新型器材专件提高成纱质量的应用体会
2020-03-24盛庆石
盛庆石
(山东飞泰纺织有限公司,山东 莘县 252400)
1 问题
我公司在生产CJ 18.22 tex集聚纺品种时,采用BS516型和FA507型2种细纱机,在配棉和前道工序工艺流程及配置相同的情况下,同一时段测试的成纱质量指标有明显差异,具体见表1。
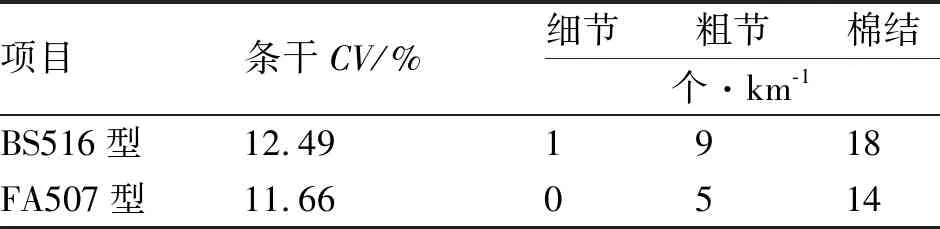
表1 不同细纱机成纱质量指标对比
分析原因可知,主要是由于这2种细纱机的牵伸配置不尽相同导致成纱质量差异。为提高成纱质量及指标的一致性,应重点解决BS516型细纱机生产该品种的成纱质量指标问题[1]。从BS516型细纱机牵伸配置入手,利用新型器材专件,包括加长上销、新型下销等,结合调整细纱后区牵伸倍数、钳口隔距块大小、摇架刻度等工艺参数,进行多方案的试验对比优化,找到适宜的器材专件配置和工艺参数,改善成纱质量指标及其一致性,达到预期目的[2-3]。
2 试验方案
2.1 使用加长上销,调整摇架工艺参数
在机台号为167的BS516型细纱机上,在同台、同锭、同粗纱条件下,做普通上销加后区压力棒与加长上销的成纱质量指标对比试验。2种试验方案牵伸工艺参数见表2,成纱质量指标见表3。
由表3可知:方案2的成纱质量相对于方案1,条干CV值改善0.38个百分点,-40%细节改善19个/km,+35%粗节改善78个/km,+50%粗节改善5个/km,+140%棉结改善16个/km,+200%棉结改善1个/km,成纱质量优于方案1。
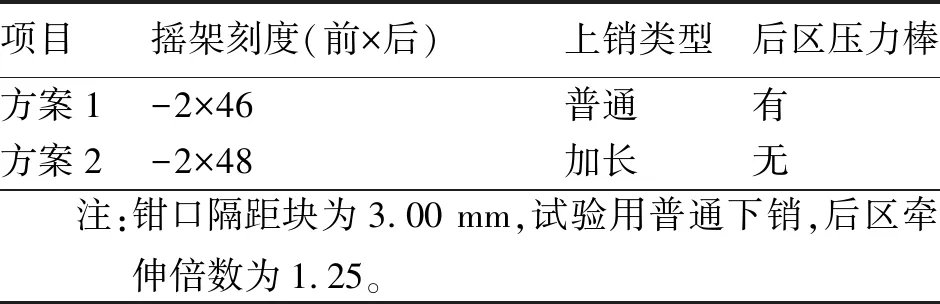
表2 不同试验方案牵伸工艺参数对比

表3 不同试验方案成纱质量指标对比
2.2 使用加长上销,调整后区牵伸倍数
将机台号为167的BS516型细纱机反面更换为加长上销后,纺纱时个别锭位出现冒硬头问题。采取调整细纱后区牵伸倍数的措施进行弥补。在同台、同锭、同粗纱条件下,做牵伸倍数调整前后纺纱指标对比试验。2种试验方案牵伸工艺参数见表4,成纱质量指标见表5。
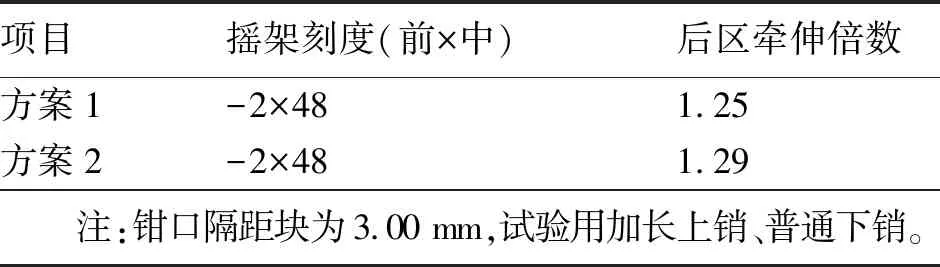
表4 不同试验方案牵伸工艺参数对比
由表5可知:方案2的成纱质量指标相对于方案1,条干CV值改善0.09个百分点,细节和粗节各改善1个/km,棉结恶化2个/km,2个方案总体质量水平相当。方案2能使纺纱生产正常进行,可解决纺纱生产中个别锭位冒硬头问题。
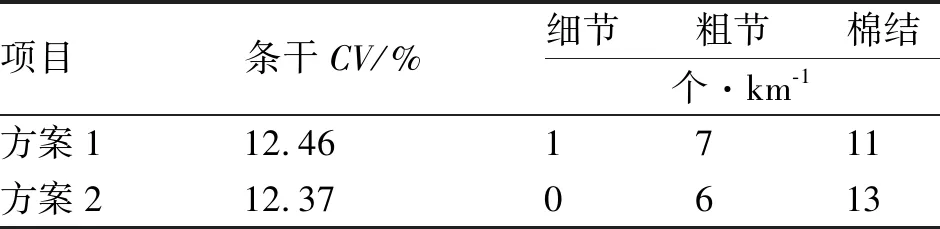
表5 不同试验方案成纱质量指标对比
2.3 使用加长上销,调整摇架刻度
在机台号为167的BS516型细纱机反面使用加长上销,在保持细纱后区牵伸倍数为1.29的前提下,在同台、同锭、同粗纱、同普通下销条件下,做摇架中爪刻度调整前后纺纱指标对比试验。2种试验方案牵伸工艺参数见表6,成纱质量指标见表7。
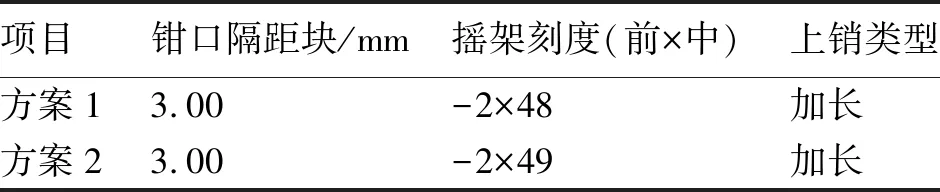
表6 不同试验方案牵伸工艺参数对比
由表7可知:方案2条件下的成纱质量指标略优于方案1,总体质量水平相当。
2.4 使用新型下销,调整后区牵伸倍数
在机台号为167的BS516型细纱机正面,在同台、同锭、同粗纱条件下使用新型下销,做调整后区牵伸倍数前后纺纱指标对比试验。2种试验方案牵伸工艺参数见表8,成纱质量指标见表9。

表8 不同试验方案牵伸工艺参数对比
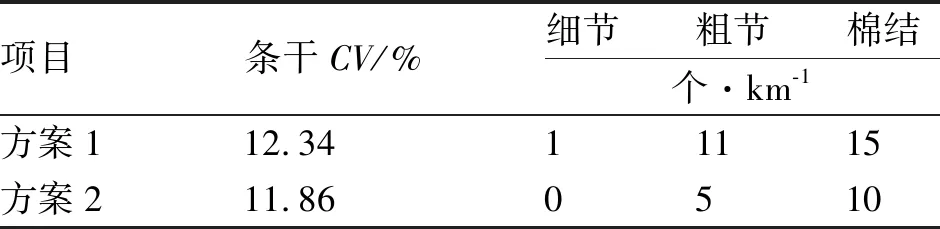
表9 不同试验方案成纱质量指标对比
由表9可知:使用新型下销,细纱后区牵伸倍数加大后成纱质量指标明显改善,条干CV值改善0.48个百分点,细节改善1个/km,粗节改善6个/km,棉结改善5个/km。
2.5 使用加长上销,配不同类型下销
在167号BS516型细纱机台正面,在同台、同锭、同粗纱条件下,使用加长上销配新型下销,做调整钳口隔距块前后的纺纱指标对比试验。2种试验方案的牵伸工艺参数见表10,成纱质量指标见表11。
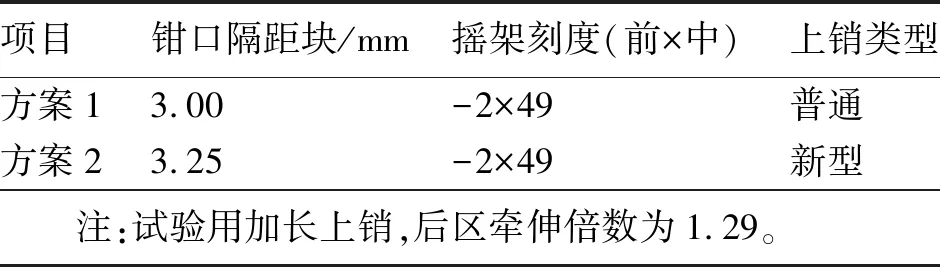
表10 不同试验方案牵伸工艺参数对比

表11 不同试验方案成纱质量指标对比
由表11可知:方案2的成纱质量指标相对于方案1,条干CV值改善0.32个百分点,粗节改善2个/km,棉结改善3个/km。方案2的质量指标明显优于方案1。
2.6 使用新型下销,配不同类型上销
在机台号为167的BS516型细纱机反面使用新型下销,后区牵伸倍数保持为1.29,在同锭、同粗纱条件下,做加长上销与普通上销加后区压力棒的成纱质量指标对比试验。2种试验方案牵伸工艺参数见表12,成纱质量指标见表13。
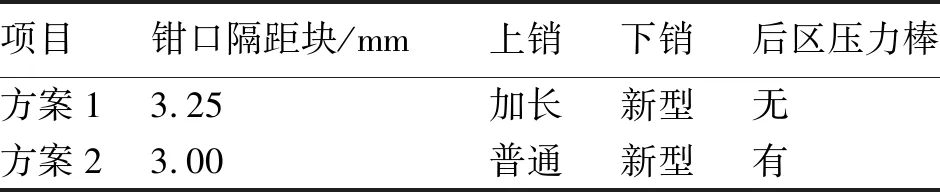
表12 不同试验方案牵伸工艺参数对比

表13 不同试验方案成纱质量指标对比
由表13可知:方案1与方案2的成纱质量指标水平相当。
3 结论
从试验成纱质量指标看:① 2.1,2.2,2.3使用加长上销,条干CV值有改善,但未能达到12%以内水平;② 2.4的方案2中使用新型下销,调整后区牵伸倍数,2.5的方案2中使用加长上销配新型下销,调整钳口隔距块大小,这2种情况下成纱质量指标均实现条干CV值不大于12%的水平。其中,使用加长上销配新型下销,调整钳口隔距块大小后的成纱质量指标较好;③ 2.6中使用新型下销、加长上销及普通上销加后区压力棒2种配置条件下的成纱质量指标水平相当。
目前,笔者公司BS516型细纱机上已有普通上销加后区压力棒配置,考虑成本仅配置新型下销,纺CJ 18.22 tex集聚纺品种成纱质量指标:条干CV值为11.74%,细节为0,粗节为5个/km,棉结为11个/km,达到了缩小质量差异,提高质量一致性的目的。