中空玻璃微珠填充聚氨酯发泡材料的吸声性能与动态力学性能研究
2023-02-07张伟程罗鸿兴江学良
张伟程,胡 祥,罗鸿兴,金 卉,游 峰,2*,江学良,姚 楚
(1.湖北省等离子体化学与新材料重点实验室,武汉工程大学材料科学与工程学院,武汉 430205;2.佛山(华南) 新材料研究院,广东 佛山 528200)
0 前言
随着现代社会的高速发展,建筑、工业、交通等领域的噪声污染日益突出,对人们的身心健康和生活质量带来严重影响,已成为社会各界和专家学者密切关注的重大问题[1⁃5]。吸声是减小噪音的重要途径之一,制备高性能吸声材料已成为降低噪音的研究重点。目前,常见的吸声材料可分为多孔吸声材料和共振吸声材料两大类。较共振吸声材料而言,多孔吸声材料具备更优异的吸声降噪性能和良好的适用范围,因此得到更为广泛的应用[6⁃7]。
PU是一种广泛应用于吸声材料的聚合物[8],以PU为基体制备的多孔性泡沫塑料力学性能好、吸声减振性好,且其密度、强度等性质可随原料的改变而发生变化。Hyeon等[9]的研究表明经油酸化学处理的碳酸钙填料相比未经过化学处理的碳酸钙,与PU基体的相容性增强,且材料的平均吸声系数均有一定提高,当碳酸钙含量为6 %时,材料的吸声系数最大;Hi⁃lal等[10]制备了天然纤维水稻废料增强PU复合泡沫材料。研究表明,当水稻废料含量为5 %时,复合材料的吸声性能和拉伸强度最佳,最大吸声系数出现在4 700 Hz处,且拉伸强度比纯PU材料提高7.2 %,为0.255 MPa。
TCP作为常见的增塑剂,极性强,与PU相容性好,能有效降低PU的加工温度。HGB是一种内含气体的微米级空心无机填料。HGB填充PU基体在降低复合材料密度的同时,还能使材料具备一定的强度和韧性;HGB内的空腔提供了丰富的孔洞结构,使材料阻抗与空气阻抗进一步匹配。
目前,对HGB共混聚合物复合体系已有一定研究,但绝大部分研究仅侧重于探究HGB的加入对复合材料力学性能或隔声性能的影响[11⁃13],对 HGB 影响材料吸声性能方面的研究少之又少。此外,制备轻质且在宽频范围内都有较高吸声系数的材料具有广阔的研究价值[14]。综上,本研究采用对PU进行增塑、添加无机填料和发泡的方式协同提高PU材料的吸声性能,以熔融共混技术及热压法制备软质PU/TCP、PU/TCP/HGB、PU/TCP/HGB/AC吸声材料;对软质吸声材料进行声学性能和动态力学性能分析,探究增塑剂TCP、填料HGB、AC发泡剂含量对材料吸声性能的影响;对PU/TCP、PU/TCP/HGB材料进行动态力学性能分析以进一步确定复合材料最优组成的合理性,为制备轻质高性能、宽频吸声材料提供了重要的实验与理论依据。
1 实验部分
1.1 主要原料
PU,1170A,巴斯夫化学有限公司;
TCP,分析纯,国药集团化学有限公司;
HGB,市售;
AC发泡剂,工业级,武汉汉洪化工厂。
1.2 主要设备及仪器
热压机,R3202,武汉启恩科技有限公司;
哈普转矩流变仪,RM⁃200A,赛默飞世尔公司;
动态力学分析仪(DMA),Q800,美国TA仪器;
二通道声阻抗管,SW⁃477,北京声望声电技术有限公司;
扫描电子显微镜(SEM),JSM⁃5510 LV,日本电子株式会社;
全自动真密度及孔隙率测试仪,3H⁃2000,贝士德仪器科技(北京)有限公司。
1.3 样品制备
软层PU/TCP材料的制备:将PU与增塑剂TCP充分混合,于120 ℃的哈普转矩流变仪中熔融共混10 min,然后于压力为15 MPa、温度为125 ℃的热压机中定型,制得软层PU/TCP材料,TCP的质量分数分别为0、10 %、15 %、20 %、25 %、30 %;
软层PU/TCP/HGB材料的制备:将PU与质量分数为25 %的增塑剂TCP充分混合,再与HGB高速混合后于120 ℃的哈普转矩流变仪中熔融共混10 min,然后于压力为15 MPa、温度为125 ℃的热压机中定型,制得软层PU/TCP/HGB材料,HGB的质量分数分别为0、5 %、10 %、15 %、20 %;
软层发泡PU/TCP/HGB/AC材料的制备:将PU与质量分数为10 %的HGB、质量分数为25 %的增塑剂TCP、AC发泡剂高速混合,充分增塑后于120 ℃的哈普转矩流变仪中熔融共混10 min,然后于压力为15 MPa、温度为125 ℃的热压机中定型,最后于压力为5 MPa、温度为165 ℃下发泡制得软层发泡PU/TCP/HGB/AC材料,AC发泡剂的质量分数分别为0、1 %、2 %、3 %。
1.4 性能测试与结构表征
吸声性能测试:利用二通道声阻抗管对PU/TCP、PU/TCP/HGB、PU/TCP/HGB/AC样品的吸声性能进行测试,样品厚度为1 mm、直径为30 mm,声波频率范围为1 000~3 000 Hz;
动态力学性能测试:利用动态力学分析仪测试PU/TCP、PU/TCP/HGB、PU/TCP/HGB/AC 样品的动态力学性能,样条尺寸为17.5 mm×6.5 mm×1.5 mm,测试频率为1 Hz,升温速率为3 ℃/min,测试温度范围为-55~50 ℃;
形貌表征:将PU/TCP/10 %HGB、PU/TCP/HGB/AC样品用液氮脆断,断面喷金后利用SEM表征复合材料的微观形貌,测试电压20 kV;
孔隙率测试:利用全自动真密度及孔隙率测试仪在氦气气氛下测试PU/TCP/HGB/AC材料的孔隙率,样品厚度为1 mm、直径为30 mm,将样品均匀四等分后放入样品管内测试。
2 结果与讨论
2.1 TCP含量对软质PU/TCP材料吸声性能的影响
TCP是一种常见的酯类极性增塑剂,通过屏蔽效应削弱PU分子链间的作用力,提高分子链运动能力以增加 PU 的可塑性和加工性能[15⁃16],从而使 PU的发泡效果及吸声性能得到提升。本节以纯PU为对比样,研究了不同含量TCP对PU/TCP材料吸声性能的影响。如图1所示,未添加TCP时,PU的刚性较大,聚合物大分子链段运动能力弱,声能在材料内部不能有效转变为热能耗散,阻尼减振作用小,因此材料的最大吸声系数不超过0.2,吸声性能差。在一定范围内,随着TCP含量的提高,PU/TCP材料在1 000~2 000 Hz频率处的吸声系数逐渐增加,最大吸声系数所处峰值大致向低频方向移动。当TCP含量为25 %时,PU/TCP材料的平均吸声系数最高,最大吸声系数在1 250 Hz处达到最大值,为0.53,而当TCP含量为30 %时,最大吸声系数明显降低,材料的吸声性能下降。加入一定量增塑剂时,增塑剂小分子进入到聚合物分子间,通过偶极作用使自身的极性基团与聚合物分子间的极性基团发生相互作用,降低了聚合物分子间力和聚合物的玻璃化转变温度[17],提高了聚合物分子链的运动能力及复合材料的黏弹性和阻尼性能,使声波在材料内部的损耗增加,从而提升材料在1 000~2 000 Hz频率处的吸声性能。但当TCP含量为30 %时,过多的增塑剂可能引起材料模量进一步下降而导致材料与空气阻抗失配,使大部分声波在材料表面被反射,不能进入材料内部得到有效地耗散,从而使材料的吸声系数降低。综上所述,当TCP含量为25 %时,PU的吸声性能最佳。

图1 TCP含量对PU/TCP材料吸声系数的影响Fig.1 Effect of TCP content on sound absorption coefficient of PU/TCP composites
2.2 HGB含量对软质PU/TCP/HGB材料吸声性能的影响
HGB是一种空心的微米级无机填料,能在降低复合材料的密度的同时提高聚合物的力学性能。当增塑剂TCP含量为25 %时,研究了不同含量HGB的加入对PU/TCP/HGB吸声性能的影响,其吸声系数如图2所示。可以明显看到,随着HGB含量的增加,PU/TCP/HGB材料的最大吸声系数逐渐降低,吸声系数峰向入射声波的高频方向移动。与未加入HGB的空白组对比,单纯地加入无机填料HGB并不能有效地提高材料总体的吸声性能,当HGB含量较少时,HGB可能在材料中分布不均而造成孔洞大小不一;加入HGB质量分数过多可能会使无机填料粒子发生团聚现象,反而使材料在低频处吸声性能下降[18⁃19]。但可以明显看到,由于HGB具有质轻密度低的特点,可以有效降低PU/TCP/HGB材料的密度,提高材料的孔隙率,使材料在高频处吸声性能提高[20]。因此,通过对HGB添加量的控制可以改变PU/TCP/HGB材料在不同频率对声波的吸收,这为制备特定吸收频段的吸声材料提供了实验依据。综上所述,对PU/TCP/HGB材料的最大吸声系数和吸声频段综合考虑,选用HGB质量分数为10 %时,吸声性能最好。
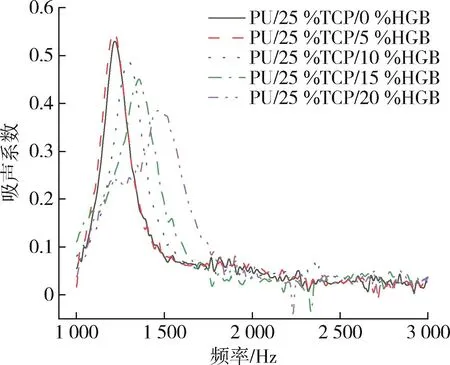
图2 HGB含量对PU/TCP/HGB材料吸声系数的影响Fig.2 Effect of HGB content on sound absorption coefficient of PU/TCP/HGB composites
2.3 AC含量对软质PU/TCP/HGB/AC材料吸声性能的影响
以PU/25 %TCP/10 %HGB材料为对比样,研究了AC的添加量对PU/TCP/HGB/AC材料吸声性能的影响。AC发泡剂的加入有利于提高材料的吸声性能,当加工温度高于AC发泡剂的分解温度时,AC发泡剂发生分解反应产生气体并在材料内部占有一定空间[21],为PU/TCP/HGB/AC材料提供丰富的泡孔结构,增加了声波在材料里的绕射路径和损耗。当AC发泡剂添加量在一定范围内增加时,产生的泡孔数量增加,泡孔因气体量增加发生膨胀,从而使泡孔孔径增大,PU/TCP/HGB/AC材料的吸声性能提高,同时吸收峰向高频声波方向移动。如图3所示,当AC添加量为2 %时,PU/TCP/HGB/AC材料的吸声性能最佳,最大值出现在1 714 Hz附近,为0.55,平均吸声系数达0.29。但当AC发泡剂添加量为3 %时,PU/TCP/HGB/AC材料的吸声性能出现了明显下降,且吸收峰向低频声波移动。可能的原因是AC发泡剂的添加量过多,造成泡孔内气压过大,材料的熔体强度难以支撑材料承受气体压力,从而使泡孔发生合并或坍塌现象[22],破坏了材料原本的泡孔结构,使材料的吸声性能降低。
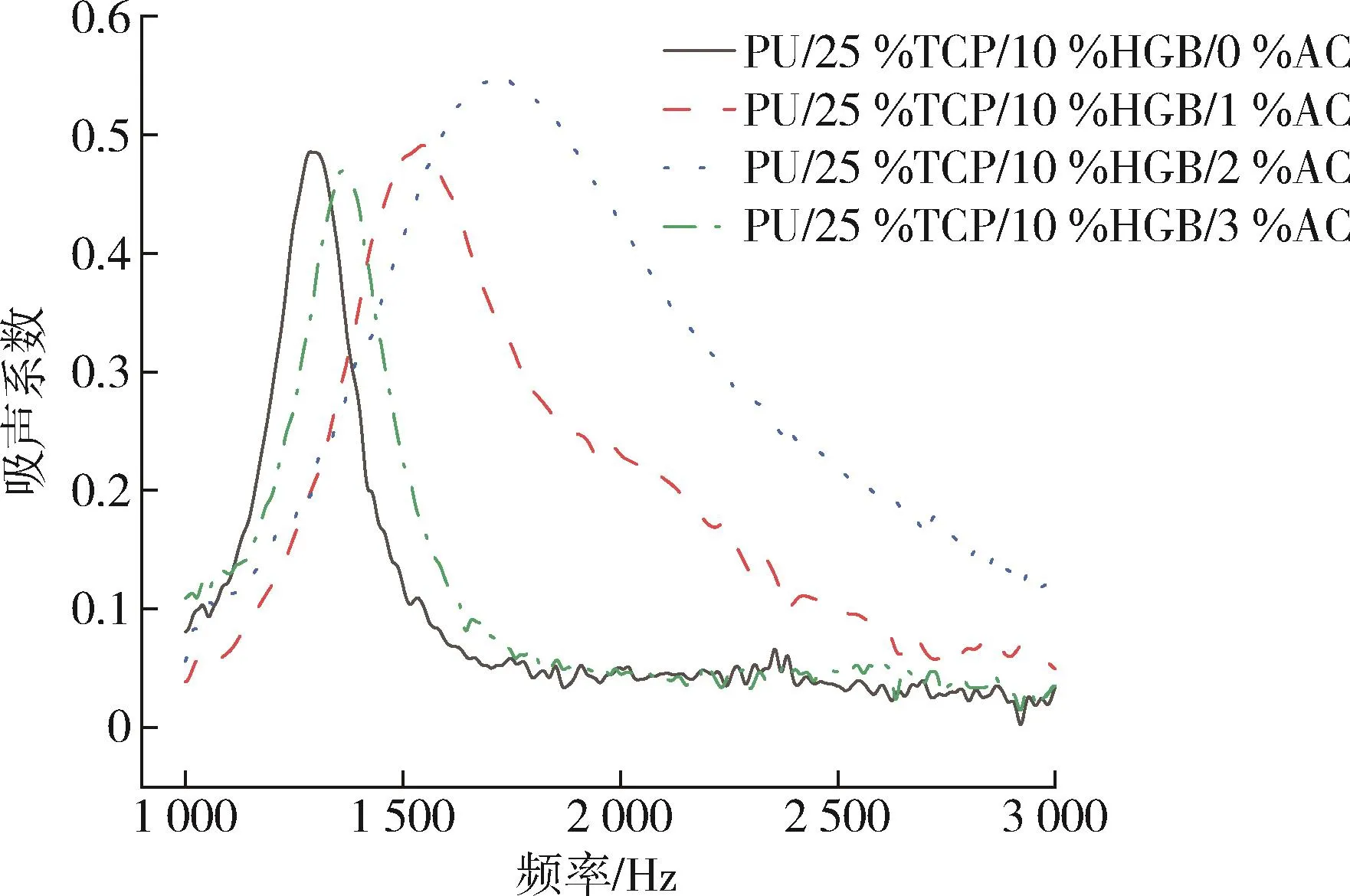
图3 AC发泡剂含量对PU/TCP/HGB/AC材料吸声系数的影响Fig.3 Effect of AC content on sound absorption coefficient of PU/TCP/HGB/AC composites
以SEM照片验证了PU/TCP/HGB/AC材料吸声系数数据的真实性及猜测的合理性。图4为不同含量AC发泡剂的PU/TCP/HGB/AC材料的SEM照片。图4 (a)中,未添加AC发泡剂的PU/TCP/HGB材料中,不存在泡孔,仅存在具有中空结构的HGB,声波在材料内部的绕射能力不佳,从而降低材料对声波的吸收能力;当AC发泡剂含量为2 %时,如图4(b)所示,发泡剂产生的气体量适宜,在材料内部形成的泡孔均匀、密集且大小适当,平均泡孔直径在60 µm左右,此时材料具备较好的吸声性能;而当AC发泡剂含量为3 %时,从图4 (c)可以看到,发泡剂分解产生的气体量过大使泡孔内气体压力增大从而使泡孔发生膨胀,与邻近泡孔发生合并,造成部分泡孔孔径过大甚至发生泡孔坍塌现象,导致单位体积内泡孔数目减少,反而使PU/TCP/HGB/AC材料的吸声性能下降。
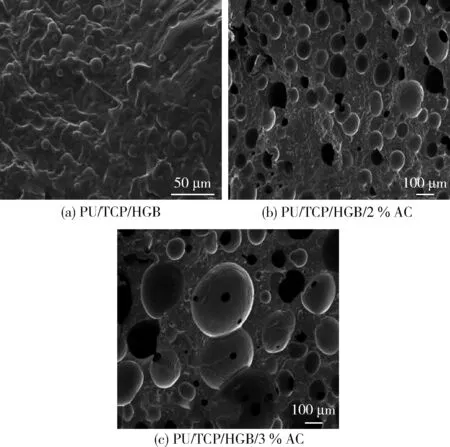
图4 不同含量AC发泡剂的PU/TCP/HGB/AC材料的SEM照片Fig.4 SEM of PU/TCP/HGB/AC composites with different content of AC foaming agent
2.4 AC发泡剂含量对PU/TCP/HGB/AC材料开孔率的影响
针对PU/TCP/HGB/AC材料的发泡情况,对AC发泡剂含量分别为1 %、2 %、3 %的试样进行了孔隙率测定,结果如表1所示。在试样外观体积一定时,随着AC发泡剂含量的提高,PU/TCP/HGB/AC材料内部因发泡剂分解而产生大小不一的孔洞,因此开孔体积和开孔率均有明显提高,最大开孔率可达63.744 %。孔隙率的大小是影响材料吸声性能的重要因素,一定范围内,材料的孔隙率越大,材料内部的孔洞体积就越大,声波通过孔洞时摩擦实现的耗散作用也越大,即材料的吸声效果越好。但需要说明的是,PU/TCP/HGB/3 % AC材料的开孔率虽达到最大值,其吸声效果却远不如PU/TCP/HGB/2 % AC,这是因为过量的AC发泡剂增大了泡孔大小,虽增大了孔隙率,却也减少了声波在材料内部的绕射路径,降低了声波发生多次碰撞的可能性,导致声波在材料内部不能充分得到耗散,这一结论也和SEM照片的现象相一致。因此,要使材料具有良好的吸声效果,就要保证材料具有较高的孔隙率的同时泡孔细密均匀。
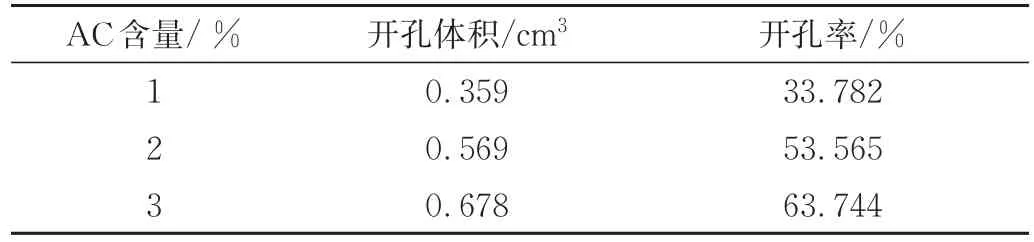
表1 AC发泡剂含量对PU/TCP/HGB/AC材料开孔率的影响Tab.1 Effects of different content of AC foaming agent of the porosity of PU/TCP/HGB/AC composites
2.5 TCP、HGB、AC发泡剂含量对PU材料吸声频率宽度的影响
为衡量添加剂对PU材料吸声频段的具体影响,以材料吸声系数的半峰宽,即吸声系数峰值的一半所对应的频率宽度作为标准。如表2所示,当TCP、HGB、AC含量变化时,材料的半峰宽大小呈现一定规律。可以看到,当TCP的含量增加时,PU/TCP材料的半峰宽呈减小的趋势;HGB的含量增加,PU/TCP/HGB材料的半峰宽呈增大的趋势;AC发泡剂的含量增加,PU/TCP/HGB/AC材料的半峰宽在一定范围内也呈现增大的趋势,且增大趋势最为明显,半峰宽最大值可达946 Hz。材料具有较大的半峰宽可以表明材料能够适应更多不同频率的声波,在较长的频率范围内能够保持优异的吸声性能,与前文的结论相结合可以发现,增塑剂、无机填料和发泡剂的引入可以改变材料在特定频率对声波的吸收强度及具有较大吸收强度的频率范围,为制备轻质宽频高性能吸声材料提供了一种可行方法。
表2 TCP、HGB、AC发泡剂含量对不同材料吸声系数频率半峰宽大小的影响Tab.2 Effects of different content of TCP, HGB and AC foam⁃ing agent on the half peak width of sound absorption coefficient frequency of different composites
2.6 PU/TCP和PU/TCP/HGB材料的动态力学性能分析
材料的动态力学性能是指材料在交变载荷下的力学响应性,能够有效反映复合材料的黏弹性和阻尼性能。本文以储能模量和损耗因子2个参数指标以评估TCP和HGB对PU/TCP和PU/TCP/HGB材料动态力学性能的影响,通过动态力学性能分析,从材料结构方面验证进一步验证选取TCP含量为25 %、HGB含量为10 %的合理性。
储能模量用于反映黏弹性材料储存弹性变形能量的能力。在相同温度下,材料的储能模量越大,储存弹性变形的能量也越大,刚性也越大[23⁃24]。如图5(a)中,随着增塑剂TCP含量的增大,PU/TCP材料的储能模量呈降低的趋势。增塑剂小分子作用于聚合物大分子链段中,降低大分子间作用力,链段更容易发生运动,从而降低了PU/TCP材料的刚性,即材料更为疏松,其阻抗与空气阻抗相匹配,使声波容易进入到材料内部发生损耗。
损耗因子(tanδ)是材料损耗模量与储能模量的比值。在周期性应力的作用下,由于高分子具有黏弹性,大分子链段的重排使应变总是落后于应力变化并造成一定的能量损耗。损耗因子越大,分子链段运动受到的摩擦力越大[25],对入射声能造成的损耗也越大。当损耗因子处于最大值时,应变落后于应力的相位差最大,此时聚合物分子处于玻璃态和高弹态之间,损耗因子对应的温度即为聚合物的玻璃化转变温度[26]。如图5( b)中,随着TCP含量增大,PU/TCP材料的损耗因子峰值增大、峰形变尖,且TCP降低了PU/TCP材料的玻璃化转变温度,PU/0 %TCP、PU/25 %TCP的玻璃化转变温度分别为-28.5 ℃和-31.5 ℃。增塑剂可以降低PU的模量,使入射进材料内部的声波增加,声能在材料内部耗散的部分也相应增加。可以看到,当TCP含量为30 %时,PU/TCP材料的玻璃化转变温度没有明显降低,但储能模量进一步下降,这不利于材料在发泡过程中形成大小均匀的泡孔。而相比于PU/30 %TCP,PU/25 %TCP的储能模量较为适中且仍具有较高的损耗峰,能使PU具有较好的发泡效果,因此对TCP的具体含量进行综合分析,TCP含量为25 %时为宜。
图5 TCP含量对PU/TCP材料动态力学性能的影响Fig.5 Effect of TCP content on dynamic mechanical properties of PU/TCP composites
图6为HGB含量对PU/TCP/HGB材料储能模量和损耗因子的影响。图6(a)中,随着HGB含量增加,PU/TCP/HGB材料的储能模量逐渐提高,HGB作为无机增强填料,有助于提高材料的刚性和熔体强度。当HGB含量为10 %时,PU/TCP/HGB材料具有适宜的刚性,使材料在发泡过程中能够承受发泡剂分解产生的气体压力,一定程度上降低气体的散失,同时防止孔壁因过大的气体压力发生坍塌现象,有利于保证泡孔形成时的均匀性和密集性。图6(b)中,随着HGB含量增加,损耗因子的峰值逐渐下降且HGB降低了材料的玻璃化转变温度,变化值在2.5 ℃左右。HGB可能在材料内部发生聚集,降低了聚合物大分子的连续性和分子间作用力[27],使链段运动时受到的摩擦力减小,从而降低了玻璃化转变温度和损耗因子峰值。HGB使PU/TCP/HGB材料阻抗与空气失配,使声波在材料内部的耗散能力下降,但HGB有利于提高材料的刚性,避免材料在发泡过程中发生泡孔合并或坍塌现象[28⁃29]。综合吸声性能和动态力学性能分析,HGB添加量为10 %时为宜。
图6 HGB含量对PU/TCP/HGB材料动态力学性能的影响Fig.6 Effect of HGB content on dynamic mechanical properties of PU/TCP/HGB composites
综合吸声性能分析、孔隙率分析、动态力学性能分析可以得出:增塑剂TCP的引入能够提高聚合物的黏弹性与损耗因子,加快声波在材料内部的耗散;无机填料玻璃微珠的引入能够降低材料的密度,改变吸声峰所处的频率位置,使材料能够在不同频率具有不同的吸声效果,增大材料的熔体强度,使材料在发泡过程中能够形成均匀密集的泡孔结构;AC发泡剂的引入为材料提供了大量的泡孔,使材料具有较高的孔隙率,增加声波在材料内部的绕射路径,大幅度增强了材料整体的吸声性能,使材料具有较宽的吸声峰。
3 结论
(1)当TCP含量为25 %、HGB含量为10 %、AC发泡剂含量为2 %,综合分析材料的吸声性能最佳,最大吸声系数出现在1 714 Hz,为0.55;
(2)随着TCP含量的提高,PU/TCP的储能模量下降而损耗因子峰值提高;随着HGB含量的提高,PU/TCP/HGB的储能模量提高而损耗因子峰值下降,根据动态力学性能分析,进一步确定了TCP含量为25 %、HGB含量为10 %作为复合材料体系最佳结构的合理性;
(3)对材料的吸声系数大小及半峰宽长度进行分析,发现通过改变TCP、HGB、AC发泡剂的含量可以改变在特定频率对声波的吸收强度及其在较大吸收强度时的频率范围,这对制备轻质宽频吸声材料有重要启示。
