数控三通道转杯纺纱系统构建及纺纱工艺实践
2023-09-15刘禹辰朱文硕陈国方石焕强
刘禹辰,朱文硕,薛 元,陈国方,石焕强
(1.江南大学 纺织科学与工程学院,江苏 无锡 214122; 2.泰坦股份有限公司,浙江 绍兴 312500)
转杯纺纱是自由端纺纱中技术最成熟、推广应用最广泛、发展最迅猛的一种新型纺纱方法。转杯纺纱通过高速回转的转杯及杯内负压完成纤维的输送、凝聚、并合、加捻成纱,具有纺纱流程短、使用原料广泛、纺纱速度与生产效率高的特点。
目前,世界上拥有转杯纺纱机已超过900万头,转杯纺生产的纱线在一定线密度范围与用途上替代了环锭纱[1]。我国从20世纪50年代开始经历近70余年的发展,从引进国外转杯纺设备并逐步掌握转杯纺纱技术到自主研发和生产转杯纺纱设备,目前国内转杯纺纱机规模已达400万头,成为世界上转杯纺的生产大国[2]。纺织作为传统行业,存在生产工序多、流程长、纺纱设备智能化水平低等问题,亟需在纺纱车间管理的信息化、纺纱流程的连续化以及纺纱单机台的柔性数字化等层面进行突破创新。
东华大学汪军课题组[3]提出了双喂给双分梳的双通道纺纱方法,由2个相互独立的喂给装置和2个相互独立的分梳装置组成,转杯纺纱由原来的单根纤维条喂入梳理变为双根纤维条喂入梳理,从而克服了转杯纺混纺纱及生产新型纱线方面的弱点。江南大学薛元课题组[4]提出了多通道异步喂给同步分梳的多通道纺纱方法(包括喂给分梳机构、凝聚加捻机构、卷绕成型机构),其特征在于喂给分梳机构包括3个回转自由度的组合式给棉罗拉、多级分梳辊,实现了随机调控转杯纺成纱及混纺比。数控三通道转杯纺纱技术[5-6]是在传统转杯纺纱系统中创新设计三通道并行式牵伸-梳理机构作为纺纱执行机构,通过多电动机多自由度柔性驱动模式进行伺服驱动系统的创新,通过时序化控制纺纱执行机构的运动进行控制系统的创新,提出一种可调控成型纱线形态(线密度)变化、结构(纤维排列及捻合松紧度)变化、3组分有色纤维混合比(混合色彩)变化的柔性化转杯纺纱模式,使转杯纺纱技术向多组分复合纺纱线、多色彩混色纺纱线、多功能叠加特种纱线等领域不断拓展。
本文针对三通道数控转杯纺纱机运行过程的特点,系统地介绍了数控三通道转杯纺纱系统的组成及其工艺计算方法,通过设计及实施纺纱试验,进一步明晰成纱机制,验证三通道数控转杯成纱的可行性,分析三通道纤维条的喂入及分梳分离工艺对成型纱线质量的影响,为今后优化纺纱工艺参数,提升成纱质量和纺纱效率奠定基础。
1 数控三通道转杯纺纱系统构建
1.1 数控转杯纺纱系统的组成
数控转杯纺纱是以多根棉条异步牵伸(多个通道)为本质特征,能对所纺制纱线的混纺比、线密度及捻度的变化进行在线调控的纺纱方法。图1所示的数控三通道转杯纺纱系统主要由纺纱机械系统、纺纱控制系统和纺纱伺服系统构成。纺纱机械系统是转杯纺机最基本的系统,其分梳机构、凝聚加捻机构、卷绕机构使棉条成为纱线。纺纱控制系统与纺纱伺服系统通过数字化与信息化技术控制纺纱机械系统使成纱过程操作更加简易、精确、智能。数控三通道转杯纺纱机主要由触摸屏、可编程逻辑控制器(PLC)、伺服驱动器、变频器、编码器以及变频电动机、伺服电动机等组成。
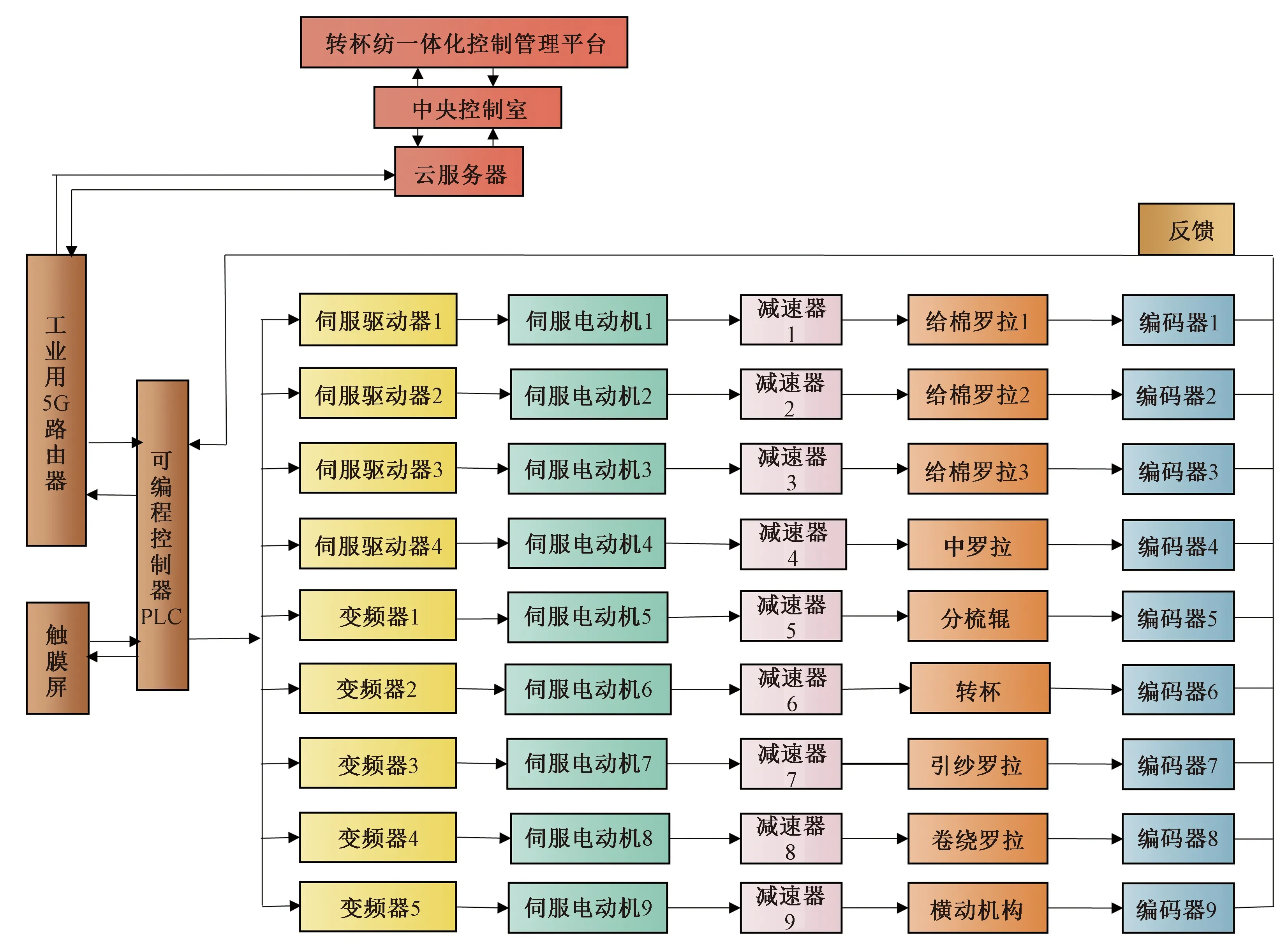
图1 数控三通道转杯纺纱系统Fig.1 CNC three-channel rotor spinning system
1.2 纺纱机械系统
三通道转杯纺纱机械系统包括多通道牵伸机构、加捻机构与卷绕成型机构[7]。数控三通道转杯纺纱机械系统如图2所示,其中1、5、6为传动齿轮,2、3、4为喂给罗拉,7、8、9为纤维条,10、11、12为胶辊,13为集棉器,14、15为中罗拉,16为分梳辊,17为转杯,18为引纱胶辊,19为引纱罗拉,20为卷绕罗拉,21为纱管。

图2 数控三通道转杯纺纱系统Fig.2 CNC three-channel rotor spinning system
与单通道转杯纺纱不同,数控三通道转杯纺纱系统具有精巧的多自由度并行的牵伸机构[8]。多通道牵伸机构包括一级牵伸机构和二级牵伸机构,其中一级牵伸机构是由3个独立驱动的同线握持钳口与中罗拉组成,二级牵伸机构是由中罗拉、分梳辊、转杯、引纱罗拉等构成。由3个伺服电动机独立驱动的3个同轴心、同外径的嵌套罗拉作为喂给罗拉与3个同轴心、同外径的胶辊组成3个同线握持钳口。3个独立驱动的钳口握持3根棉条并以独立变化的速度将3根纤维条喂入一级牵伸区,经一级牵伸的3根纤维条由中罗拉喂入二级牵伸区,经分梳辊的分梳分离,一方面将来自不同纤维条的纤维进行横向混合,另一方面在提升其伸直度、平行度及分离度的基础上,将喂入的3根纤维条分离成单纤维流,经由气流通道进入转杯后先分离再凝聚,由引纱罗拉引出完成二级牵伸。由此通过对3根纤维条的异步牵伸和混合分梳及转杯凝聚,使纱线成型达到预定的线密度与混合比。三通道转杯纺纱的加捻过程与单通道转杯纺纱基本相同,是由转杯转速与引纱罗拉线速度相互配合完成加捻,使纺纱成型达到预定的捻度。三通道转杯纺纱的卷绕成型过程与单通道转杯纺纱基本相同,是由筒管的卷绕转速与导纱横动速度相互配合完成卷绕成型,使纺纱成型达到预定的卷装形式。
1.3 纺纱伺服系统
如图1中所示,数控三通道转杯纺纱系统的牵伸运动、加捻运动、卷绕运动是上位机PLC控制3个喂给罗拉、中罗拉、分梳辊、转杯、引纱罗拉、卷绕及横动导纱装置的伺服驱动器实现的。操作员通过人机交互界面发送指令到PLC,PLC将指令转化为伺服驱动器可以识别并接收的数据模拟量,伺服驱动器根据模拟量发送模拟信号到伺服电动机进而控制伺服电动机的运转,编码器再将电动机运转情况反馈给中央处理器完成9轴联动的三通道转杯纺纱工作循环,限位开关设计为机器操作按钮进行开、停纺纱机。
1.4 纺纱控制系统
数控三通道转杯纺纱的控制系统由控制系统硬件与控制系统软件组成。控制系统硬件由上位机、下位机及通讯接口等组成[9]。根据人机交互模式需求,上位机可由远程电脑、中央控制室或本地工控机、触摸屏等组成。上位机主要完成人机交互功能,通过键盘或触摸屏输入运行转杯纺纱机所需要初始参数(设备初始参数、原料初始参数、运行初始参数)、纱线的规格参数(线密度、混纺比、捻度、分段长度)和设备运行参数(3个喂给罗拉速度、中罗拉速度、分梳辊转速、转杯转速、引纱速度、卷绕速度、横动速度、气流速度与压力)等。下位机可选用可编程控制器PLC或单片机,下位机接受上位机的指令并将其转换成相应时序的信号后分别发送至相应的驱动器,驱动器再将其转换成脉冲电压(或电流)信号,进而对数控三通道转杯纺纱系统进行精确控制[10]。上位机与下位机之间的通讯方式有多种,如以触摸屏为上位机,采用RS232串口通信或RS485串行通信;以微型计算机为上位机,则采用传统形式的串行通信或PROFIBUS-DP形式的双线通信,使用程序开发工具实现PLC和上位机的通信;以远程计算机或运维平台为上位机,采用工业用5 G路由器[11],并以Modbus-RTU通信协议完成相关数据传送,联网宝利用SIM卡拨号连网与内部平台连接,智能云端管理平台通过虚拟串口并以TCP/IP通信协议与内部平台连接,实现PLC可编程控制器到联网宝、联网宝到智能云端管理平台的无线、双向、准确、安全的数据通信。在下位机硬件的搭建中,PLC设备控制伺服驱动器从而控制罗拉的速度,通过SVDS模块,将输入端口(CN6/IN)与输出端口(CN6/OUT)相互连接通信,实现对罗拉速度的控制。
控制系统软件包括上位机触摸屏程序和下位机PLC程序。上位机触摸屏通过软件计数器赋值,将工艺参数进行调整,通过触摸屏的使用、SD卡读取的方式将模拟量传递给A/D转换装置,A/D转换装置的作用是将模拟量转换为可以被PLC控制器识别的数字量从而进行数模转换,完成信息的传递。在软件功能的设计中,编写罗拉速度赋值的程序,完成中断程序的设计,编写对基本工艺参数赋值的程序,从而保证工艺流程的顺利进行[12]。
2 转杯纺纱结构参数调控机制构建
设3根粗纱线密度为ρ0,RGB颜色值分别为Cα(Rα,Gα,Bα)、Cβ(Rβ,Gβ,Bβ)、Cγ(Rγ,Gγ,Bγ),3个喂给罗拉线速度为V0α、V0β、V0γ(m/min),中罗拉线速度为Vz(m/min),分梳辊转速为ω1(r/min),转杯转速为ω2(r/min),引纱罗拉线速度为Vy(m/min),卷绕速度为Vj(m/min),成纱线密度为ρy(tex),成纱后3根棉条的线密度分别为ρα、ρβ、ργ(tex),混纺比为φα:φβ:φγ。
2.1 转杯纺基本原理
2.1.1 转杯纺牵伸比
①一级牵伸比:设中罗拉相对3个喂给罗拉线速度之比为3个通道的一级牵伸比E1α、E1β、E1γ,则:
(1)
②二级牵伸比:设引纱罗拉相对中罗拉线速度之比为二级牵伸比E2,则:
E2=Vy/Vz
(2)
③各通道总牵伸比:设引纱罗拉分别相对3个喂给罗拉线速度之比分别为3个通道总牵伸比Eα、Eβ、Eγ,则:
(3)
2.1.2 转杯纺成纱线密度
转杯纺成纱线密度为:
(4)
(5)
2.1.3 转杯纺成纱混纺比
转杯纺成纱混纺比为:
(6)
2.1.4 转杯纺成纱色彩
(7)
2.1.5 转杯纺成纱捻度
设成纱捻度为Nw,则:
Nw=ω2/Vy
(8)
2.2 纺纱成纱结构参数调控机制
转杯纺成纱结构参数包括纱线的线密度、捻度、混合比及色彩颜色值。假定纺纱过程中粗纱线密度ρ0,转杯转速ω2,引纱罗拉线速度Vy为常量,通过调控3个喂给罗拉线速度V0α、V0β、V0γ和中罗拉线速度Vz等参数,从而调控转杯纺纱线成型结构参数。
2.2.1 成纱线密度调控机制
假定粗纱线密度ρ0和由混合比确定的3个通道的一级牵伸比E1α、E1β、E1γ为常量,由式(5)可知,依托二级牵伸比(E2+ΔE2)的变化可调控纺纱成型线密度(ρy+Δρy)的变化,具体如下:
(9)
假定粗纱线密度ρ0和引纱速度Vy为常量,由式(5)可知,依托三通道喂给罗拉速度的变化(V0α+ΔV0α)、(V0β+ΔV0β)、(V0γ+ΔV0γ),可调控纺纱成型线密度的变化(ρy+Δρy),具体如下:
(10)
2.2.2 成纱混纺比调控机制
由式(6)可知,根据喂给罗拉速度的变化(V0α+ΔV0α)、(V0β+ΔV0β)、(V0γ+ΔV0γ),可调控纺纱成型混合比的变化(φα+Δφα)、(φβ+Δφβ)、(φγ+Δφγ),具体如下:
(11)
2.2.3 成纱色彩调控机制
由式(7)可知,根据3个喂给罗拉速度的变化(V0α+ΔV0α)、(V0β+ΔV0β)、(V0γ+ΔV0γ),可调控纺纱成型色彩的变化(Cr+ΔCr)、(Cg+ΔCg)、(Cb+ΔCb),具体如下:
(12)
2.2.4 成纱捻度调控机制
假定转杯转速ω2为常量,由式(8)可知,根据引纱速度的变化(Vy+ΔVy),可调控成纱捻度的变化(Nw+ΔNw),具体如下:
Nw+ΔNw=ω2/(Vy+ΔVy)
(13)
3 数控三通道转杯纺工艺实践
3.1 基本纺纱工艺参数的选择
数控三通道纺纱的优势是可以时序化调控成纱的线密度、混合比、捻度等结构参数,实现纺纱加工的柔性化。但由于三通道异步喂入纤维条速度的时序变化,出现一个动态且不稳定的牵伸与分梳分离过程,导致纺纱过程不稳定,使最终成型纱线的均匀性显著下降,频繁出现的纺纱断头降低了纺纱效率,为数控三通道纺纱技术的产业化增添了难度。为了发挥柔性纺纱可时序化调控纺纱成型线密度、混合比及捻度的优势,普及数控三通道纺纱技术,有必要进行纺纱工艺的优化。
在试纺过程中发现,转杯转速、分梳辊转速、引纱速度、中罗拉速度、三通道纤维混合比等参数对纺纱过程的稳定性及成纱质量具有显著的影响[13]。一般纺纱成型的线密度、捻度和混合比例等参数是根据客户的需求确定的。根据成型纱线的线密度和混合比可以确定3根纤维条喂给速度与引纱罗拉线速度之间的牵伸比,根据成型纱线的捻度可以确定转杯转速与引纱速度之间的加捻比例[14]。为了确保纱线成型质量和纺纱效率,通常选择适纺转杯转速的上限作为转杯的转速;分梳辊转速在考虑分梳与混合效果的基础上一般也设为常量,为了确保产品所需要的纺纱成型捻度,引纱速度也设置为常量。
使用HFX-03-T型数控三通道转杯纺纱机(华飞纺织科技有限公司),推荐三通道转杯纺纱机转杯转速为18 000~25 000 r/min,转杯口径为35 mm、型号为42杯,分梳辊转速为5 000~6 200 r/min,齿条为0K21。假捻盘为国产R7假捻盘。以线密度32 tex、捻度800 捻/m混色纱的纺制为例,喂入的纤维条定量为450 tex的纯棉粗纱(安徽巢湖雅戈尔色纺有限公司),选择机器基本工艺参数如表1所示。
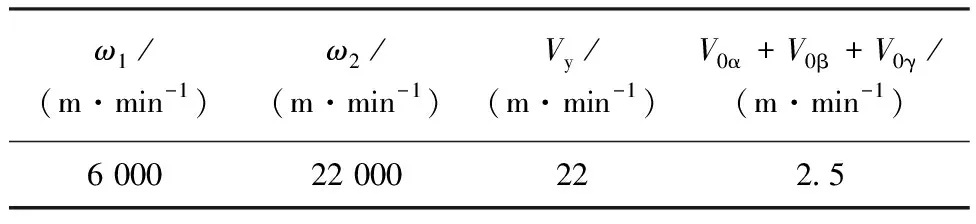
表1 三通道转杯纺纱机基本工艺参数Tab.1 Basic process parameters of three-channel rotor spinning machine
3.2 纺纱工艺参数的优化
在三通道转杯纺纱机基本工艺参数的基础上,对其他纺纱工艺参数进行优化,主要以三通道喂给罗拉速度、中罗拉速度、卷绕罗拉与引纱罗拉速比的优化为目标。
3.2.1 三通道喂给速度的优化
在三通道喂给速度之和确定的前提下,三通道喂给速度的大小主要取决于三通道纤维的混合比例。为探究三通道纤维的混合比例对纺纱过程及成纱质量的影响,在其它工艺参数不变的前提下设计11组对比试验,具体试验方案如表2中试验1~11所示。
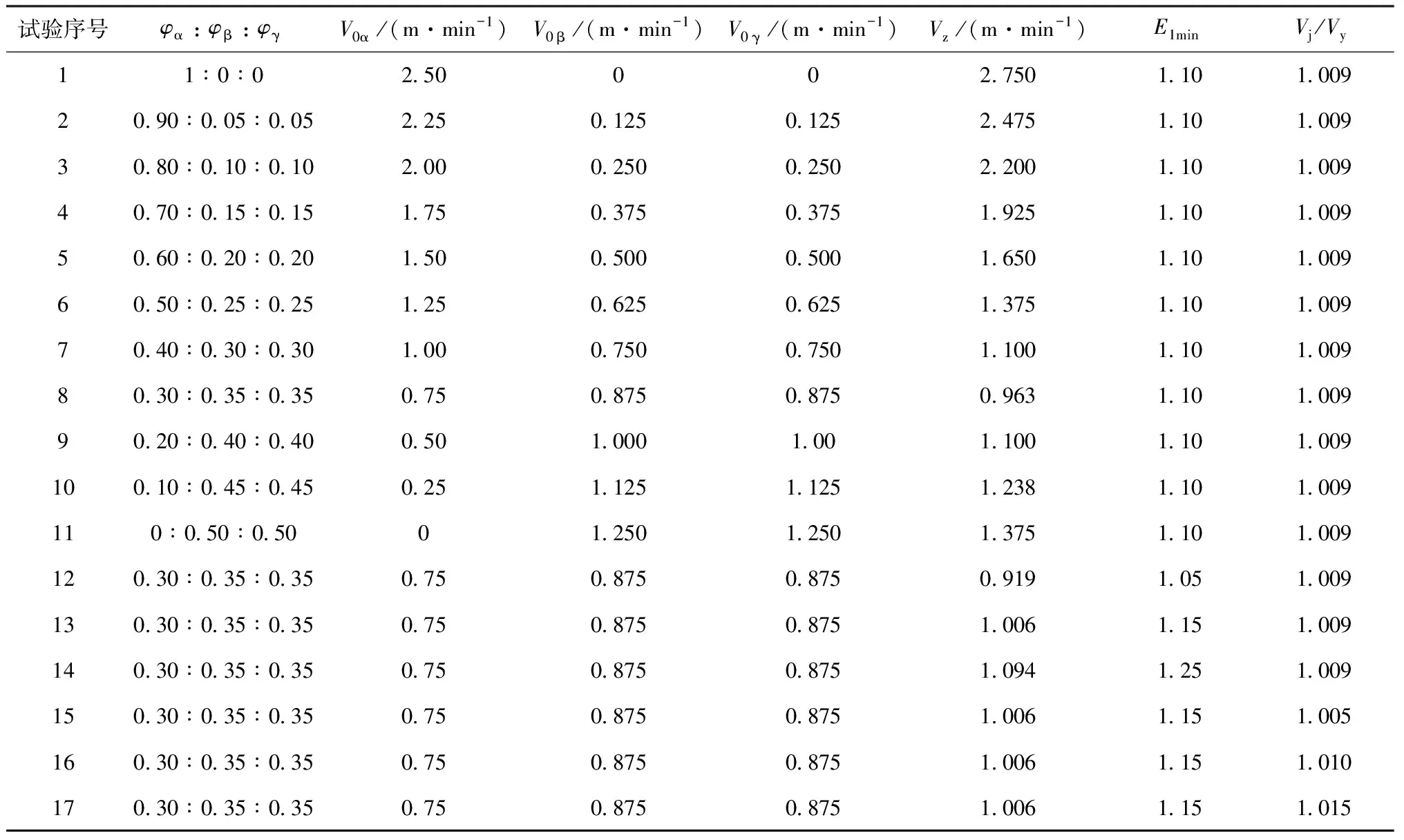
表2 三通道转杯纺纱工艺参数优化试验方案Tab.2 Three-channel rotor spinning process parameters optimization test program
按照设定的工艺参数进行纺纱,在纺纱过程中发现,当3种纤维的混合比例相接近时,成纱过程的稳定性较好,试验6~9的纺纱断头频率分别为4.6、4.2、4.0、4.5 次/(24 h);当3种纤维的混合比例相差较大时,成纱的稳定性较差,纱线断头频率增加,试验2~5的纺纱断头频率分别为30.0、8.2、8.0、7.2 次/(24 h);当纤维的混合比例减小到0时,如试验1和11,成纱过程的稳定性明显变好,断头频率分别为1和1.2 次/(24 h)。由此可认为,采用3组分纤维进行纺纱时,3组分纤维混合比例相接近时的成纱稳定性最好[15]。
3.2.2 中罗拉速度的优化
与传统单通道转杯纺相比,数控三通道转杯纺纱机增加了3个异步喂入的喂给罗拉。三通道喂给罗拉与中罗拉的速度差异对纤维条形成一级牵伸,该牵伸倍数的大小对成纱过程的稳定及成纱质量有着显著的影响。三通道转杯纺纱的3个通道具有不同牵伸比,一般将混合比最大、牵伸比最小的通道作为主牵伸通道,设主牵伸通道的一级牵伸为E1min,则在三通道混合比例确定的情况下,中罗拉速度主要由E1min决定。
为探究中罗拉速度对成纱过程及成纱质量的影响,在其它工艺参数不变的前提下设计了3组对比试验,具体试验方案如表2中试验序号12~14所示。按照设定的工艺参数进行纺纱,在纺纱过程中发现,当主通道一级牵伸倍数E1min为1.05时,纤维条在中罗拉喂入处易出现拥堵,导致纺纱不能正常进行,频繁断头;当牵伸倍数E1min为1.15和1.25时,纺纱过程均能够稳定进行,纱线断头频率分别为3.8和4.6 次/(24 h),由此可认为当牵伸倍数E1min为1.15时,纱线质量较优。
3.2.3 卷绕罗拉与引纱罗拉速比的优化
卷绕罗拉与引纱罗拉速比在纱线上形成了一定的卷绕张力,该力的大小直接对纱线的弹性、伸长率和卷绕成形产生影响,从而影响成纱过程的稳定性和成纱质量[16]。为探究卷绕罗拉与引纱罗拉的速比对成纱过程及成纱质量的影响,在其它工艺参数不变的前提下设计了3组对比试验,具体试验方案如表2中试验序号15~17所示。
按照设定的工艺参数进行纺纱,在纺纱过程中发现,当卷绕罗拉与引纱罗拉的速比vj/vy为1.005时,能够进行正常纺纱,但是纱线卷绕成形比较松散,不利于后续的络筒加工;当vj/vy为1.010时,纺纱过程能够稳定进行,断头频率为3.6 次/(24 h);当vj/vy为1.015时,纺纱过程能够稳定进行,断头频率为4.2 次/(24 h),相比1.010的速比,断头频率增加。由此可认为,当卷绕罗拉与引纱罗拉的速比vj/vy为1.010时,纱线质量较优。
3.3 纺纱实践
设计转杯纱的线密度为32 tex,捻度为800 捻/m,红、黄、蓝3色纤维混合比为0.30∶0.35∶0.35。试验采用的原料为新疆细绒棉(二级锯齿白棉、长度29 mm、马克隆值A级,安徽巢湖雅戈尔色纺有限公司),经过染色、开松除杂、梳理、并条、粗纱工序制成定量为450 tex,捻度为68 捻/m的粗纱。三通道纤维条定量为450 tex,RGB颜色值为Cα(158,35,52)、Cβ(252,182,77)、Cγ(240,238,233)。在上述工艺参数选择和优化的基础上,设定纺纱工艺参数如表3所示。

表3 纺纱工艺参数Tab.3 Spinning process parameters
按照设定的工艺参数进行纺纱,纺纱过程能够稳定进行,纱线断头频率为3.2 次/(24 h)。利用VHX-5000型超景深三维显微镜(基恩士(中国)有限公司)对纱线的纵截面和横截面进行观察,纱线纵截面的照片如图3(a)所示,纱线横截面的照片如图3(b)所示。3种纤维在纱体中混合均匀,能够使纱线形成均匀稳定的呈色效果;纱线短片段条干均匀,捻度适中,优化后的纺纱工艺能够在三通道数控转杯纺纱机上较好地纺制混色纱。

图3 纱线横纵截面照片(×50)Fig.3 Picture of yarn and its cross section(×50). (a)Cross section; (b) Longitudinal section
对纱线的力学性能和条干、毛羽情况进行测试。测试前,将纺制的纱线置于标准大气条件下48 h(湿度(65±2)%、温度(20±2)℃)。选用XL-2型纱线强力仪(上海新纤仪器有限公司),依据ISO 2062—2009《纺织品 卷装纱 单纱断裂强力和断裂伸长率的测定》对纱线的力学性能进行测试,测试时设定预加张力为16 cN,夹持距离为500 mm,拉伸速度为500 mm/min[15]。选用YG133B/PRO-H条干均匀度测试仪(苏州长风纺织机电科技有限公司),依据标准ISO 16549—2021《纺织品 纺织纱线的不均匀性 电容法》对纱线的条干均匀度进行测试,测试速度为200 m/min,测试时间为2.5 min。选用YG172A纱线毛羽测试仪(陕西长岭纺织机电科技有限公司),依据FZ/T 01086—2000《纱线毛羽测定方法》对纱线毛羽进行测试,测试时测试速度为30 m/min,设置10个片段长度,每个片段长度为10 m(纱线毛羽测定方法中规定棉类纱线3 mm以上为毛羽设定长度)。纱线条干及力学性能测试结果如表4所示,纱线毛羽测试结果如表5所示,纺制的混色纱断裂强度为9.53 cN/tex、单纱断裂强力变异系数为8.76%、条干均匀度变异系数为19.04%、3 mm以上毛羽数量为17.5 根/(10 m),具有良好的力学性能和条干均匀性,毛羽较少,基本可以达到转杯纺棉本色纱FZ/T 12001—2015《转杯纺棉本色纱》二级的质量指标(单纱断裂强度大于9 cN/tex、单纱断裂强力变异系数小于16.5%、条干均匀度变异系数小于21%)。

表4 混色纱条干及力学性能测试结果Tab.4 Testing results of evenness and mechanical properties of blended yarn

表5 混色纱毛羽测试结果Tab.5 Test results of mixed yarn hairiness
4 结 论
以实现柔性数字化纺纱为目标,介绍转杯纺纱系统的纤维条喂入机构及其整机控制模式和伺服驱动模式,基于构建的数控三通道转杯纺纱系统对时序化调控成型纱线的形态(线密度)、结构(纤维排列及捻合松紧度)、3组分色纤维混合比(混合色彩)的机制进行了研讨。通过转杯纺纱试验对纺纱效率、成纱质量及纱线力学性能进行了分析,基于优选的纺纱系统参数与纺纱工艺参数纺制了32 tex,800 捻/m,红、黄、蓝3色纤维混合比为0.30∶0.35∶0.35的混色色纺纱。纺制的混色纱强度为9.53 cN/tex、单纱断裂强力变异系数为8.76%、条干均匀度变异系数为19.04%、3 mm以上毛羽数量为17.5 根/(10 m),基本可以达到FZ/T 12001—2015《转杯纺棉本色纱》二级的质量指标。通过数控三通道转杯纺纱系统对纱线结构参数进行可控性调控,可以有效提高成纱质量。
