热均衡加热法在超大型压力容器修复现场热处理中的应用
2023-01-17陈伟丰
付 凯,陈伟丰
(广东省能源集团有限公司沙角C 电厂,广东 东莞 523936)
某电厂装机容量3×660 MW 燃煤发电机组,锅炉为ABB-CE 生产的2100T/h 亚临界强制循环汽包锅炉。首台机组1996年投产,累积运行约16 万h。机组设计初始功能为深度调峰机组,从投产开始,承担了电网重要的调峰任务。在快速调峰中锅炉汽温、汽压的频繁变化导致汽包焊缝内部相继出现内部缺陷[1]。
该锅炉汽包含封头长28.91 m,分3 段制造,内径1 778 mm,上部壁厚196.1 mm,下部壁厚163.9 mm,材料为SA299。汽包上部联接汽水管道78 条(Φ159),饱和蒸汽管道31 条(Φ159),安全阀管座6 个,以及排空排污等管道。汽包下部联接6 根下降管座(Φ582.3×134.6),3 个给水管座(Φ496.83×121.4)。
1 缺陷情况
2017年2#机组检修过程中,检查发现汽包2 条环焊缝以及4 个下降管、2 个给水管管座存在大量超标缺陷。其中B3 环焊缝超标缺陷长度达到2270mm,且部分连续缺陷显示为线性缺陷。超标缺陷的分布如图1虚线所示。
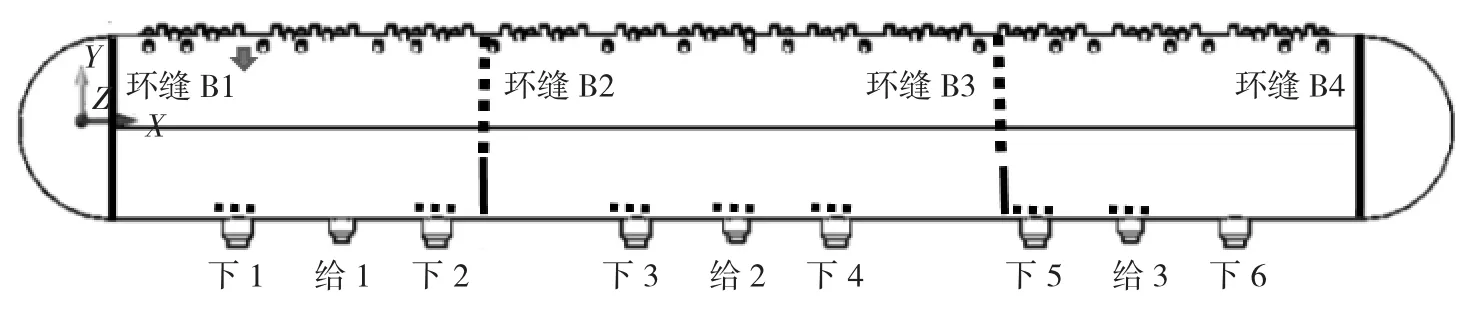
图1 汽包缺陷分布图
焊缝缺陷有明显的特征:①缺陷均存在焊缝内部,分布在离容器外表面约50~110 mm 深度位置(相对深度25%~55%)。②缺陷宏观尺寸非常大,均为连续性线性缺陷,最长达2 m。③经过取样后进行金相分析,裂纹缺陷均出现在焊缝中杂质(夹渣)的边缘,长时间运行中在交变金属热应力的作用下逐渐扩展形成,显微组织如图2所示。
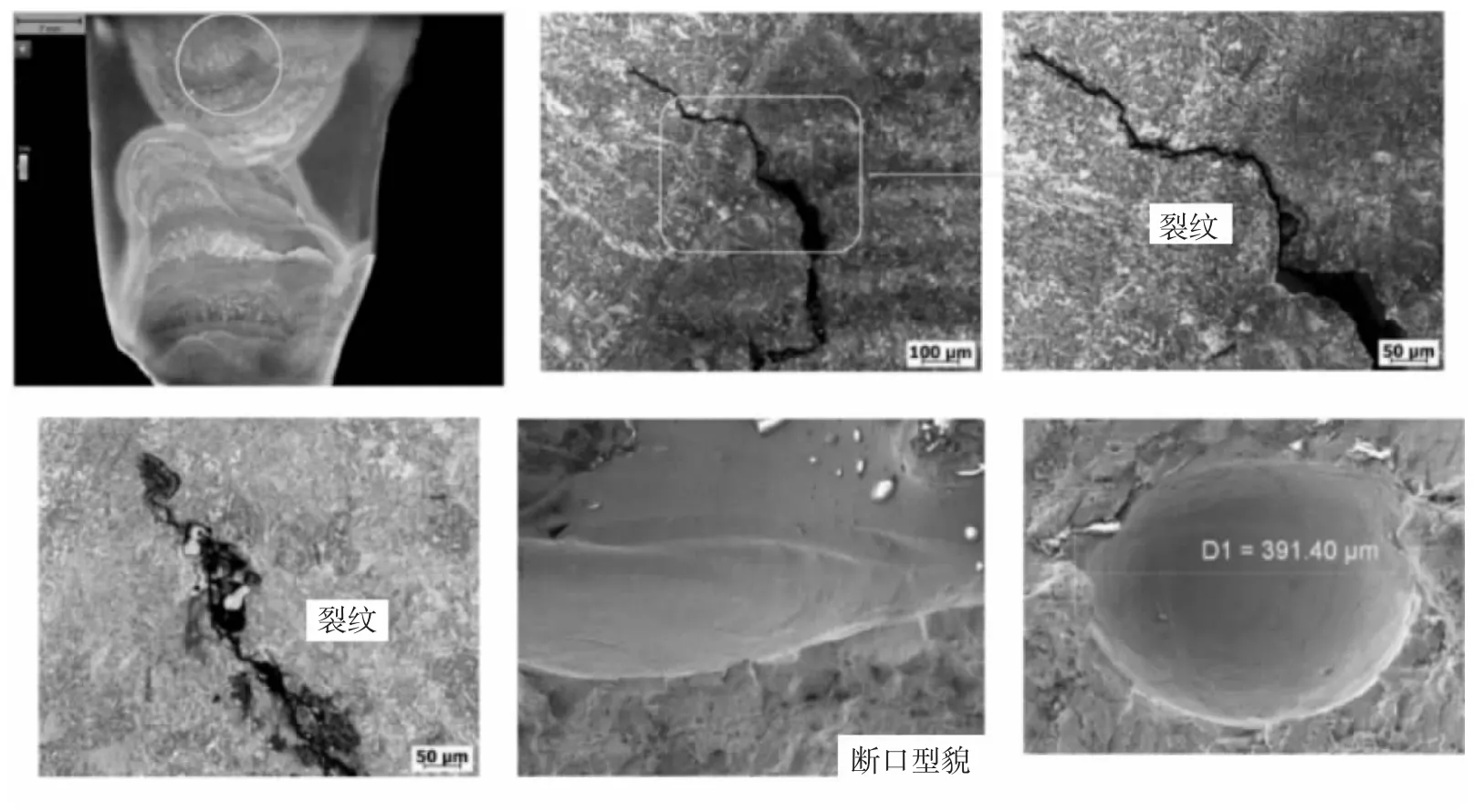
图2 焊缝内部裂纹显微组织
2 修复过程
汽包修复是一项技术极其复杂的工作,涉及机械、电气、焊接、热处理和无损检测等多个专业。为使施工过程合法、合规,项目组多次与特检院就施工方案进行反复的磋商和修改。从缺陷普查、确定方案到修复、热处理、修后检测,过程复杂,信息处理量创造锅炉单一设备缺陷修复的历史。技术准备工作历时22 d,施工时间78 d。共形成包括结构应力计算、热处理过程受热及膨胀分析计算、完成整体技术方案、具体施工方案评审审核、施工报备等技术性文件共38 份。
此次修复,共交叉普查焊缝超过150 m,热处理布置加热电缆144 组共超过14 000 m,热处理用电加热峰值功率达到1 440 kW,焊接用电焊条使用量超过1.2 t。检修过程中对汽包温度、硬度、残余应力、挠度及膨胀变形进行了有效监控,有效防止汽包在修复后发生变形,均达到非常理想的效果,已形成完整、成熟的汽包修复技术路线,如图3所示。
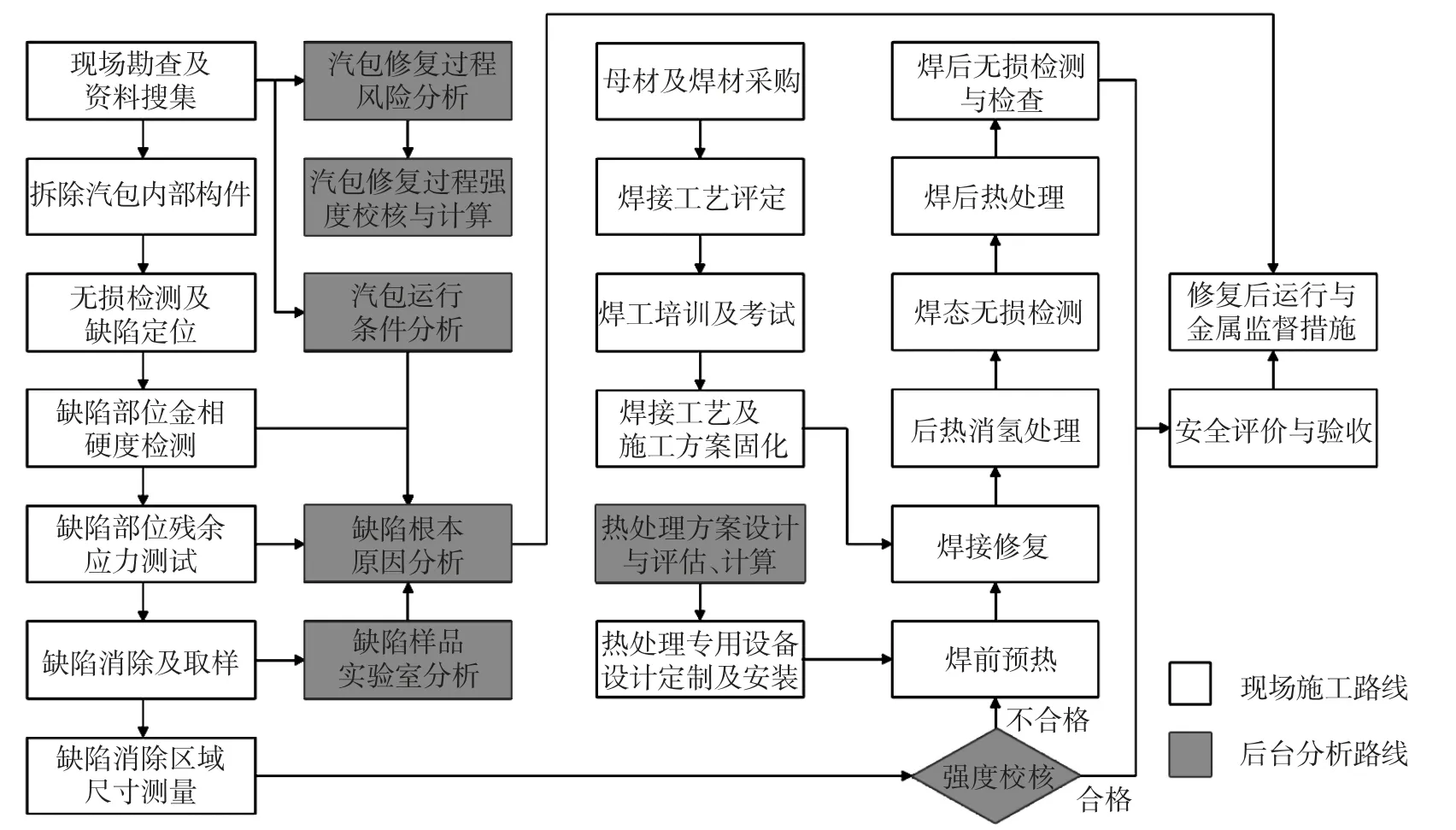
图3 汽包修复的工艺流程图
3 焊后热处理方案介绍
3.1 存在的困难
汽包材料为ASTME SA299,运行时间约16 万h,焊接性能差,焊后冷裂纹倾向严重。修复缺陷众多、工艺复杂,焊后不能及时做热处理。因此制定了焊前预热,焊后消氢,均衡加热,一次性热处理技术路线。必须有效防止因热处理工艺不当造成非修复部位缺陷的扩展,避免热处理过程中输入热量过大对汽包产生的强烈热冲击和多次加热对汽包反复热冲击,防止汽包发生塑性变形,防止对四周的小管及管座造成伤害。汽包体积庞大,内部构件复杂,空间狭窄,汽包外部连接管道多。上部有汽水引入及饱和蒸汽引出管,下部有下降管、给水管等大型管座,热处理工艺需要同时考虑对这部分管座的影响。
3.2 解决问题的主要思路
首先是解决加热问题。汽包庞大的体量,需要均匀加热到需要的温度,加热电源的稳定性是关键。本次采用2 台1 000 kW 柴油发电机,配合厂内2 台360 kWA和1 台350 kWA 电源组合供电,以保证热处理期间供电的稳定。
其次是解决加热的均衡性问题。这是热处理的重点,在热处理方案讨论中这是争议最为激烈的一个环节。通过合理的选择加热分布点,使热处理过程中汽包能均匀膨胀。
再次需要解决加热的速率、均匀性问题。控制汽包在加热和冷却过程中不发生塑性变形。增加膨胀监测系统,在72 h 的处理过程中,适时调整各部分的输入热量,使汽包始终按照预设的方向均匀膨胀。
最后解决管子在加热过程中的约束,以及对外部设备如水冷壁汽水联箱的影响,不能造成相邻设备损坏。
3.3 热处理原则
①整体热处理9 个缺陷位置一并进行最终处理;②各个方向热量输入均衡;③错峰升温及恒温,减少输入热量峰值;④多次恒温,严格控制不同位置及汽包内外部的温差,任意两点温度差不超过50 ℃;⑤热处理过程严格控制升温速率不超过45 ℃;⑥焊前预热使焊接部位焊缝温度高于150 ℃,焊接过程严格控100~150 ℃;⑦焊后进行350 ℃低温消氢处理,冷却后进行中间检验,确保缺陷处理干净并不产生新缺陷;⑧不同壁厚及环境在材料要求范围内选用不同的热处理温度,其中汽包环缝较厚升温到550 ℃恒温,管座焊缝壁厚相对较薄,加到500 ℃恒温。
3.4 热处理控制指标
①汽包热处理后不发生侧弯和翘曲;②热处理过程中任何位置垂直位移小于20 mm;③热处理后汽包能回到正常的位置,初终位置偏差小于10 mm;④汽包挠度、不圆度、残余应力值符合JB/T 1609—93《锅炉锅筒技术条件》和DL/T 734—2000《火力发电厂锅炉汽包焊接修复技术导则》,其中:挠度不超过20 mm;不圆度±7 mm;残余应力不超过100 MPa,个别点不超过140 MPa;⑤汽包水压试验一次通过;⑥汽包冷态验收、热态验收一次通过。
3.5 热处理最终方案
根据热处理的原则,对热处理加热器布置及升温曲线进行多次优化,最终形成以下方案:
环缝处内部制作加热室,内外壁同时加热,管座也内外加热。有效降低加热温差、提高加热效率、保证获得热处理需要的加热温度。
汽包上部管座提供辅助加热,减小上下壁温差,防止汽包变形。
管座焊缝500 ℃、汽包环缝550 ℃不同热处理温度,合理降温,减少膨胀、降低变形。
采用375 ℃、450 ℃2 次中间恒温阶梯加热,降低汽包内外壁与中心的温差,降低汽包热应力。
管座焊缝、汽包环缝最高温恒温段错开时间,降低高温停留时间,减小膨胀,降低汽包变形,汽包吊杆采用专门冷却,防止高温变形,保证汽包中心不发生大的变化,降低对相连接设备的损坏。
汽包下降管限位按膨胀方向,切除阻碍其膨胀的限位,防止因膨胀受阻对下降管及其管座焊缝造成影响。
在汽包两端膨胀指示器及汽包轴线水平中心处加装百分表,实时监测汽包的变形及膨胀方向,根据膨胀情况调整不同热处理机的升温速率。
加热前测汽包的不圆度、挠度以及所有表计数据,与热处理后的数据进行对比。
加热过程24 h 监控,加热阶段每60 min 记录一次各测温点的温度、各监视表计的数据,降温过程(350 ℃以上时)同样进行记录。
所有测点温度降到100 ℃时,拆除所有保温进行自然冷却。
热处理加热器布置如图4所示。
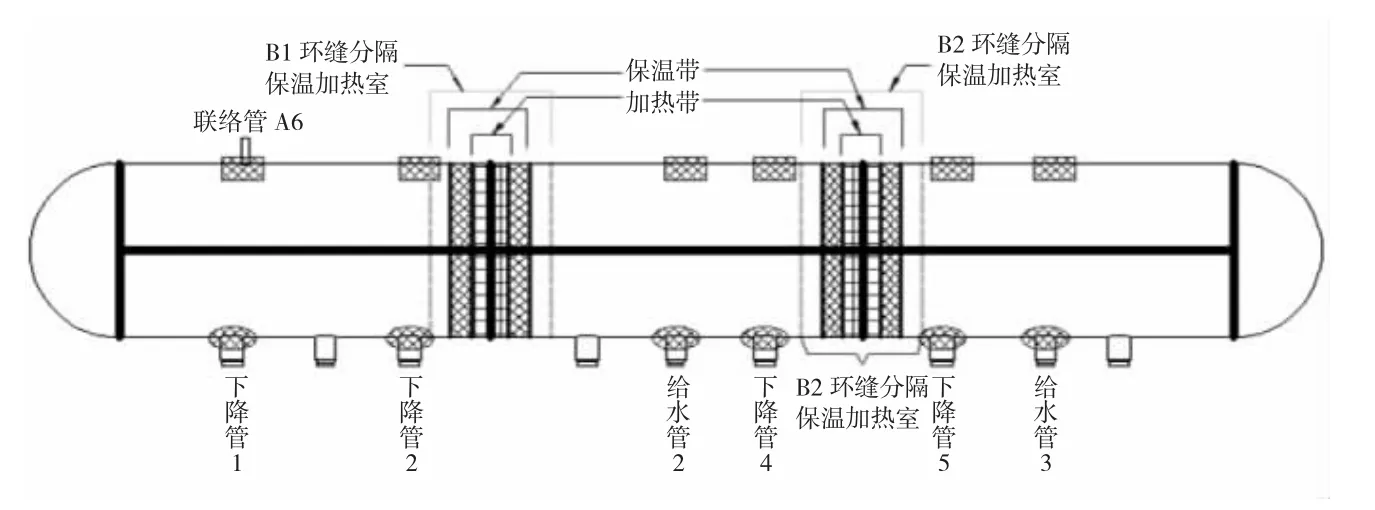
图4 汽包加热器布置图
汽包的最终焊后热处理曲线如图5所示。
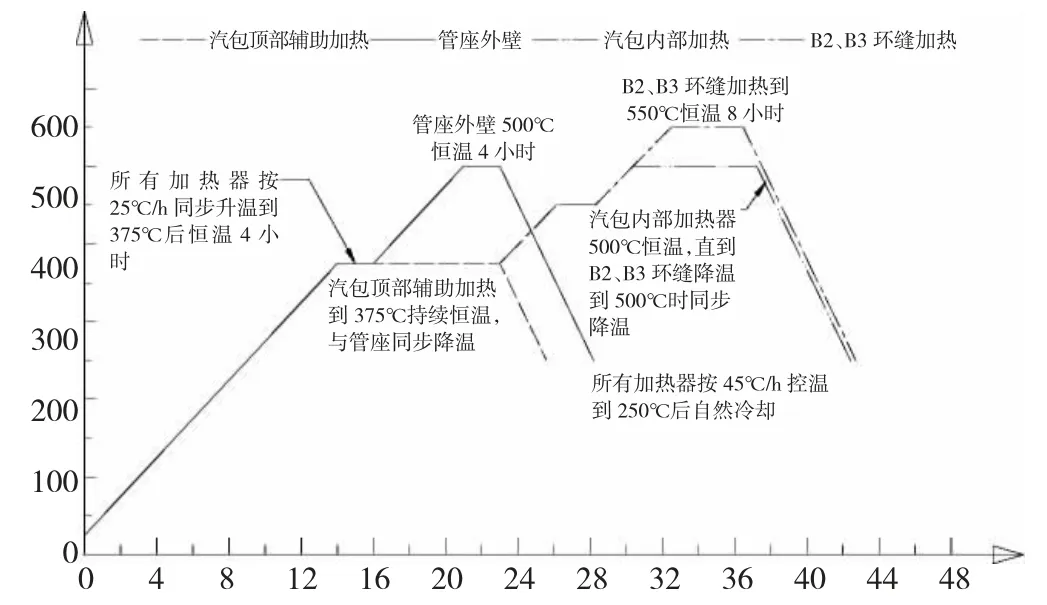
图5 修复焊缝热处理曲线
3.6 热处理后汽包性能指标
汽包修复结束后,进行100%焊缝检测,未发现超标缺陷。并进行金相组织检测、硬度检测、残余应力测试、汽包挠度和不圆度等检测,所有指标均达到优良标准,水压试验一次性合格。结果如下:①汽包冷却后,所有监视仪表全部回位,无侧弯和翘曲。②汽包膨胀指示器上读取位移值,三向均小于5 mm(膨胀指示器最小刻度10 mm)。③焊缝及热影响区硬度平均167~207 HB(HLD)。④水压试验一次通过。⑤金相组织为铁素体+珠光体(部分贝氏体),晶粒度9~10 级,球化2 级,石墨化1 级显微组织如图6所示。⑥汽包残余应力最大值113MPa,大部分在100 MPa 以下,测量结果见表1。
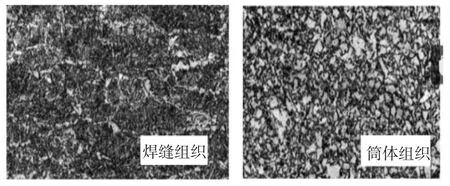
图6 修复后焊缝显微组织
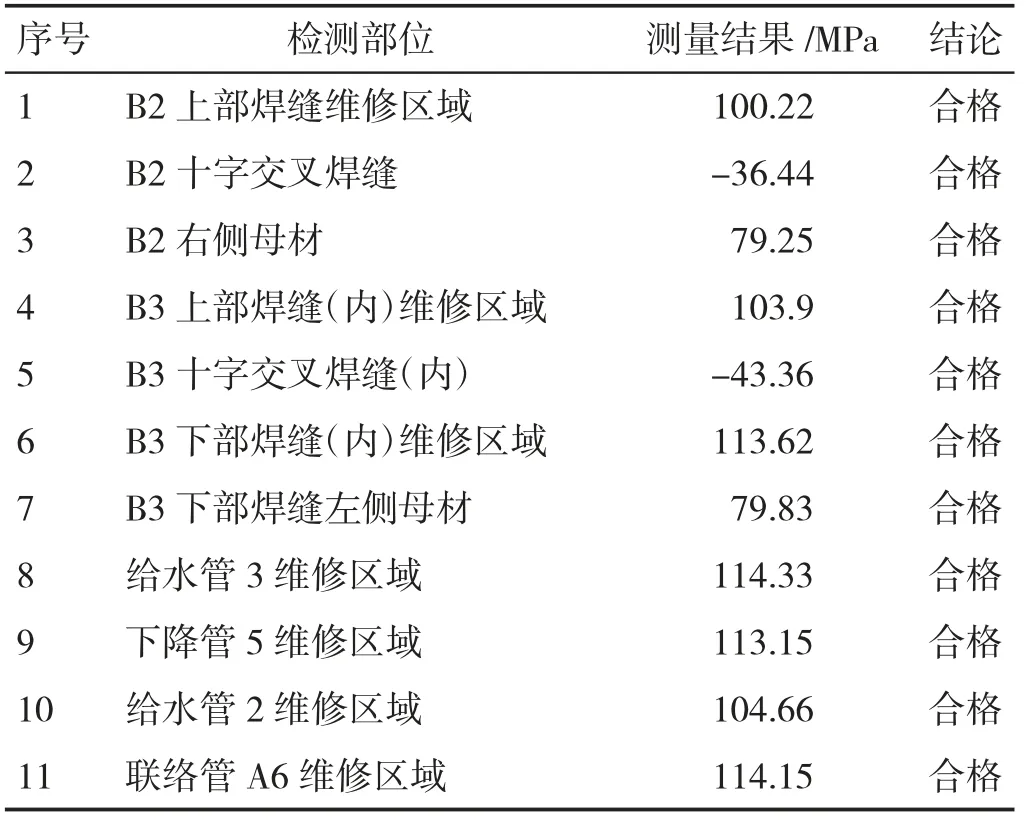
表1 修复后的焊缝区域残余应力检测结果
4 结束语
此次锅炉汽包的修复,在国内660 MW 以上锅炉汽包修复中尚属首次,由电厂方委托苏州热工院整体负责,业主方工程师全面融合管理,共同制定方案。通过精心的准备和严谨细致的施工,缺陷一次处理完成,有效控制了未处理缺陷的扩展,汽包未出现变形现象,所有指标达到优秀水平。充分体现了研究机构与生产企业紧密合作“1+1>2”的效果,也体现了我国在设备“再制造”方面的能力和高水平。希望修复过程中的经验,特别是均衡加热控制的热处理工艺和方法,为类似的锅炉汽包及大型高温高压容器焊缝缺陷修复时提供一些有益的借鉴。
