基于曲线拟合的自动压滤机脱水过程优化
2023-02-27刘惠中邓浩宗
刘惠中, 邓浩宗
(1.江西理工大学机电工程学院, 赣州 341000; 2. 江西省矿冶机电工程技术研究中心, 赣州 341000)
随着易选矿物资源的逐渐枯竭,低品位矿石的研磨粒度变细导致矿物的脱水变得越来越困难[1],精矿的水分含量将直接影响后续的冶炼工序。压滤脱水过程的核心设备为压滤机[2]。压滤机分为板框压滤机、快开式压滤机及自动压滤机。相比于板框压滤机和快开式压滤机,自动压滤机增加了橡胶隔膜压榨、空气干燥、自动卸饼及滤布清洗过程等脱水过程,所以,自动压滤机的生产及脱水效率最高,脱水过程也最为复杂。其中,每个脱水过程都由时间来控制,目前,中国对压滤机脱水过程时间的确定主要以操作工人的经验为主,这容易导致压滤机工作效率低。因此,优化压滤机的相关脱水工作过程从而提高其过滤效率和生产效率具有重要意义。
中外学者对于压滤机工作流程改进和压滤参数优化做了相关研究。朱桂华等[3]通过建立压滤机单滤室网格仿真模型,分析不同压力下滤液总量随时间变化的规律确定最佳过滤压力;Zhang等[4]的通过大量生产数据,利用引力搜索算法-遗传算法(gravitational search algorithm-genetic algorithm,GSA-GA)算法建立压滤脱水的两步优化模型,研究了不同参数滤饼水分和压滤机工作时间的关系;Raman等[5]通过多次的压滤机实验数据建立起人工神经网络模型(artificial neural networks,ANNs),以滤饼水分为响应变量,研究了滤饼水分与时间等变量的变化规律。
上述研究可以看出,目前有关压滤机的工作流程优化研究大多是通过建立复杂网格仿真模型进行优化分析或者是利用大量实验数据进行相关分析。利用仿真软件进行优化分析能够得到较为精确的结果,但是针对不同的研究对象需要建立不同的复杂网格仿真模型,同时对于不同种类矿浆以及不同型号压滤机需要设置不同的仿真参数,不具有继承性,导致研究过程比较繁琐;现场实验法能够获得真实可靠的实验数据,但是大量的实验需要消耗大量的资金成本和时间成本,并且难以保证每次的实验条件相同。
根据统计学理论以及压滤机滤液总量与压滤时间的变化关系,基于曲线拟合方法,现利用少量的实验数据分别对压滤机的压滤阶段、压榨阶段和空气干燥阶段分别进行流程优化分析,得到各阶段的最优工作时间,最终实现压滤机的整体工作流程优化。该方法既能够避免建立复杂网格仿真模型,也不需要大量的实验数据。同时得到压滤机3个工作阶段的滤饼水分和工作时间的回归方程,可以根据需要的滤饼水分调整各阶段压滤时间。最后将分析结果与实际生产数据对比,验证分析结果的可靠性。
1 自动压滤机优化分析
自动压滤机的工作流程包括:滤板合拢、给矿压滤、机械压榨、空气干燥、滤板拉开、卸料、滤布清洗等。滤板合拢、滤板拉开、卸料和滤布清洗的工作时间通常是固定的,而给矿压滤、机械压榨和空气干燥阶段的工作时间是根据滤饼实际情况进行调整的。因此,将对上述3个阶段的工作时间进行优化分析。自动压滤机的工作周期如图1所示,ti为当前工作阶段所用时间量,Ti(i=0,1,…,6)为压滤机各工作阶段的周期时间,其中T0为滤板合拢阶段,T1为给矿压滤阶段,T2为机械压榨阶段,T3为空气干燥阶段,T4为滤板拉开阶段,T5为卸料阶段,T6为滤布清洗阶段。
0~t6为压滤机的一个完整工作周期,通过缩短T1、T2和T3阶段的时间从而实现压滤机工作流程的优化。

图1 自动压滤机工作周期Fig.1 Working cycle of automatic filter press
1.1 给矿压滤阶段
在给矿压滤阶段,矿浆不断地进入滤室并进行初步压滤形成滤饼,该阶段压滤过程遵循达西定律:

(1)
式(1)中:Q为滤液流量;t为压滤时间;V为时间t内的滤液总体积;K为滤层渗透系数;A为过滤面积、ΔP为压力降;μ为滤液黏度系数;L为滤层厚度。
由式(1)可以看出,滤饼的滤液流量与滤饼面积成正相关、与滤饼厚度成负相关。随着给矿压滤时间的增加,处理的矿浆总量也随之增加,形成的滤饼面积和厚度也会增加。因此,合理地确定给矿压滤时间来控制滤饼面积和滤饼厚度的比值,从而保证滤液总量最优是压滤阶段的优化目标。
1.2 机械压榨阶段
入料压滤阶段结束以后停止进料,在机械压榨阶段继续增加压力对滤饼进行压榨操作,通过滤板压缩减小滤室体积,对滤饼进行挤压从而滤出水分,在该阶段,滤饼面积不会增加,滤饼厚度会被不断压缩。入料压滤阶段和机械压榨阶段的V-t关系如图2所示。

V1为给矿压滤阶段的滤液总量;V2为机械压榨阶段的滤液总量;t1为给矿压滤开始的时间;t1为机械压榨开始的时间;t2为空气干燥 阶段开始的时间图2 V-t关系示意图Fig.2 Diagram of V-t relation
从图2可以看出,机械压榨阶段的滤液总量存在一个理论极限值,继续延长压榨时间无法滤出更多滤液,反而会增加工作周期导致压滤机效率低下,所以,确定该阶段的合理工作时间是机械压榨阶段的优化目标。
1.3 空气干燥阶段
经过机械压榨后,滤饼孔隙内残留的水分无法再通过压榨的方式排出,这时,可以利用压缩空气穿透滤饼孔隙从而带走孔隙内水分以实现降低滤饼含水率。空气干燥阶段大致可分为3个阶段[6]:穿透阶段、置换阶段和蒸发阶段,具体效果如图3所示。

图3 空气干燥脱水阶段Fig.3 Air drying dehydration stage
从图3中可以看出,当压缩空气完全穿透孔隙后,滤饼孔隙内的水分基本上不再下降,继续进行空气干燥只会导致压缩空气和工作周期的增加,因此,合理地控制空气干燥阶段的工作时间是空气干燥阶段的优化目标。
综上所述,自动压滤机的优化目标是对T1、T2和T3这3个工作周期的时间进行合理优化控制,从而缩短压滤机的工作周期时间。
min(T1+T2+T3)
(2)
式(2)是本文优化目标模型,根据上述分析,各阶段滤液量随时间变化的规律都有共同特点:滤液量随着时间的增加而不断增加,但滤液量增加的速度在不断降低,直到某一时刻不再增加。因此,采用SPSS 26中非线性回归的曲线估算对各阶段V-t关系进行回归分析,最终选择最合适的模型进行拟合并得出拟合公式。
2 曲线拟合分析
对于非线性的数据进行拟合分析时,通常采用非线性模型进行回归分析,包括广义线性模型[7]、非参数回归模型[8]和曲线拟合[9]。
曲线拟合是非线性回归中的一种分析方法,通过合适的曲线模型对实验数据进行拟合得出拟合曲线,并通过最小二乘法求出拟合曲线的公式。曲线拟合在多个领域被用于拟合分析,Kozlova等[10]利用非线性曲线对血液中碳氧血红蛋白含量的浓度进行拟合分析,并得到了精度较高的结果;Tian等[11]利用非线性拟合曲线得到拟合函数,对高效鲁棒模型预测控制算法(efficient robust model predictive control, ERMPC )进行了改进,并已应用于实际的快速响应线性一级倒立摆(linear one stage inverted pendulum, LOSIP) 系统;Sun[12]对非线性弱极化区进行曲线拟合计算,得到了腐蚀体系中的极限电流密度和腐蚀电流密度;Parente等[13]通过曲线拟合建立不同模型对不同陨石矿物的反色光谱吸收带进行拟合分析;颜湘武等[14]基于曲线拟合对虚拟同步发电技术(virtual synchronous generator, VSG)技术中的转动惯量和阻尼系数进行拟合优化;杜卓等[15]通过非线性最小二乘曲线拟合对离心泵Q-H曲线进行拟合,并消除了驼峰曲线的影响。从上述研究结果可以看出,曲线拟合在多个领域都能够很好地对非线性数据进行拟合分析,并得到令人满意的结果,这说明曲线拟合具有良好的适配性和兼容性。
采用SPSS 26回归分析中的曲线估算对昆明某选矿厂压滤机的给矿压滤、机械压榨和空气干燥阶段的生产数据进行拟合分析,并求得各阶段的最优工作时间。SPSS软件中的曲线估算可以选择合适的曲线模型对数据进行拟合,并通过最小二乘法得出拟合曲线的公式参数,具有较好的拟合精度。
2.1 机械压榨拟合分析
由于给矿压滤阶段涉及的参数变量较多,先对压榨阶段进行工序时间优化分析。压榨阶段压滤机各工作参数如表1所示。
共有12组实验数据,每次实验结果的测量时间间隔为10 s,其他条件均保持不变,具体实验数据如表2所示。选择合适的曲线模型进行拟合,结果如图4所示。
经过多个曲线模型的比较,最后发现三次函数模型的拟合程度最优,并且从图4可以看出最优的压榨时间为130 s,为了进一步证明模型的可靠性,接下来对模型进行相关分析。

表1 压榨阶段压滤机工作参数Table 1 Working parameters of filter press in press stage
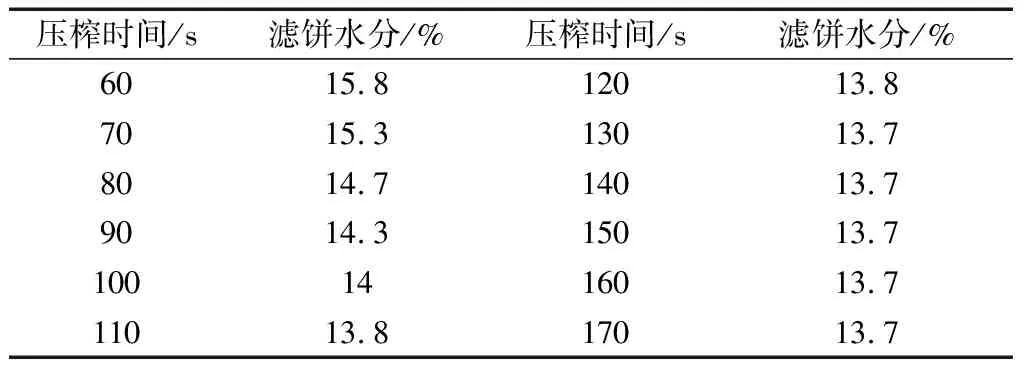
表2 压榨阶段滤饼水分实验数据Table 2 Moisture test data of filter cake in pressing stage

图4 压榨阶段拟合曲线Fig.4 Fitting curve at pressing stage
(1) 拟合优先度检验。拟合优先度检验是利用判定系数R2作为判断依据,R2取值范围是0~1,R2越接近1,则说明模型的拟合程度越好,反之,R2越接近0,则说明模型拟合效果越差,R2定义公式为
(3)

(2) 显著性检验。显著性检验是利用方差分析中统计量F及其sig.的大小进行分析判断,F越大说明显自变量对因变量的影响效果越大,F越显著说明方程拟合约有意义,其公式为

(4)
式(4)中:k为自变量个数。
(3) 回归系数检验。回归系数检验是利用t检验统计量进行判断,判断方程系数是否具有统计学意义,其公式为
(5)
判定系数和F统计量如表3所示,由拟合结果可以得出,选择三次方程模型拟合的R2为0.996,F为735.6且sig.=0<0.05,说明三次曲线对于压榨阶段滤饼水分随时间的变化有较好的拟合效果;t检验结果如表4所示,由数据可知,三次曲线回归拟合的系数都满足sig.<0,说明回归系数是显著的,都具有统计学意义。
根据上述分析,可以认为利用三次曲线对压榨阶段的压滤机工作情况进行拟合分析能够得到精确的拟合结果,三次曲线公式一般形式为
y=ax+bx2+cx3+D
(6)
式(6)中:a、b、c和D均为参数。

(7)

(8)
最后,根据表4可以得到压榨阶段滤饼水分V(t)和压滤时间t的拟合公式为
V(t)=-0.203t+0.001t2-
2.953×10-6t3+23.823
(9)

表3 压榨阶段判定系数R2和F统计量Table 3 R2 and F of pressing stage

表4 压榨阶段t检验Table 4 Student’s t test of pressing stage
2.2 空气干燥拟合分析
空气干燥拟合阶段同样采用控制变量的方法进行实验,在其他条件不变的情况下记录空气干燥阶段滤饼水分和空气干燥时间的变化数据,压滤机各工作参数如表5所示。
根据3.1节中的分析方法,对空气干燥阶段滤饼水分和时间之间的变化关系进行曲线拟合分析,工作数据共有12组,每隔20 s记录一次实验数据,具体内容如表6所示,选择合适的曲线模型进行曲线拟合,经过多次模拟确定三次曲线模型的拟合程度最好, 得到的结果如图5所示。
空气干燥阶段判断系数R2和方差检验的F统计量如表7所示,其中R2=0.994,F=472.444且sig.=0<0.05,可以看出三次曲线能够较好地模拟空气干燥阶段滤饼水分含量和空气干燥时间的关系,并且可以看出最优的空气干燥时间在160 s,此后滤饼水分基本不再改变。表8是空气干燥阶段的回归系数t检验结果,从表7中可以看出各系数都满足,说明系数是具有统计学意义的,拟合效果显著。

表5 空气干燥阶段压滤机工作参数Table 5 Working parameters of filter press in air drying stage

表6 空气干燥阶段滤饼水分实验数据Table 6 Moisture test data of filter cake in air drying stage

图5 空气干燥阶段拟合曲线Fig.5 Air drying stage fitting curve

表7 空气干燥阶段判定系数和F统计量Table 7 R2 and F of air drying stage
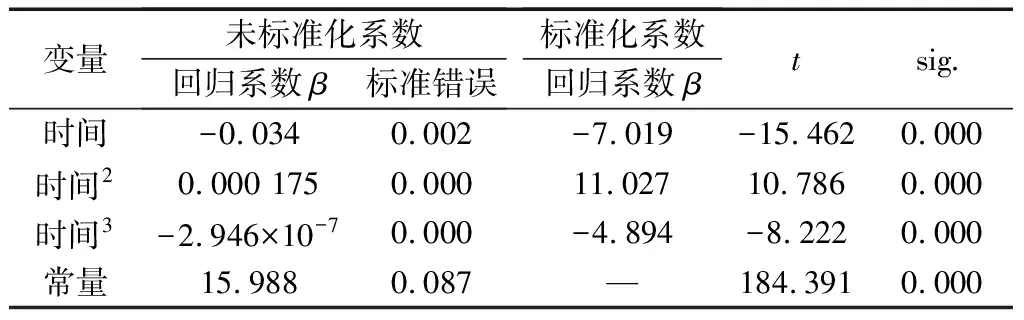
表8 空气干燥阶段t检验Table 8 Student’s t test of air drying stage
由表7的数据可知,空气干燥阶段滤饼水分和空气干燥时间的拟合公式为
V(t)=-0.034t+0.000 175t2-
2.946×10-7t3+15.988
(10)
2.3 给矿压滤拟合分析
给矿压滤阶段的工作时间长度决定了给矿量和滤饼最终厚度,因此该阶段需要考虑滤饼厚度对单位时间处理量和滤饼最终含水量的多因素影响。进行实验的矿浆浓度为53%,其余参数如表9所示。
该阶段共有17组实验数据,每组数据滤饼厚度增加1 mm,分别记录各组给矿时间、滤饼厚度、单次处理量、周期、单位时间处理量和滤饼水分,详细数据如表10所示,该阶段主要考虑滤饼厚度对单位时间处理量和滤饼水分的影响进行分析。

表9 给矿压滤阶段压滤机工作参数Table 9 Working parameters of filter press in delivering ore pressure filtration stage

表10 给矿压滤阶段实验数据Table 10 Experimental data of delivering ore pressure filtration stage
2.3.1 滤饼厚度对单位时间处理量的影响分析
将滤饼厚度作为自变量,单位时间处理量作为因变量,选择不同曲线模型进行曲线拟合,最终发现三次曲线拟合效果最好,并且可以看出滤饼厚度在30 mm时单位时间处理量最大。由于变量存在一定共线性,拟合结果剔除了一次变量,只保留二次和三次变量,拟合结果如图6所示。
对滤饼厚度与单位时间处理量关系的拟合曲线进行相关分析。表11是其判断系数R2和方差检验的F统计量的结果,其中R2=0.952,F=139.057,说明曲线拟合效果较好、拟合效果显著。
表12是滤饼厚度与单位时间处理量关系的回归系数t检验结果,从结果能够看出,剔除了一次变量的回归系数,各回归系数和常量对应显著性均小于0.05,可以认为回归系数是显著的。
从表12可以得出滤饼厚度与单位时间处理量关系的拟合公式为
y=0.018x2-0.003x3-8.169
(11)
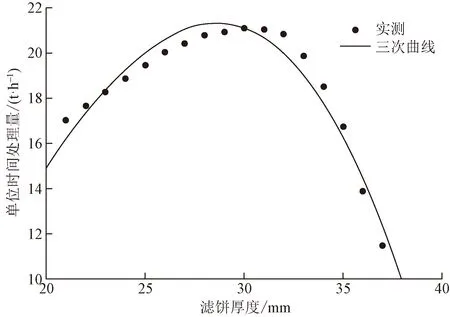
图6 滤饼厚度与单位时间处理量关系Fig.6 Relationship between filter cake thickness and unit time processing capacity

表11 滤饼厚度与单位时间处理量关系的 判定系数和F统计量Table 11 R2 and F of relationship between filter cake thickness and unit time processing capacity

表12 滤饼厚度与单位时间处理量的t检验Table 12 Student’s t test of filter cake thickness and unit time processing capacity
式(11)中:x为滤饼厚度;y为单位时间处理量。
2.3.2 滤饼厚度对滤饼水分的影响分析
将滤饼厚度作为自变量,滤饼水分作为因变量进行曲线拟合,根据生产过程中的实际情况并结合生产数据选择合适的曲线模型并对比拟合效果,最终选择对数函数进行拟合,拟合结果如图7所示。
从图7可以看出,用对数函数对滤饼厚度和滤饼水分关系进行拟合效果较好,并且能够反映实际生产中的变化趋势。表13是判断系数R2和方差检验的F统计量的结果,R2=0.843,F=80.735,说明曲线拟合效果尚可,能解释因变量84.3%的变化。
表14是滤饼厚度与滤饼水分的回归系数t检验结果,其中变量和常量的sig.都小于0.05,说明回归系数显著,具有统计学意义。
对数函数的公式为
y=B+blnx
(12)
将表14中数据代入式(12)得滤饼厚度y与滤饼水分x的回归方程为
y=8.792+1.392lnx
(13)

图7 滤饼厚度与滤饼水分关系Fig.7 Relationship between cake thickness and cake moisture

表13 滤饼厚度与滤饼水分的判定系数和F统计量Table 13 R2 and F of cake thickness and cake moisture

表14 滤饼厚度与滤饼水分关系t检验Table 14 Student’s t test of cake thickness and cake moisture
从上述拟合结果可以看出,在滤饼厚度为30 mm时单位时间处理能力最大,虽然滤饼水分随着滤饼厚度的增加而增加,但是,综合考虑单位时间处理能力和滤饼水分,在保证滤饼水分达标的情况下,最终确定最优滤饼厚度为30 mm,其对应工作时间为155 s。
3 实验结果分析
从上面分析结果能看出来,无论是压榨阶段还是空气干燥阶段都存在一个最优的工作时间,若工作时间太短则会导致一部分滤饼水分没有排出而达不到生产标准,若工作时间太长,虽然能够保证最终水分能够达标,但是继续延长工作时间滤饼水分也不会再发生改变,这不利于提高生产效率和压滤机的利用率,间接导致了生产成本的提高。
给矿压滤阶段要对工作时间进行优化,首先需要考虑滤饼厚度对单位时间处理量和滤饼水分的影响,在保证单位时间处理量最大的情况下确定滤饼厚度从而反推给矿压滤阶段的最优工作时间。
经过拟合分析得到的各阶段最优工作时间与实际生产实验得到的各阶段最优工作时间如表15所示。

表15 优化工作时间与实际生产工作时间Table 15 Optimization of working hours versus actual productive working hours
从表15可以看出,压榨阶段和空气干燥阶段的最优工作时间拟合结果与实验结果一致,而给矿压滤阶段的最优工作时间则存在一定误差,原因如下:①曲线拟合只能在一定程度上实现数据的拟合分析,不能完全符合实验数据的结果;②压滤阶段是以滤饼厚度为依据进行分组实验,导致各组压滤机的工作时间间隔较大,不能很好地对最优压滤时间进行分析;③给矿压滤阶段曲线拟合的R2=84.3%,只能解释因变量变化的84.3%,相比于机械压榨阶段的R2=0.994和空气干燥阶段的R2=0.952,拟合效果相对有所不足。
4 结论
采用统计分析软件SPSS 26对昆明某矿的自动压滤机生产数据进行曲线拟合分析,利用少量的实验数据对压滤机的给矿压滤阶段、机械压榨阶段和空气干燥阶段的生产数据进行了拟合分析以寻求最优工作时间,并得到了较为不错的分析结果,同时得到了压滤机3个工作阶段的滤饼水分和工作时间的回归方程,可以根据需要的滤饼水分调整各阶段压滤时间。最后,通过与实际生产情况对比,在一定程度上证明了统计分析软件SPSS 26能够对压滤机的脱水工作流程进行优化分析,从而避免了繁琐的仿真模型建立和大量的实验过程。
采用统计分析方法对压滤机的最优脱水工作时间进行相关分析,具有一定生产指导意义和研究价值,能够为统计分析方法在选矿行业的应用提供参考价值。
