预拉伸变形对6016铝合金显微组织及性能的影响
2023-01-13孙中国王如川崔立治冉凡青
孙中国,王如川,崔立治,田 斌,冉凡青
(天津忠旺铝业有限公司,武清 301700)
0 前言
近年来,随着新能源汽车的迅速发展,对轻量化材料的需求越来越迫切。铝合金因其质轻,比强度高,良好的冲压性,易回收等优点,许多国家都致力于铝合金在汽车领域的应用研究,并将铝合金推广应用到汽车内板、外板、零部件、电池壳体等部位[1-3]。其中,Al-Mg-Si系合金因T4/T4P态具有良好的冲压成形性,烤漆后具有较高的强度等特点,成为汽车用外板的首选材料[3-4]。材料冲压后,每个部位的变形是不一致的,有的变形量较大,有的变形量较小,材料对应位置的组织、性能及表面质量也会不同。本文选用6016材料,在经过气垫炉生产线固溶淬火及预时效处理后进行不同预拉伸处理,分析材料金相、力学性能、表面罗平线与拉伸变形量之间的关系,为研究6016汽车板冲压后不同变形量位置的材料性能、组织及特性提供参考。
1 试验材料及方法
本试验所用合金为6016合金冷轧板带,合金成分如表1所示。将实验材料在气垫淬火线进行540℃/20 s固溶处理后立即风冷淬火,随后在生产线的预时效炉进行预时效处理。卷曲温度为80℃,并自然冷却至室温。停放1个月后,取样对材料分别进行0%、2%、4%、8%、12%和16%不同程度的预拉伸处理,拉伸方向垂直于轧制方向。并对已拉伸的材料在热处理期间进行185℃/20 min的热处理模拟烤漆。

表1 试验用6016铝合金的化学成分(质量分数/%)
按照GB/T 228.1标准进行拉伸试验,对其抗拉强度、屈服强度、断裂延伸率进行测量。按照GB/T 3246.1对试样进行金相制样,并用光学显微镜对试样纵截面的晶粒组织进行观察与测量。材料预拉伸后,用320目油石在铝板表面进行单向打磨。
2 结果与分析
2.1 预拉伸对显微组织的影响
图1为6016合金经过不同预拉伸后的金相组织,测试方向平行于拉伸方向。如图1(a)所示,固溶态组织已经完全再结晶,晶粒为等轴球状,平均晶粒尺寸为50μm。随着预拉伸量的增加,外加载荷不断增加,材料开始发生塑性变形,晶粒组织沿着预拉伸的方向有逐渐伸长的趋势。拉伸小于4%时,明显不变化;拉伸8%时能够看到有轻微的变形;拉伸为16%时晶粒变形很明显,呈现椭圆状。
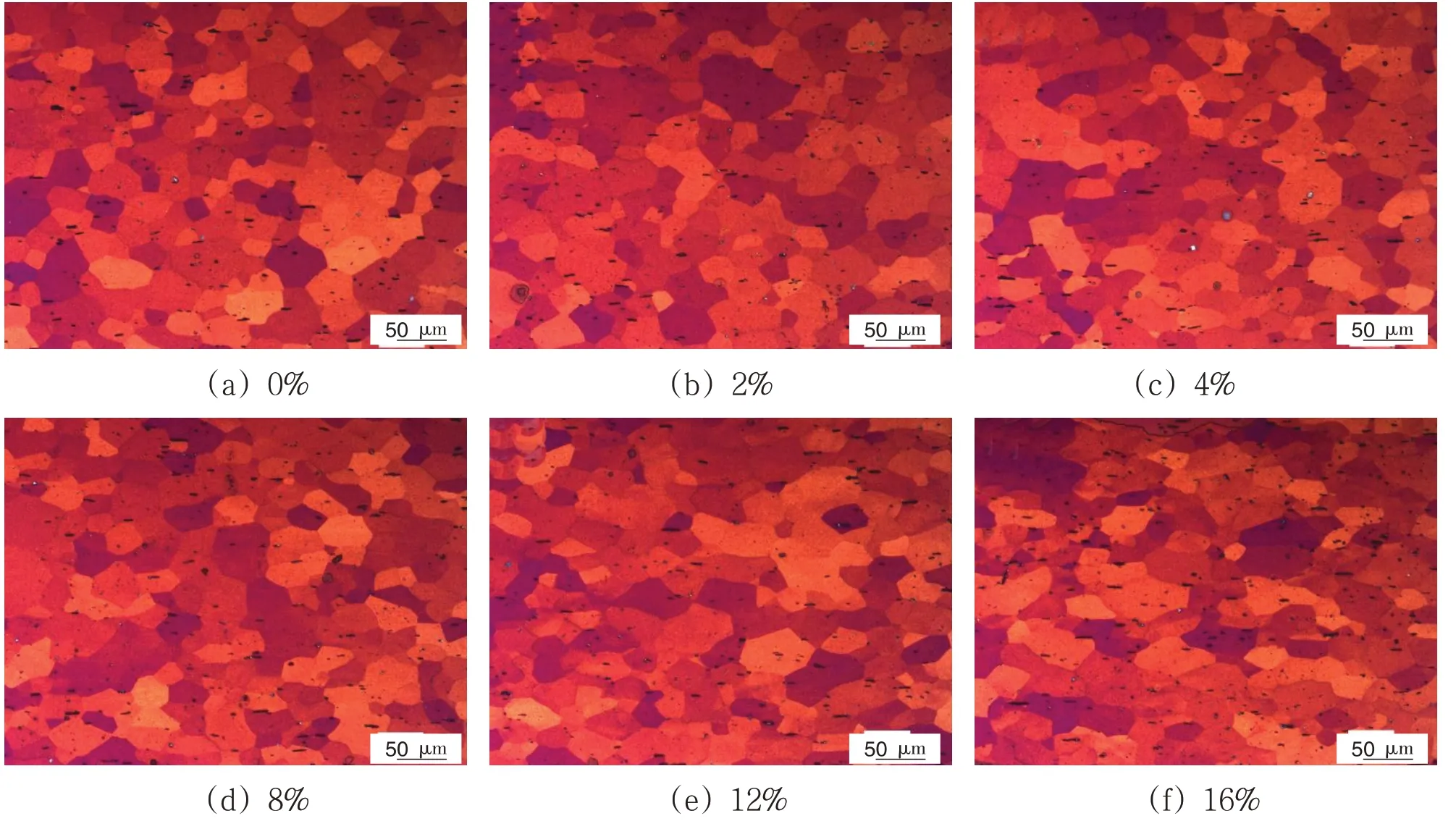
图1 不同预拉伸量下的金相组织
2.2 预拉伸对表面形貌的影响
6×××系铝合金经过预拉伸后表面会出现罗平线,主要跟材料内部立方织构、高斯织构有关。已有报告表明在冷轧轧制过程中易产生立方织构、高斯织构。这两种织构相对稳定,容易沿着轧制方向产生,并将此结构遗传至固溶后的材料。材料在垂直轧制方向拉伸时,立方织构较软容易变形减薄,但是高斯织构偏硬不易减薄。如果软硬取向不同的晶粒经过拉伸后就会形成软硬不同的带状结构,并出现罗平线[5-6]。
图2为材料经过不同预拉伸后的表面形貌。可知材料经过2%预拉伸后,材料表面形貌已出现变化,隐约可以看到纵向纹路,并且随着预拉伸的逐步递增,表面罗平线的轮廓逐渐趋于明显。16%预拉伸时最清晰,纹路间距基本保持一致。Y.Shi[5]研究表明,材料内部织构的不均匀分布会造成不均匀的塑性变形,罗平线在低应变下就会出现,高应变时不会改变材料的罗平纹的轮廓,但是会增加轮廓的深度及幅度。
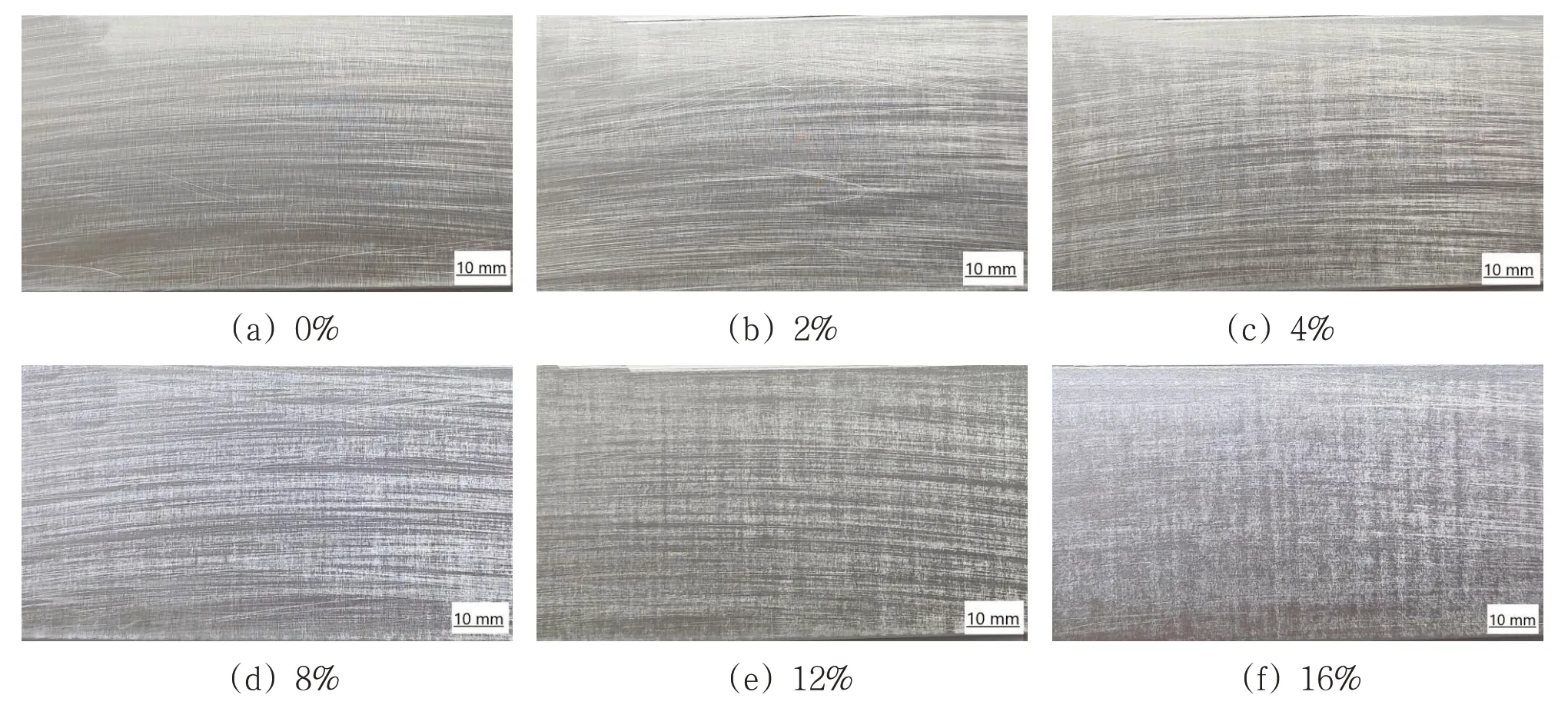
图2 不同预拉伸量下的罗平线形貌
2.3 预拉伸对T4力学性能的影响
图3和图4是材料在不同拉伸变形量下力学性能的变化趋势。从图中可以看出,随着预拉伸变形量的增加,材料的抗拉强度、屈服强度近似抛物线形增加,屈服强度增长幅度较抗拉强度大,增长趋势逐渐变小;延伸率、n值下降趋势明显,r值基本保持不变。预拉伸前材料的抗拉强度、屈服强度、断裂 延伸 率、n10、r10分 别为220 MPa、111 MPa、28.3%、0.29、0.63;经过16%预拉伸后,分别为256 MPa、240 MPa、12.9%、0.09、0.62。抗拉强度增长36 MPa,屈服强度增长129 MPa,延伸率降低15.4%,n值降低0.2。这可能是因为预拉伸发生塑性变形,造成内部组织的位错密度增加。位错的交互作用及在晶界堆积会造成滑移困难,使变形抗力增加,达到加工硬化的效果[7-8]。同时材料的基体含有析出相,当施加外力产生变形并逐步增大变形时,析出相会逐渐细化,并在位错位置析出颗粒,产生析出强化作用[9]。两种效果叠加造成强度增加,屈强比变大,延伸率降低。
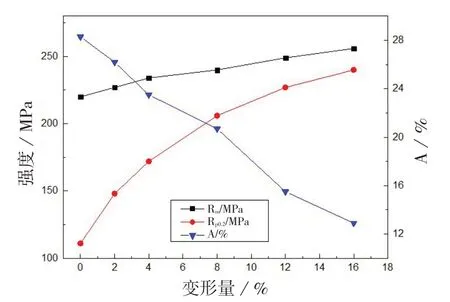
图3 不同预拉伸量下T4态为力学性能的变化

图4 不同预拉伸量下n10、r10的变化(T4态)
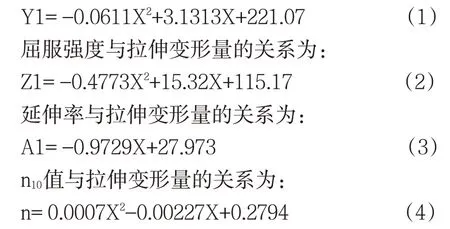
从曲线可以看出,试样经过预拉伸处理后,材料的力学性能与拉伸变形量有很好的函数关系,其中抗拉强度与拉伸变形量的关系为:
式中Y为抗拉强度,Z为屈服强度,A为延伸率,X为拉伸变形量。
2.4 预拉伸对烤漆性能的影响
6×××汽车外板经过冲压成形后,通常需要通过烤漆硬化提高强度,烤漆温度为185℃,保温20 min。图5为材料经过不同预拉伸处理及烤漆后材料的性能变化曲线。由图可知,不同拉伸变形量6016合金经过烘烤处理后,随着预拉伸量增加,材料的抗拉强度、屈服强度保持上升趋势,延伸率成线性下降,拉伸为16%时,强度不再增加并开始呈下降的趋势。无拉伸时,烤漆后抗拉强度、屈服强 度、延 伸 率 分 别 为262 MPa、1770 MPa、21.3%;经过16%预拉伸并烤漆后分别为289 MPa、247 MPa、13.7%,延伸率较烤漆前的12.9%反而有所提升。
抗拉强度与拉伸变形量的关系为:
式中Y为抗拉强度,Z为屈服强度,A为延伸率。
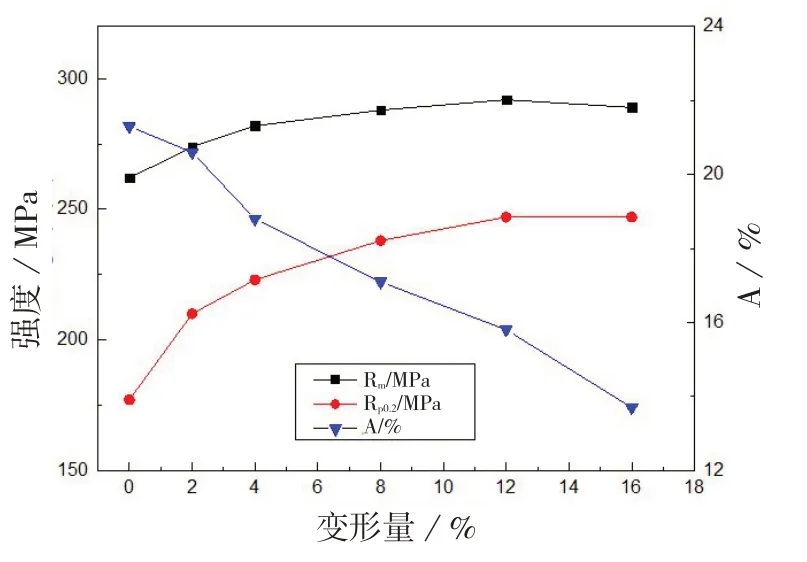
图5烤漆后不同预拉伸量下材料性能变化
图6 为经过不同预拉伸处理的材料经过烤漆处理后抗拉强度、屈服强度的增量。由图可知,材料的抗拉强度增量先增加后降低,屈服强度一直为下降趋势。无预拉伸烤漆后抗拉强度、屈服强度增量分别为42 MPa,66 MPa,延伸率降低7%;16%预拉伸烤漆后抗拉强度、屈服强度增量分别为33 MPa和7 MPa,延伸率增加0.8%。随着拉伸量增加,烤漆强化效果有减弱趋势,这主要是由于大变形会导致位错过高,局部区域发生位错缠结,强化相的析出不够均匀,限制了强度提升。并且大变形量合金在烘烤处理过程中会发生回复,位错在运动中相互抵消并消耗部分能量,减小部分强化相的析出,造成烤漆强化效果减弱,强度增量降低;同时错密度降低为提升合金的塑性起到积极作用[10-11]。

图6 不同预拉伸量下烤漆后抗拉强度、屈服强度增量变化
3 结论
试验研究了6016铝合金经过不同预拉伸处理后,材料的晶粒、表面及性能的演变,主要结论如下:
(1)预拉伸能够改变晶粒形貌,随着拉伸量的增加,晶粒逐渐由再结晶等轴状转变为拉长的椭圆状。
(2)预拉伸能够改变罗平线轮廓的清晰度,拉伸量越大,罗平线越明显。
(3)材料烤漆前后的力学性能与预拉伸变形量有很好的函数关系,其中强度、n值与其为抛物线关系,延伸率为直线关系。
