不同工艺对3C产品用Al-Mg合金力学性能和耐腐蚀性能的影响
2023-01-13邓松云庞博文韦克剑莫灼强
邓松云,闫 玮,庞博文,韦克剑,莫灼强
(1.广西南南铝加工有限公司,南宁 530031;2.广西铝合金材料与加工重点实验室,南宁 530031)
0 前言
随着信息时代的来临,手机、平板电脑、智能手表等3C电子产品成为人们生活和工作中不可或缺的一部分。这些消费电子产品的外壳、背板、结构件不仅需要具备较高的强度和硬度以保护核心电子器件,还需要在外观设计、光洁度、色彩等诸多方面满足消费者个性化需求,促使对用于生产这类产品的耐腐蚀低镁Al-Mg合金的需求也不断增加[1-3]。5×××系铝合金是不经热处理的非强化型铝合金,具有中等力学强度、易于加工成型,以及美观、质轻、安全环保等特点,特别是其优异的耐腐蚀性能,是铝合金中除纯铝外耐腐蚀性能最好的合金[4-7]。但是大量3C电子产品是阳极氧化产品,需要经强酸或强碱处理,这对合金的耐腐蚀性能有着极高的要求[8-9]。部分产品因阳极氧化后产生料纹、氧化白点等缺陷而使外观面受损,影响使用。
本文结合实际生产,探讨了不同工艺对Al-Mg合金的力学性能、耐腐蚀性能的影响,以及材料阳极氧化工艺后氧化白点形成的原因,并确定了阳极制品用铝合金材料的较优工艺要点,以期为后续生产提供参考。
1 试验材料和方法
1.1 试验材料
本次试验材料采用的是低镁Al-Mg合金,材料具体的化学成分如表1所示。
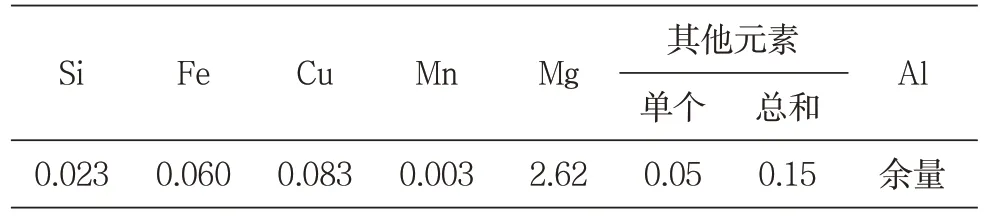
表1 材料的化学成分(质量分数/%)
1.2 试验方法
本试验通过采用两种不同工艺试制,探究了影响材料力学性能和耐腐蚀性能的工艺参数。方案1对应的是冷加工率为50%的H3n状态材料,方案2为冷加工率为75%的H2n状态材料,其工艺流程如图1所示。
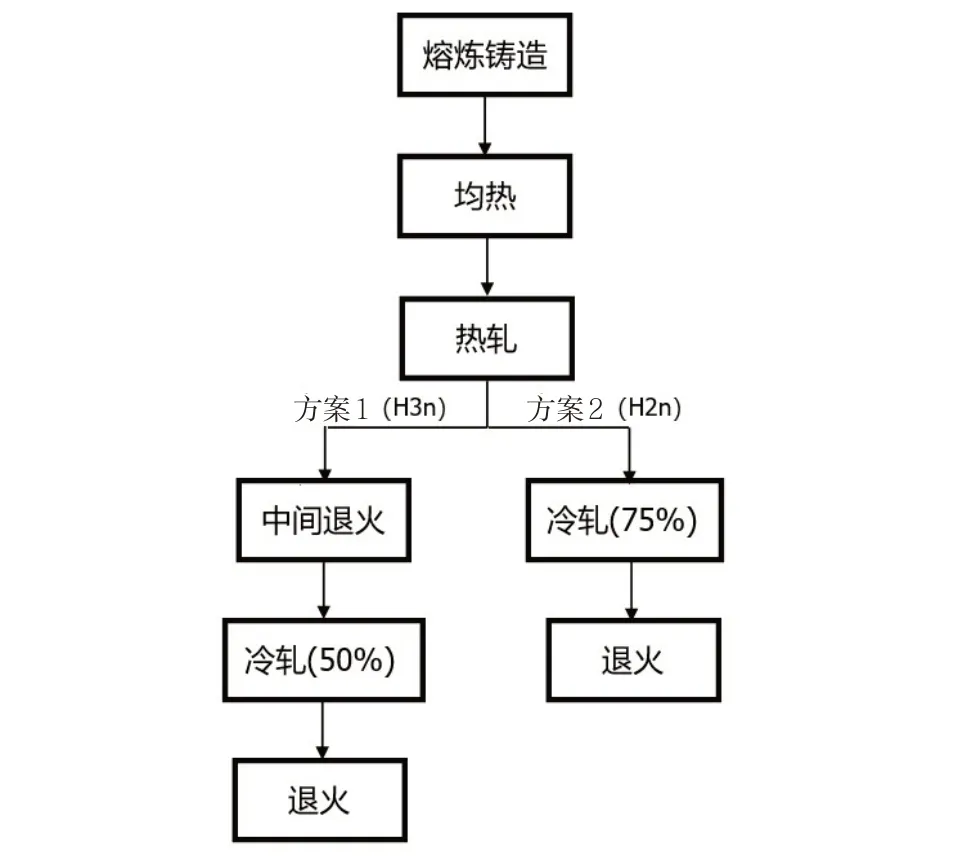
图1 两个方案的工艺流程图
方案1:铸锭经均热后,通过“1+4”热轧机组进行加热轧制,得到轧卷厚度为5 mm的热轧卷材,其热精轧的终轧温度为330℃。经过退火温度为330℃、保温时间为6 h的中间退火后,再经过CVC六辊冷轧机组冷轧至厚度为2.5 mm,最后将经冷加工后的板材分别在120℃、140℃、160℃、180℃、200℃、220℃、240℃和260℃温度下进行稳定化退火,保温时间为4 h。
方案2:铸锭经均热后,通过“1+4”热轧机组进行加热轧制,得到轧卷厚度为10 mm的热轧卷材,其热精轧的终轧温度为330℃。再经过CVC六辊冷轧机组冷轧至厚度为2.5 mm,最后将经冷加工后的板材分别在200℃、210℃、220℃、230℃、240℃、250℃和260℃温度下进行不完全退火,保温时间为4 h。
对材料进行力学性能检测、盐雾腐蚀试验和阳极氧化试验。盐雾腐蚀的腐蚀介质:pH值为3.0的乙酸溶液+0.25 g/L无水氯化铜;腐蚀时间:放在密闭盐雾箱内24 h,密闭环境温度(50±2)℃。阳极氧化试验工序:打磨→喷砂→阳极,腐蚀溶液:50%NaOH+20%H2SO4+水,阳极膜厚为10~15μm。采用美国iCAP6300 ICP热电直读光谱仪检测铝合金中元素的含量,采用德国Z100材料试验机检测铝合金力学性能,采用蔡司Axiovert.A1金相显微镜观察组织形貌,采用蔡司EVO18扫描电子显微镜观察盐雾腐蚀样品和阳极氧化后有氧化白点的样品形貌并检测铝合金中元素的含量,探究不同工艺状态对材料力学性能和耐腐蚀性能的影响。
2 试验结果与分析
2.1 退火温度对材料力学性能的影响
按方案1工艺流程生产,成品力学性能如表2、图2所示。按方案2工艺流程生产,其力学性能如表2、图3所示。对比图2、图3的力学性能曲线,冷加工率为50%的H3n状态材料,其屈服强度和抗拉强度在退火温度120~180℃之间存在一个性能稳定的平台区,性能变化并不明显;而在200℃之后,随着温度上升,屈服强度和抗拉强度下降,延伸率上升。这是因为在保温时间一定时,低于200℃的稳定化处理温度对再结晶没有显著贡献,析出的第二相弥散作用大于回复软化效果,第二相析出情况成为影响材料强度的主要原因。伴随着温度的升高,静态回复程度加大,软化作用起主导作用[10]。冷加工率为75%的H2n状态的材料,其屈服强度、抗拉强度和延伸率与退火温度呈线性相关性,随着温度上升,屈服强度和抗拉强度下降,延伸率上升;并且力学性能对退火温度变化较为敏感,在实际生产中较难精准控制。
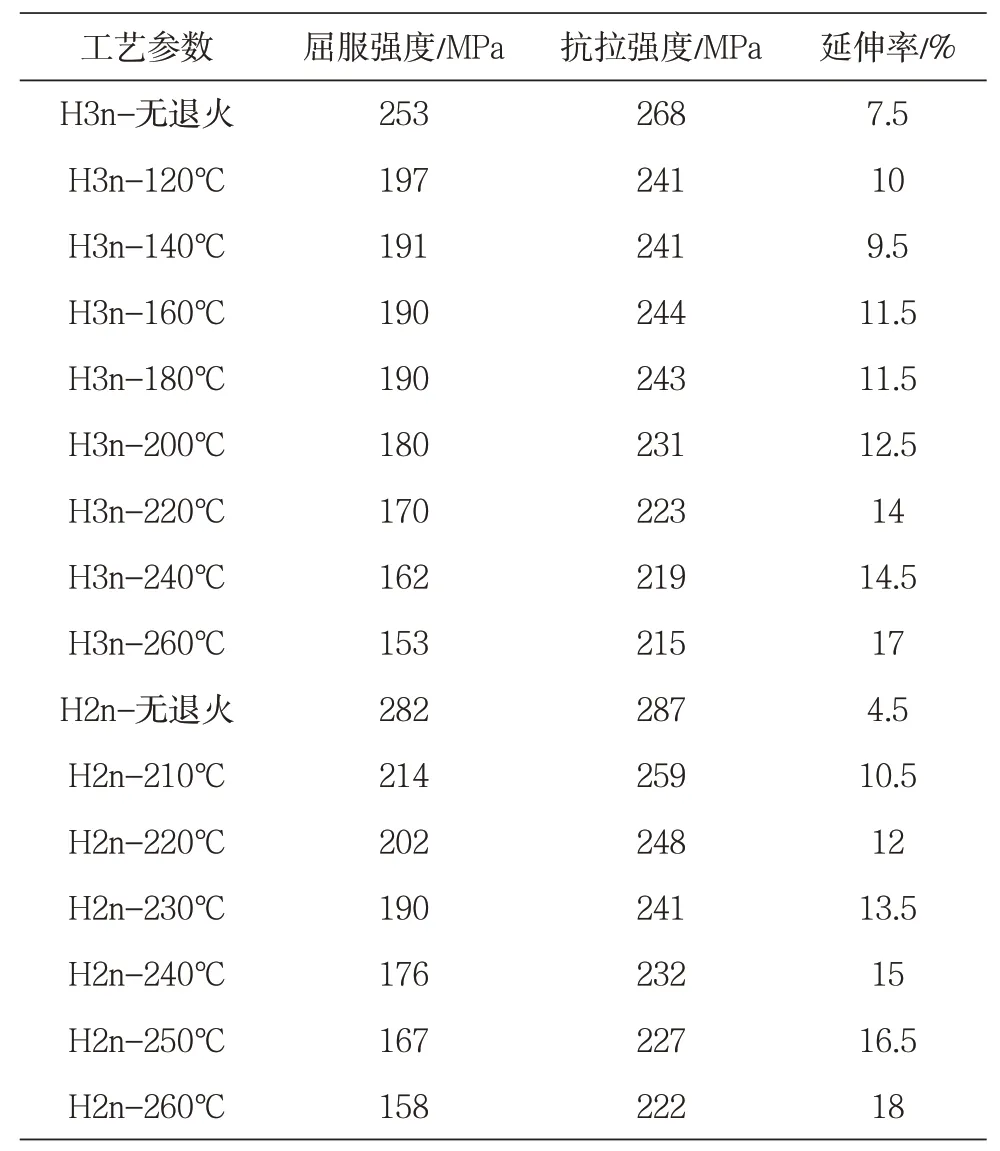
表2 不同退火工艺下材料的力学性能
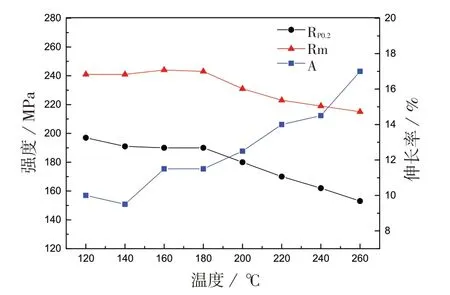
图2 H3n不同退火温度下材料的力学性能
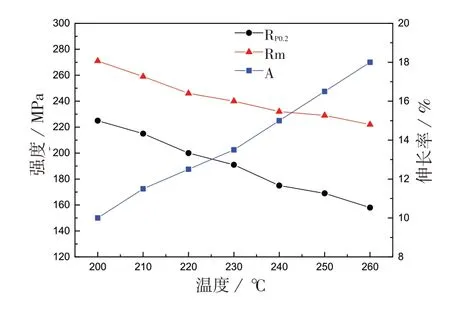
图3 H2n不同退火温度下材料的力学性能
H3n和H2n状态材料的金相组织如图4和图5所示。不同工艺状态的材料,其不同截面的金相组织也不相同。H3n状态材料的L-T面组织均匀,L-S面呈等轴晶状;H2n状态材料的L-T面为不均匀块状组织,L-S面为细长的纤维状。这是因为H3n状态材料是经过了中间退火处理,发生了完全再结晶,形成再结晶组织,再经冷加工使得晶粒破碎,形成更细小均匀的等轴晶组织;而H2n状态材料先经过热轧,然后再直接冷轧加工,组织不断压扁,形成细长的纤维状。
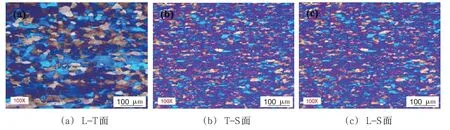
图4 H3n状态的金相组织
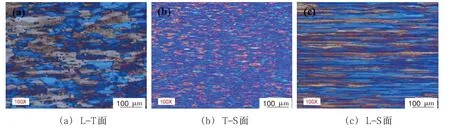
图5 H2n状态的金相组织
2.2 材料耐腐蚀性能的分析
对两种不同工艺状态的成品材料进行阳极氧化处理,发现方案1的材料阳极氧化后出现氧化白点缺陷概率为10%,而方案2的材料阳极后无氧化白点缺陷。造成着色时阳极表面因无法染色而产生白色点的通常的原因之一是铝材料表面存在腐蚀孔洞[11]。阳极后材料表面白点区域的金相图如图6(a)所示,可以清楚看到材料有一处白亮的异色区域,此处即为阳极后氧化白点,并且氧化白点的阳极膜表面有可见裂纹;图6(b)是缺陷样品的纵截面(L-S面)金相腐蚀图,可以发现裂缝是沿着晶界扩展的,说明材料发生了晶间腐蚀,这是产生阳极后氧化白点的原因之一。
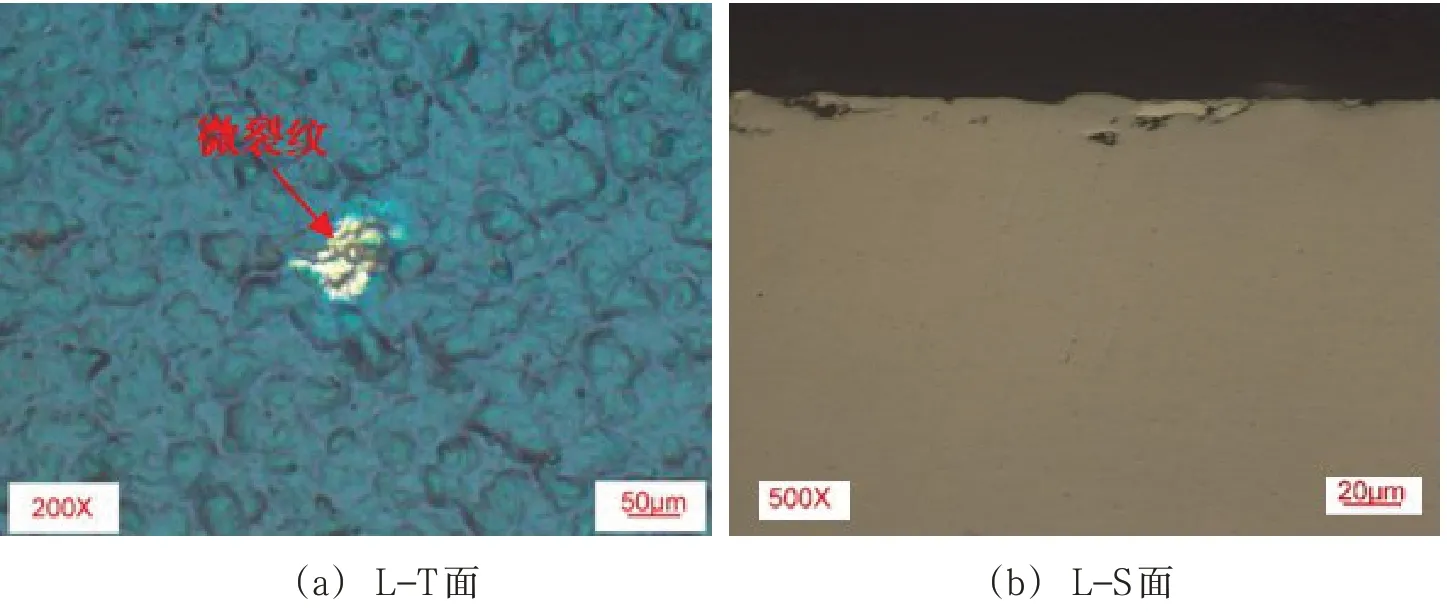
图6 阳极后氧化白点样品金相图
为进一步探究,对缺陷材料进行了SEM和EDS分析,结果如图7所示。SEM观察可以发现,金相的白亮区域形成一个凹坑,主要由Al、Mg等基体元素组成,同时还有少量O、S、C、Ni元素,说明凹坑内部表面仍有形成阳极膜;除凹坑以外的区域表面附着较为完整的阳极氧化膜,Al、O、S等主要元素均匀分布,凹坑四周的附着物中有C、Ni元素聚集。附着物表面孔洞疏松使得封孔剂在此处聚集。对两种不同材料进行盐雾腐蚀试验,对比其耐腐蚀性能优劣。
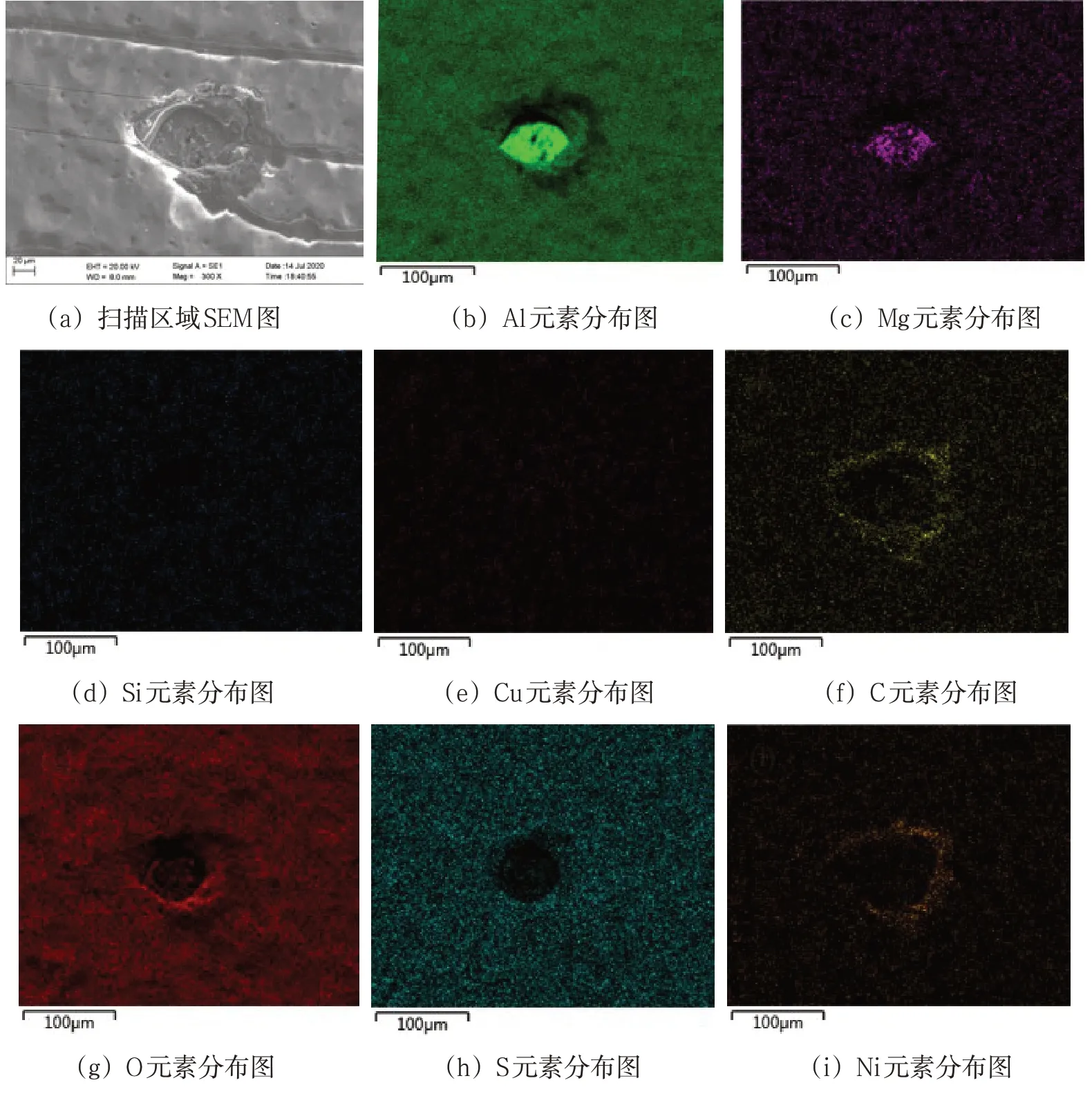
图7 氧化白点缺陷EDS面扫图
图8 是方案1在不同退火温度下生产的材料的盐雾腐蚀对比图。对比发现,试样表面呈浅灰白色,局部有稍鼓起的白色腐蚀点,这说明材料发生了不同程度的点腐蚀,退火温度高于200℃时,表面浅灰白色流痕较少,其耐腐蚀程度要好于退火温度为180℃和140℃。取屈服强度在190~200 MPa之间的两种工艺方案的材料进行盐雾腐蚀试验,结果如图9所示。可以发现在相同性能下,按方案2工艺生产的材料白色点腐蚀数量少于方案1,耐腐蚀性能要优于方案1。这也与前文阳极氧化测试出现氧化白点的概率相符,表明材料的耐腐蚀性能越好,阳极后出现氧化白点的概率越小。
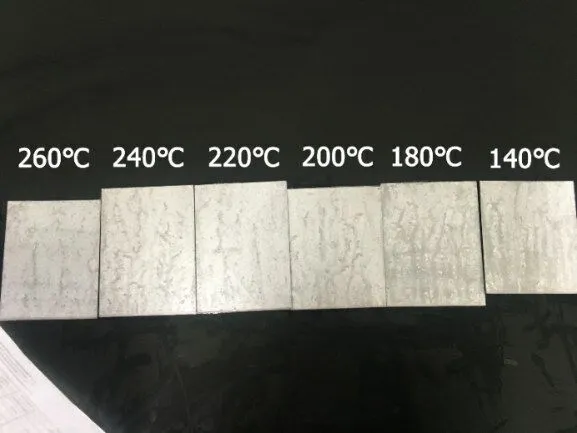
图8 H3n状态不同退火温度下的盐雾腐蚀对比图
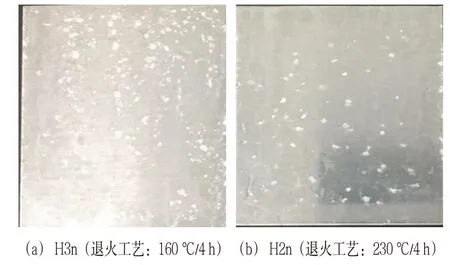
图9 H3n与H2n材料的盐雾腐蚀对比图
3 结论
(1)冷加工率50%的H3n状态材料,其屈服强度和抗拉强度在退火温度120~180℃之间存在一个平台区,性能变化不明显。材料组织较均匀,呈等轴晶状,阳极后易出现氧化白点缺陷,并伴随晶间腐蚀。
(2)冷加工率为75%的H2n状态材料,随着退火温度的上升,屈服强度和抗拉强度下降,延伸率上升,L-T面组织大小不均匀,材料的L-S面为细长的纤维状,有较好的耐腐蚀性能。
(3)在力学性能一定时,H2n状态的Al-Mg合金材料要比H3n状态的材料耐腐蚀性能更好,阳极后几乎无氧化白点。对于需要阳极氧化的3C产品用Al-Mg合金,宜采用H2n状态工艺进行工业化生产。
