连纹陶瓷大板及生产过程控制*
2023-02-03刘忠良
刘忠良
(蒙娜丽莎集团股份有限公司 广东 佛山 528211)
1 陶瓷大板的应用及连纹陶瓷大板的装饰特点
陶瓷行业发展至今,经历了四次浪潮,分别以彩釉砖、抛光砖、仿古砖、抛釉砖为标志,到2020年陶瓷行业兴起的岩板、大板,标志以其为代表的第五次浪潮已经形成[1]。随着行业的发展,先进设备的推出,工艺的更新,各种规格、工艺的陶瓷岩板、大板产品推入市场,成为市场新兴的主流产品。
随着岩板、大板的兴起,其用途被大力开发,相较传统建筑陶瓷使用领域更广泛,不仅可以用于墙地面装饰,还可以用于家居行业,例如橱柜、浴室柜、桌面面板等。当今社会随着人们生活水平的提高,人们对室内装饰的要求日益提高,不仅追求装饰的美观,更加注重健康环保等方面。在室内装饰方面,室内墙面主要有以下几种材料:①墙纸(墙布),成本底,但易受环境影响,其使用寿命较短;②乳胶漆,与室内环境搭配效果好,但有一定程度的异味,不易清洁;③硅藻土,环保美观,具有一定的吸收有害气体和调湿效果,但不防污;④天然石材,富有质感纹理清晰,简洁大气,装饰效果美观,然而成本高,甚至存在一定的放射性;⑤传统小规格瓷砖,选择性多,使用寿命长,然而因铺贴缝的存在,不够美观大气。
针对以上室内装饰材料,陶瓷大板完美地克服了其存在的装饰缺点。陶瓷大板色泽丰富、纹理自然、连贯性强、层次丰富,根据室内装饰特点,可以完美地与家居环境搭配。高强度的陶瓷大板使用寿命长,良好的防污能力,在使用过程中易清洁。陶瓷大板规格的多元化,可以根据家居环境选择适合大小的规格,同时连纹效果的陶瓷大板拼贴,形成整面的画作,使装饰环境更加具有文化气息,提升生活品味。如图1左图为1 200 mm×2 400 mm 规格三连纹版面展示效果;图1右图为800 mm×2 700 mm 四连纹大板的展示效果。

图1 连纹大板装饰效果
连纹大板装饰效果极佳,应用范围广泛,具有较大的市场潜力,然而大板连纹效果的偏差对装饰美感具有很大影响,因此在生产过程中大板连纹效果的控制是个重点和难点问题。陶瓷生产工艺是个复杂的过程,生产过程中一个或多个生产工序出现波动,都会影响成品的铺贴连纹效果。对于连纹大板系列产品,均是对成品铺贴评估连纹效果,当出现错位时,基本是无法补救,造成陶瓷生产厂家损失大。尤其是多连纹版面,当其中一块出现拼贴错位,会导致整个一组产品降级,而且在分级过程中易出现漏检,这些产品流入市场易引起客户投诉,对产品品牌造成负面影响。
2 陶瓷大板连纹效果生产过程控制
2.1 设计图案要求
连纹大板设计图尺寸大于连纹铺贴大小,根据生产规格,在设计图中截取对应产品规格图案。由于连纹大板是多个面拼贴一起,设计图为截取的几个连续图为一组。陶瓷大板生产过程中存在烧成收缩和烧成后磨边,在裁切设计图时要考虑收缩比列和磨边尺码,因此不同面的设计图在拼贴边有重复位置才能实现磨边好图案纹理的连接。以某厂生产800 mm×2 400 mm 规格三连纹陶瓷大板为例,成形后干燥坯尺码910 mm×2 736 mm,烧成尺码817 mm×2 445 mm,烧成收缩约10%,根据成品要求,磨边工序长边磨边17 mm,短边磨边45 mm。计算烧成收缩,拼贴边重复宽度为18.6 mm。如图2,A 面(A+a+b),其中A 区域高2 736 mm,宽891.4 mm,a区宽9.3 mm,b区宽9.3 mm;B 面(a+b+B+c+d),其 中B 区 域 宽872.8 mm,c、d区各宽9.3 mm;C面(c+d+C),其中C区宽891.4 mm,c、d区各宽9.3 mm。经过烧成后,A 面磨边磨掉b区域,B面磨掉a区域和d区域,C 面磨掉c区域,从而实现纹理的拼贴连贯效果。
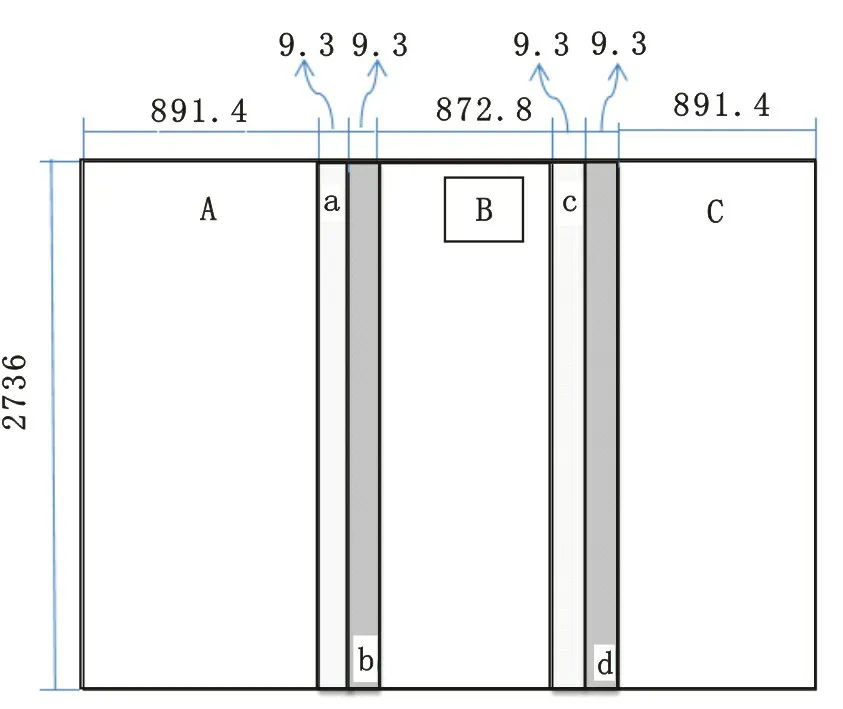
图2 某厂800 mm×2 400 mm 陶瓷大板设计裁切尺码
陶瓷大板连纹错位损失大,因此在截取设计图时尽量减少或避免错位视觉差异大的图案位置,减少图案纹理连续性部位,增加错位允许空间。例如拼贴位置,线条纹理过多,当整体错位或由于收缩不一致导致的局部错位,易导致线条纹理连接不上,整体视觉上连纹效果差。
2.2 干燥坯尺码的控制及喷墨对中
在生产连纹陶瓷大板的过程中,在喷墨图案尺码固定的情况下,干燥坯尺码的波动情况下,易导致砖坯无法完整地打印在砖坯表面。当干燥坯尺码片大时,会出现一条边白边,如图3,经烧成磨边后,设计设定重复位墨不掉,形成连接位置重复;当干燥坯尺码偏小时,喷墨设计图部分无法打印在砖面,如图4,深色区域设计图无法打印在砖面,经过烧成磨边后,设计非重复位置磨掉,从而导致连接位部分图案缺失。
图3 干燥坯尺码偏大打印效果
图4 干燥坯尺码偏小打印效果
在陶瓷大板兴起的今天,市场需求日益多样化,不同规格的陶瓷大板在市场上具有一定的需求量。现陶瓷大板线,使用压机压制大规格陶瓷板,再匹配相应的切割设备,例如萨克米辊筒压机、西斯特姆SF 压机,在压机压制成形后,使用切割设备切割成需要生产的规格,以此保证生产线的灵活性,满足市场需求。在保证切割效率的情况下,对高压成形致密度高的砖坯进行切割,因此切割设备稳定的运转是保证切割尺码的稳定的关键。尺码的稳定性是影响成品连纹效果的一个重要因素。
成形后砖坯经过切割或不切割进行干燥,在干燥过程中,一方面水分排出,干燥坯会收缩,导致干燥坯尺码变小;然而另一方面,高压成形后,在干燥过程中,粉料所受应力释放,砖坯膨胀,会导致干燥尺码变大。综合考虑,在统计多种压机成形干燥坯尺码,绝大多数砖坯经过干燥后,尺码会变大,多偏大1 mm 内,整体对喷墨连纹效果影响不大。
在稳定的控制干燥尺码的情况,要保证设计图案完整地打印在砖面上,就必须保证走砖位置与使用的喷墨喷头对应,一旦砖坯走歪,会导致设计图案在砖坯上倾斜,烧后连纹错位严重。因此,喷墨走砖对中,对生产连纹大板极为重要。以蒙娜丽莎生产陶瓷大板对中机为例(见图5),根据陶瓷大板生产规格及喷墨机使用喷头位置,调整好挡板位置,当砖坯到对中机处,被电眼1234感应到,皮带升起高于辊棒,托起砖坯向挡板靠近对齐,然后皮带下降,辊筒运行,砖坯进入喷墨机,以这种方式实现砖坯稳定的进入喷墨机。在砖坯稳定地进入喷墨机皮带,通过校准喷墨打印偏移,就可以实现设计文件完整地打印在砖坯表面。

图5 一种陶瓷大板的喷墨对中设备
2.3 烧成尺码及磨边尺码的控制
陶瓷砖坯在烧成过程中会发生各种物理化学反应,以及其他多种因素的影响,烧成后收缩不一致,从而导致烧成砖坯尺码偏差较大,如同一块砖大小头,中间尺码小等,不同砖存在尺码偏差等,在经过磨边后极容易出现连纹效果差。当烧成后,陶瓷大板长边偏差大,经过磨边铺贴,易出现上下错位;当烧成后,短边尺码偏差大,易导致连接位重复或缺失。因此,陶瓷烧成过程尺码稳定是保证良好连纹效果的一个重要因素。
影响砖坯烧成尺码稳定性有多重因素,其中主要有以下几个方面:①烧成制度的影响,过烧和生烧均会导致尺码偏大,因此在窑炉烧成制度不合理的情况下,尺码不稳定,容易出现连纹错位;②窑炉温度气氛的均匀性,不同窑位过大的温度偏差易导致尺码偏差大,例如现在行业中的双层窑炉,上下层不同窑位,可能存在尺码差异大;③压机的成形压力的均匀性,成形过程中,局部位置压力偏差导致局部位置偏差,导致坯体致密度差异,烧成收缩不一致,尤其是四边偏差,易导致尺码波动大,连接错位;④布料的均匀性,布料越不均,布料过程中,粉料由中间向两边流动,中间粉料堆积密度比边上高[2],边上烧成收缩易存在较大偏差,例如传统的压机这种现象会比较明显,而近两年流行的压机成形后,切除致密度偏差大的边,烧成尺码基本比较稳定。连纹陶瓷大板对尺码稳定性要求高,只有从粉料成型到烧成严格控制,才能保证尺码的稳定,才能实现良好的连纹效果。
陶瓷坯体经过烧成后,其尺码大于成品尺码,经磨边制备对应规格的成品。具有稳定的烧成尺码的半成品,磨边工序的偏差率也会影响连纹效果。在磨边过程中,调试半成品进入磨边机走砖情况,实现精确对位,确保每片砖对应边磨损量接近,尺码偏差小。同时磨边过程中,严格控制边直度,否则会出现拼接的两个面部分拼效果好,部分拼接效果差的情况。所以,经过烧成后半成品尺码固定的情况下,磨边后的尺码和边直度是影响连纹效果的一个主要因素。
3 结语
在当今市场情况下,连纹陶瓷大板由于其装饰美观大气,应用范围广,市场占有率逐步提升。连纹陶瓷大板的较非连纹大板生产工艺并无特殊之处,然而其品列连接状态视觉效果明显,连接偏差直接影响产品品质。在生产过程中通过精选设计材料,加强生产细节管理,严控生产尺码,稳定烧成制度,减少磨边偏差等,可生产连纹精确的连纹陶瓷大板产品。
