeTi扩散层内萌生了多条平行裂纹,并扩展入上方结晶的FeTi凝固组织内,抗剪切试验时,裂纹继续向FeTi层间扩展,直至完全断裂失效。

(a)T=900℃
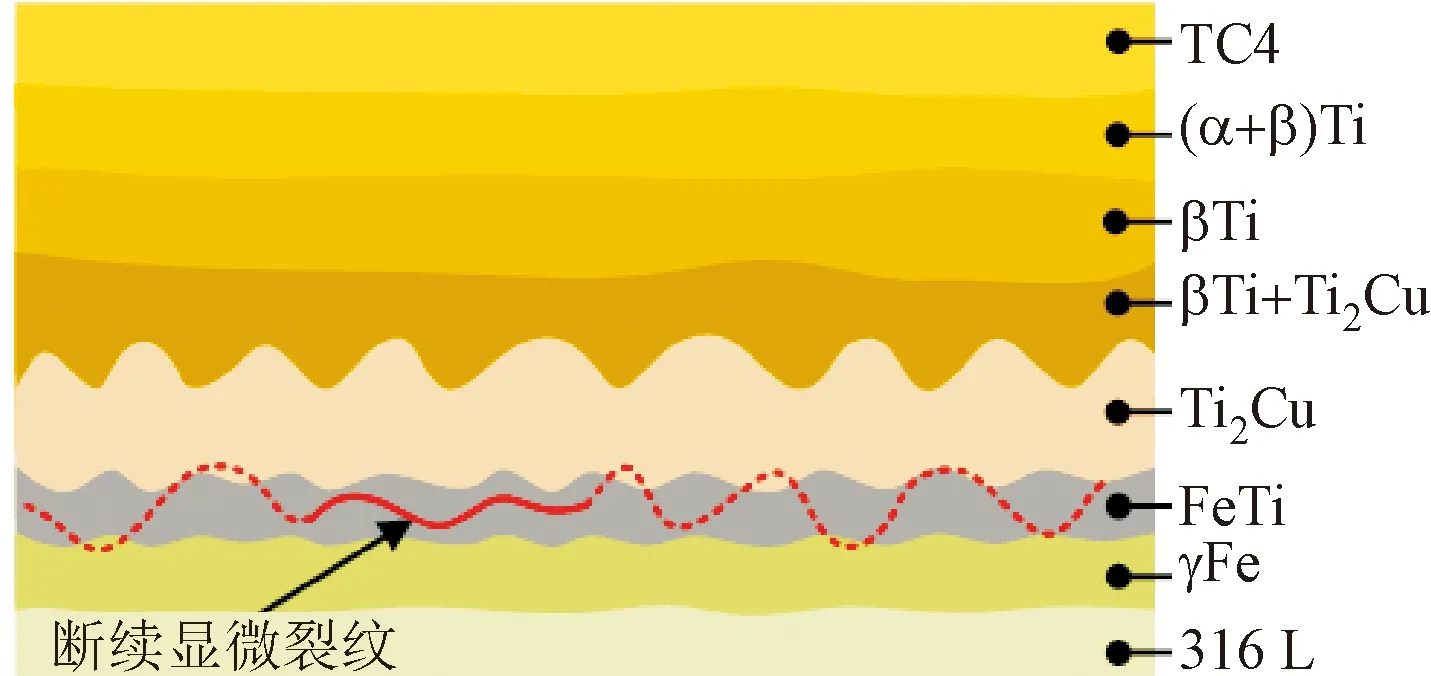
(b)T=930℃
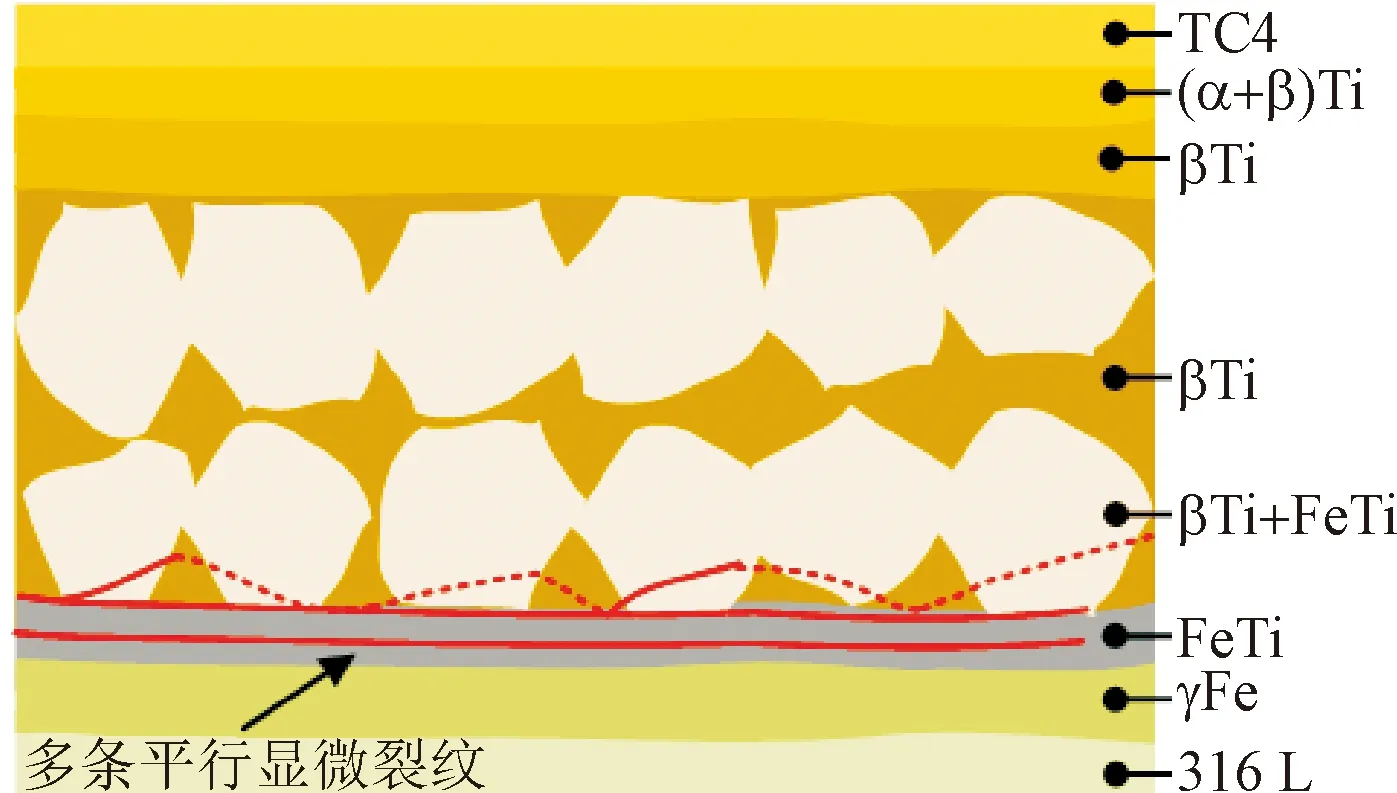
(c)T=960℃
3 结 论
(1)使用Cu-Mn-Ni钎料钎焊TC4钛合金与不锈钢具备可行性。座滴法测试结果表明:钎料对两种母材润湿性优异;在钎焊温度930℃下保温1 min,得到的抗剪强度最大值为155 MPa。
(2)在不同钎焊温度下保温1 min,钎缝可由Cu基变为Ti基,TC4钛合金侧形成了(α+β)Ti、βTi扩散层,316L不锈钢侧形成了FeTi、γFe扩散层。钎焊温度为900和930℃时的接头组织相类似,由TC4/(α+β)Ti/βTi/(βTi+Ti2Cu)+Ti2Cu/FeTi/γFe/316L构成;钎焊温度为960℃时,钎缝增厚且呈粗大共晶特征,接头的组织构成为TC4/(α+β)Ti/βTi/βTi+(βTi+FeTi)/FeTi/γFe/316L。
(3)热应力作用下的显微裂纹存在于316L不锈钢侧,裂纹扩展路径与金属间化合物层的厚度和硬度相关。钎焊温度为900和930℃时,接头内FeTi金属间化合物层较薄,裂纹主要在FeTi层和共晶Ti2Cu相内扩展,局部扩展入γFe扩散层内。钎焊温度为960℃时,更厚更硬的FeTi层内部萌生了多条平行裂纹,而钎缝中的结晶FeTi相代替了Ti2Cu相,裂纹甚至扩展进入粗大的共晶FeTi相中。
